1.本发明涉及硬质覆膜以及在受到砂土磨损的基材的至少一部分表面上形成有该硬质覆膜的耐砂土磨损性硬质覆膜覆盖部件。
背景技术:
2.树脂捏合用转子等流体捏合部件、以及泵等液压部件,由于在树脂中或水中等混入了硬质物质,因此在使用时会受到磨粒磨损。作为混入的硬质物质,可列举例如二氧化硅、炭以及其它砂土中所含的物质等。此外,例如铲斗等工程机械的特定部件也在使用时直接接触于砂土,因此受到同样的磨损。因此,通过用硬质覆膜覆盖这些部件的一部分表面,来提高耐砂土磨损性。作为硬质覆膜的成膜技术,提出了通过镀覆、热喷涂或堆焊的方法。
3.例如,专利文献1中公开了在以fe为主成分、以重量%计包含16~25%的cr的焊接材料中,以重量%计包含c:0.9~2.0%、si:2.0~5%、mn:10%以下、cr:16~25%、ni:5~20%,ni mn为6~25%,余部包含混入的不可避免的杂质,且c/si比为0.2~0.7,优选为0.22~0.67的含高c高si焊接金属粉体。
4.此外,在专利文献2中公开了一种泵,其包括:形成流体的流路的壳体;配设在所述流路上且具备中心部的凸台、包围该凸台的护罩以及连接所述凸台和所述护罩的叶片的叶轮;以及为了使该叶轮旋转而嵌合于所述凸台上的轴,其中,所述叶轮以及所述壳体与所述流体接触的面具有:形成有第1覆膜的区域;以及形成有含有金属和碳化物的第2覆膜的区域,其中,所述第1覆膜选自由ni合金覆膜、硼扩散层的覆膜以及铬扩散层的覆膜构成的组。
5.现有技术文献
6.专利文献
7.专利文献1:日本专利公开公报特开平06-170584号
8.专利文献2:日本专利公开公报特开平10-259790号
技术实现要素:
9.耐砂土磨损性根据堆焊等所使用的材料来评价。即,已确认到:一般而言,存在该材料的硬度越高,则耐砂土磨损性就越优异的倾向。因此,本发明人想要使用硬度比铁系合金材料等部件材料高的材料对该部件实施镀覆、热喷涂或堆焊,并且进一步将该覆膜更厚地形成,由此提高耐砂土磨损性。
10.但是发现:如果试图通过这种方法进一步提高硬质覆膜的耐砂土磨损性,其提高水平有限。具体而言,在通过镀覆、热喷涂或堆焊而成膜的硬质覆膜中,最硬的硬质覆膜是使用碳化钨系的合金金属并通过热喷涂而形成的覆膜。但是,由于其硬度以维氏硬度计为1500hv左右,因此与引起砂土磨损的二氧化硅等硬质物质的硬度相比,其硬度没有大的差异。因此,难以说上述方法能够充分提高硬质覆膜的耐砂土磨损性。
11.此外,例如在树脂捏合用转子等流体捏合部件、以及泵等液压部件等尺寸较大且
要求具有耐砂土磨损性的区域范围较大的部件上形成硬质覆膜的情况下,如果采用加厚覆膜的方法,也有可能发生成膜时间和成本方面的负担等。因此,关于具有耐砂土磨损性的硬质覆膜,在各方面存在改进的余地。
12.对此,本发明的目的在于提供一种具有优异的耐砂土磨损性的硬质覆膜。
13.本发明人为解决上述问题进行了专心研究,其结果完成了本发明。
14.即,本发明一个方面涉及的硬质覆膜包括氮化物,所述氮化物将al和cr作为主成分而含有,所述硬质覆膜的厚度为6μm以上。
附图说明
15.图1是表示本发明的实施方式涉及的耐砂土磨损性硬质覆膜覆盖部件的结构的示意图。
16.图2是表示本发明的实施方式涉及的耐砂土磨损性硬质覆膜覆盖部件的制造方法的一个例子中使用的成膜装置的结构的示意图。
具体实施方式
17.本发明人对更有效地表现出耐砂土磨损性的硬质覆膜进行了各种研究,着眼于其成分组成,并且还着眼于成分组成中表现出优异的耐砂土磨损性的覆膜的厚度进行了研究,从而完成了本发明。
18.即,本发明一个方面涉及的硬质覆膜包括氮化物,所述氮化物将al和cr作为主成分而含有,所述硬质覆膜的厚度为6μm以上。本发明一个方面涉及的硬质覆膜具有优异的耐砂土磨损性。
19.下面,详细说明本发明的实施方式。需要说明的是,本发明的范围并不限定于在此说明的实施方式,在不损害本发明的宗旨的范围内可以进行各种变更。
20.《硬质覆膜>
21.本实施方式涉及的硬质覆膜包括氮化物,所述氮化物将a1和cr作为主成分而含有。
22.本说明书中的“将al和cr作为主成分而含有”是指在硬质覆膜的除氮以外的成分组成的原子比中,将al的原子比和cr的原子比相加而得的比率为0.5以上。即,本实施方式涉及的硬质覆膜包含以式子:(al
x
cr
ym1-x-y
)n表示的成分组成(式中,x>0,y>0,并且1≥x y≥0.5)。
23.在上述式中,m是任意包含的除al以及cr以外的1种以上的元素。m没有特别限定,例如是选自ti、si、mn、ni、v、zr、nb、mo、ta、w、y、以及镧系元素(pm除外)中的1种以上,优选为选自ti以及si中的1种以上。通过使硬质覆膜的成分组成含有除al以及cr以外的这些元素m,能够提高硬质覆膜的耐氧化性、耐疲劳性等其它功能。
24.上述式中,优选x y=0.75,更优选x y>0.75,进一步优选x y≥0.8,更进一步优选x y≥0.85,特别优选x y≥0.9,或特别优选x y=1。即,在硬质覆膜的除氮以外的成分组成中,通过使将a1的原子比和cr的原子比相加的值更接近1,具有硬质覆膜的耐砂土磨损性显著提高的倾向。
25.在上述式中,优选x≥y。即,在硬质覆膜的除氮以外的成分组成中,通过使a1的原
子比大于cr的原子比,具有硬质覆膜的耐砂土磨损性提高的倾向。例如,上述式中,优选x≥0.4,更优选x≥0.5,进一步优选x≥0.55,更进一步优选x≥0.65。作为具体数值,例如优选x=0.5,更优选x=0.55,进一步优选x=0.65,更进一步优选x=0.7。x的上限、即al的原子比的上限没有限定,例如为x≤0.9或x≤0.85。
26.因此,本实施方式涉及的硬质覆膜的成分组成可列举例如(al
0.5
cr
0.5
)n、(al
0.6
cr
0.4
)n、(al
0.65
cr
0.35
)n、(al
0.7
cr
0.3
)n、(al
0.75
cr
0.25
)n、(al
0.8
cr
0.2
)n、(al
0.65
cr
0.1
ti
0.25
)n、(al
0.70
cr
0.27
ti
0.03
)n、(al
0.55
cr
0.2
ti
0.2
si
0.05
)n、或(al
0.55
cr
0.2
ti
0.2
si
0.0
3y
0.02
)n等。
27.本实施方式涉及的硬质覆膜的厚度为6μm以上。在硬质覆膜的成分组成是将al以及cr作为主成分而含有的氮化物的情况下,通过使其厚度成为6μm以上,特别是6.7μm以上,能够显著提高硬质覆膜的耐砂土磨损性。特别是,在硬质覆膜的厚度小于6μm的情况下,该硬质覆膜不能作为以耐砂土磨损性为目的的覆膜而发挥功能。具体而言,如果受到砂土磨损,则在很短的时间内大部分覆膜被刮掉。
28.硬质覆膜的厚度优选为6.7μm以上,更优选为7μm以上,进一步优选为10μm以上,或者特别优选为20μm以上。硬质覆膜的厚度的上限没有特别限定,从成本方面的负担等观点出发,例如为100μm以下即可。或者,将硬质覆膜的厚度调整为适合于例如树脂捏合机零部件(转子、壳体等)、橡胶捏合机零部件(转子、壳体等)、潜水泵零部件以及砂泵零部件(叶轮、叶片、壳体等)、水轮机零部件(转轮、水斗、套筒(liner)、导叶、喷针、喷嘴等)以及液压挖掘机等工程机械零部件(铲斗、行走体零部件等)等那样形成有本实施方式的硬质覆膜的部件的种类、使用环境以及使用期间等即可。
29.在本说明书中,硬质覆膜的厚度如后述的实施例同样,采用使用涂层测厚仪(calotester)或扫描型电子显微镜并通过覆膜截面测定而测得的实际值。
30.本实施方式涉及的硬质覆膜优选为通过电弧离子镀(aip:arc ion plating)法或溅射法等物理气相沉积(pvd:physical vapor deposition)法形成的覆膜。通过利用这些物理气相沉积法形成覆膜,能够有效且高精度地形成具有所需的成分组成且具有所需厚度的硬质覆膜。关于本实施方式涉及的硬质覆膜的形成方法的一例,将在后述详述。
31.就本实施方式涉及的硬质覆膜而言,使用astm g65标准的砂土磨损试验机,以与后述的实施例相同的条件且相同的方法测定的硬质覆膜覆盖试验片的30分钟的砂土磨损质量减少量(以下,也仅称为“30分钟的砂土磨损质量减少量”)优选为0.05g以下。30分钟的砂土磨损质量减少量更优选为0.03g以下,进一步优选为0.01g以下,更进一步优选为0.0074g以下,特别优选为0.0047g以下,或者特别优选为0.0036g以下。30分钟的砂土磨损质量减少量的下限没有特别限定,例如是0g以上。这意味着30分钟的砂土磨损质量减少量越少,硬质覆膜的耐砂土磨损性越优异。
32.或者,就本实施方式涉及的硬质覆膜而言,使用astm g65标准的砂土磨损试验机,根据以与后述的实施例相同的条件且相同的方法测定的硬质覆膜覆盖试验片的10分钟到30分钟的质量减少量计算出的砂土磨损质量减少速度(以下,也仅称为“砂土磨损质量减少速度”)优选为0.0015g/分钟以下。砂土磨损质量减少速度更优选为0.001g/分钟以下,进一步优选为0.0002g/分钟以下,更进一步优选为0.0001g/分钟以下,或者特别优选为0.00005g/分钟以下。砂土磨损质量减少速度的下限没有特别限定,例如是0g/分钟以上。这
意味着砂土磨损质量减少速度越慢,硬质覆膜的耐砂土磨损性越优异。
33.根据后述的实施例可知,30分钟的砂土磨损质量减少量为0.05g以下或砂土磨损质量减少速度为0.0015g/分钟以下的硬质覆膜的特性是即使利用镀铬、碳化钨系的超硬材料的热喷涂等方法也无法实现的特性。此外,所述的硬质覆膜的特性是,硬质覆膜的除氮以外的成分组成不满足本实施方式的条件的情况下,或者硬质覆膜的成分组成满足本实施方式的条件但覆膜的厚度不足6μm的情况下也不能实现的特性。即,本实施方式涉及的硬质覆膜通过选择将al和cr作为主成分而含有的氮化物作为该硬质覆膜的成分组成,且覆膜的厚度为6μm以上,优选为6.7μm以上,从而表现出由以往技术无法预测的程度的优异的耐砂土磨损性。
34.《耐砂土磨损性硬质覆膜覆盖部件》
35.参照图1说明本实施方式涉及的耐砂土磨损性硬质覆膜覆盖部件。图1中的各附图标记表示耐砂土磨损性硬质覆膜覆盖部件1、基材10、表面11以及硬质覆膜20。
36.如图1所示,本实施方式涉及的耐砂土磨损性硬质覆膜覆盖部件1包含基材10和形成在该基材10的表面11上的所述实施方式涉及的硬质覆膜20。硬质覆膜20形成在受到液体或固体中所含的砂土成分的磨损的基材10的至少一部分的表面11上即可。
37.在本说明书中,“液体或固体中所含的砂土成分”(或者,以下,也仅称为“砂土成分”)是指浆液、水溶液、悬浮液、油、水、熔融状态的树脂、熔融状态的橡胶等流体中、固液混合体中、或者土壤等固体中包含的二氧化硅、碳、石灰、煤、或者含有si、c、ca、al、fe、mg、k或na等元素的硬质物质。
38.作为耐砂土磨损性硬质覆膜覆盖部件1,只要是需要耐砂土磨损性的部件,则没有特别限定。可列举例如树脂捏合机零部件(转子、壳体等)、橡胶捏合机零部件(转子、壳体等)、潜水泵零部件以及砂泵零部件(叶轮、叶片、壳体等)、水轮机零部件(转轮、水斗、套筒、导叶、喷针、喷嘴等)以及液压挖掘机等工程机械零部件(铲斗、行走体零部件等)等。
39.基材10是所述的耐砂土磨损性硬质覆膜覆盖部件1的主要的构成部分。因此,基材10的材质也并不特别限定。可列举例如铬钼钢(例如scm440)、机械结构用碳素钢(例如s25c)、普通结构用轧钢(例如ss400)、高速工具钢(例如skh51)、合金工具钢(例如skd51)、不锈钢(例如sus304)等铁系材料;ti合金、铝合金等非铁金属材料等。
40.下面,说明本发明的实施方式涉及的耐砂土磨损性硬质覆膜覆盖部件的制造方法的一例。该例子的制造方法是通过电弧离子镀法在基材10的表面11上形成硬质覆膜20来制造耐砂土磨损性硬质覆膜覆盖部件1的方法。首先,参照图2说明在该方法中用于形成硬质覆膜20的成膜装置2的结构。在图2中,各附图标记表示成膜装置2、腔室31、气体排出口31a、气体供给口31b、电弧电源32、工作台34、偏置电源35、气体导入路径36、放电电源37、丝加热电源38、氮气供给源39a以及氩气供给源39b。如图2所示,成膜装置2主要具有腔室31、电弧电源32、工作台34、偏置电源35、加热器(未图示)、放电电源37、丝加热电源38。
41.在腔室31的内部形成有用于进行硬质覆膜20的成膜的空间。此外,在腔室31的壁部分别设有用于对该腔室31内部进行真空排气的气体排出口31a和用于向该腔室31内供给成膜用气体(氮气等)和氩气的气体供给口31b。如图2所示,在腔室31的外部分别配置有氮气供给源39a和氩气供给源39b。这些通过气体导入路径36连接于气体供给口31b。此外,电弧电源32的正偏压侧连接于腔室31。
42.工作台34被配置在腔室31内的中央,且能够旋转。工作台34具有用于支撑作为成膜对象的基材10的支撑面。偏置电源35的负侧连接于工作台34,在成膜过程中,通过工作台34向基材10施加负的偏置电压。此外,偏置电源35的正侧连接于腔室31。
43.下面,说明本实施方式涉及的耐砂土磨损性硬质覆膜覆盖部件1的制造方法的步骤。在该方法中,首先,进行将基材10设置在成膜装置2的工作台34上的工序(基材设置工序)。在基材设置工序中,首先,使用乙醇等清洗液清洗基材10。接着,将清洗后的基材10导入腔室31内,并设置在工作台34上。
44.其次,进行将靶材设置在成膜装置2内(腔室31内)的工序(靶材设置工序)。在靶材设置工序中,准备具有硬质覆膜20的除氮以外的元素成分的靶材,并为了使该靶材作为阴极发挥作用而将该靶材安装在连接于电弧电源32的负偏压侧的蒸发源。
45.靶材是将al以及cr作为主成分而含有的靶材,具体而言是alcr靶材、alcrti靶材或alcrtisi靶材等。该靶材中的各元素的含有比率根据所要形成的硬质覆膜20中的各元素的原子比进行调整。
46.其次,进行对基材10进行蚀刻的工序(基材蚀刻工序)。在基板蚀刻工序中,首先,从气体排出口31a排出腔室31内的气体,将该腔室31内减压至规定的压力而使其成为真空状态。其次,使用加热器进行加热,直到基材10达到规定的温度。接着,ar气体从气体供给口31b被导入到腔室31内,利用通过丝加热电源38以及放电电源37的运转而发生的ar等离子体,基材10的表面11(被成膜面)通过ar离子被进行规定时间的蚀刻。据此,形成在基材10的表面11的氧化覆膜等被去除。该基材蚀刻工序并不是本实施方式涉及的耐砂土磨损性硬质覆膜覆盖部件1的制造方法的必要工序,也可以省略。
47.其后,进行在基材10的表面11形成硬质覆膜20的工序(成膜工序)。在成膜工序中,首先,通过从气体供给口31b将氮气导入腔室31内,该腔室31内被调整为规定的成膜压力。接着,通过在腔室31内成为包含氮气的气氛的状态下流通规定的电弧电流,使靶材蒸发。据此,蒸发而离子化的靶材的蒸镀离子与腔室31内的氮发生反应并堆积于基材10的表面11上。其结果,在基材10上形成具有例如(al
0.5
cr
0.5
)n、(al
0.7
cr
0.3
)n、(al
0.65
cr
0.1
ti
0.25
)n或(al
0.55
cr
0.2
ti
0.2
si
0.05
)n等成分组成的硬质覆膜20。在该成膜工序中,一边从工作台34向基材10施加负的偏置电压(直流电压)一边形成硬质覆膜20。在形成硬质覆膜20时,通过调整电弧电流的供给时间以及电压施加时间,能够使硬质覆膜20的厚度成为6μm以上。
48.形成硬质覆膜20的方法并不限定于所述的电弧离子镀法,例如也可以是溅射法。在通过溅射法形成硬质覆膜20的情况下,将所述的靶材连接于溅射电源(未图示)即可。并且,通过将腔室31内调整为溅射用的规定的成膜压力,并导入规定的电力使靶材蒸发,从而与上述的电弧离子镀同样,能够形成硬质覆膜20。
49.如上所述,通过在基材的表面形成本实施方式涉及的硬质覆膜,能够显著抑制因砂土磨损导致的基材表面的损伤等。特别是,根据本实施方式涉及的硬质覆膜,只要具有6μm以上、优选为6.7μm以上的厚度,则与以往技术中以耐砂土磨损为目的而实施的覆膜相比,发挥显著优异的耐砂土磨损性。因此,本实施方式涉及的硬质覆膜在适用于例如树脂捏合机零部件(转子、壳体等)、橡胶捏合机零部件(转子、壳体等)、潜水泵零部件以及砂泵零部件(叶轮、叶片、壳体等)、水轮机零部件(转轮、水斗、套筒、导叶、喷针、喷嘴等)以及液压挖掘机等工程机械零部件(铲斗、行走体零部件等)等尺寸比较大且需要耐砂土磨损性的区域
范围广的部件的情况下,由于能够减少成膜时间以及成本方面的负担等,因此有益。
50.以上,说明了本发明的概要,总结本实施方式的硬质覆膜则如下所述。
51.本发明一个方面涉及的硬质覆膜包括氮化物,所述氮化物将al和cr作为主成分而含有,所述硬质覆膜的厚度为6μm以上。
52.根据具有该构成的硬质覆膜,具有优异的耐砂土磨损性。
53.所述的硬质覆膜优选:所述硬质覆膜使用依据astm g65标准的砂土磨损试验机,并且以如下条件测定的该硬质覆膜覆盖试验片的30分钟的砂土磨损质量减少量为0.05g以下,
54.所述硬质覆膜覆盖试验片的基材尺寸:25mm
×
75mm
×
8mm(厚度)的平板形状,
55.圆盘尺寸:高度12.7mm
×
φ220mm,
56.试验力:127.5n(13kgf),
57.试验砂:6号硅砂、流量350g/分钟,
58.转轮旋转数:200rpm,
59.试验时间:30分钟。
60.所述的硬质覆膜更优选为通过物理气相沉积法形成的覆膜。
61.本发明另一个方面涉及的耐砂土磨损性硬质覆膜覆盖部件包括基材和所述一个方面涉及的任一硬质覆膜,其中,所述硬质覆膜形成在将被磨损的所述基材的至少一部分的表面上,所述磨损因包含于液体或固体中的砂土成分而造成。
62.根据具有该构成的耐砂土磨损性硬质覆膜覆盖部件,在形成有硬质覆膜的部分发挥优异的耐砂土磨损性,因此,能够抑制部件因液体或固体中的砂土成分而受到磨粒磨损。
63.所述的耐砂土磨损性硬质覆膜覆盖部件优选从树脂捏合机零部件(转子、壳体等)、橡胶捏合机零部件(转子、壳体等)、潜水泵零部件以及砂泵零部件(叶轮、叶片、壳体等)、水轮机零部件(转轮、水斗、套筒、导叶、喷针、喷嘴等)以及液压挖掘机等工程机械零部件(铲斗、行走体零部件等)中选择。
64.实施例
65.以下,通过实施例对本发明进行更具体的说明,但本发明并受实施例的任何限定。
66.在实施例中,模仿实际的硬质覆膜覆盖部件制造,制作硬质覆膜覆盖试验片,并评价了该硬质覆膜覆盖试验片的耐砂土磨损性。
67.《形成硬质覆膜》
68.使用具备图2所示的结构的成膜装置(株式会社神户制钢所制造,aipss002以及aipocket),通过在上述的实施方式中说明的电弧离子镀法在基材上形成了后述的表1所示的试验片no.1~no.11的各硬质覆膜。
69.作为基材,使用了加工成25mm
×
75mm
×
8mm(厚度)的平板形状的铬钼钢片(scm440,抛光加工)。
70.作为靶材,使用了具有与试验片no.1~no.11的各硬质覆膜的除氮以外的成分组成相同的原子比的alcr靶材(靶材直径100mmφ)、alcrti靶材(靶材直径100mmφ)、aicrtisi靶材(靶材直径100mmφ)、cr靶材(靶材直径100mmφ),或alti靶材(靶材直径100mmφ)。
71.将基材(scm440)导入到成膜装置的腔室内并设置在工作台上,并将与各试验片
no.1~no.11相对应的靶材安装在连接于电弧电源的负偏压侧的蒸发源。接着,将氮气导入到腔室内,将该腔室内的压力设为4pa。此外,让加热器工作,使腔室内的温度达到约400℃。其后,通过流通150a的电弧电流使靶材蒸发,在基材(scm440)的表面上形成了具有与各试验片no.1~no.11相对应的成分组成的硬质覆膜。在成膜过程中,从工作台施加到基材(scm440)的偏置电压(直流电压)根据膜种类设为-30v~
·
65v。与各试验片no.1~no.11相对应的硬质覆膜的厚度通过成膜时间进行调整,成膜后,利用涂层测厚仪(极微特科股份有限公司(nanotec corporation)制造,auto crater)或扫描型电子显微镜(日本电子株式会社制造,jsm6010)通过覆膜剖面测定而测定了实际值。具体而言,在覆膜的厚度不足10μm的情况下使用涂层测厚仪,在覆膜的厚度为10μm以上的情况下使用了电子显微镜。通过该方法,制作了以scm440作为基材的试验片no.1~no.11的硬质覆膜覆盖试验片。
72.试验片no.12是在基材(scm440)上没有形成硬质覆膜的试验片。试验片no.13~no.15均是将碳素钢亦即s25c用作基材,并在基材(s25c)上实施了镀铬的硬质覆膜覆盖试验片。具体而言,试验片no.13~no.15分别是作为覆膜实施了西森镀金工业株式会社制镀铬、特殊技研株式会社制镀铬或株式会社姬路镀金工业所制镀铬的硬质覆膜覆盖试验片。试验片no.16是在基材(s25c)上形成了碳化钨(wc)热喷涂覆膜(使用东华隆株式会社制造的热喷镀材料)的硬质覆膜覆盖试验片。这些基材(scm440或s25c)的尺寸和形状均与所述的试验片no.1~no.11的基材(scm440)相同。试验片no.13~no.16的硬质覆膜的厚度均为300μm。
73.《耐砂土磨损性评价》
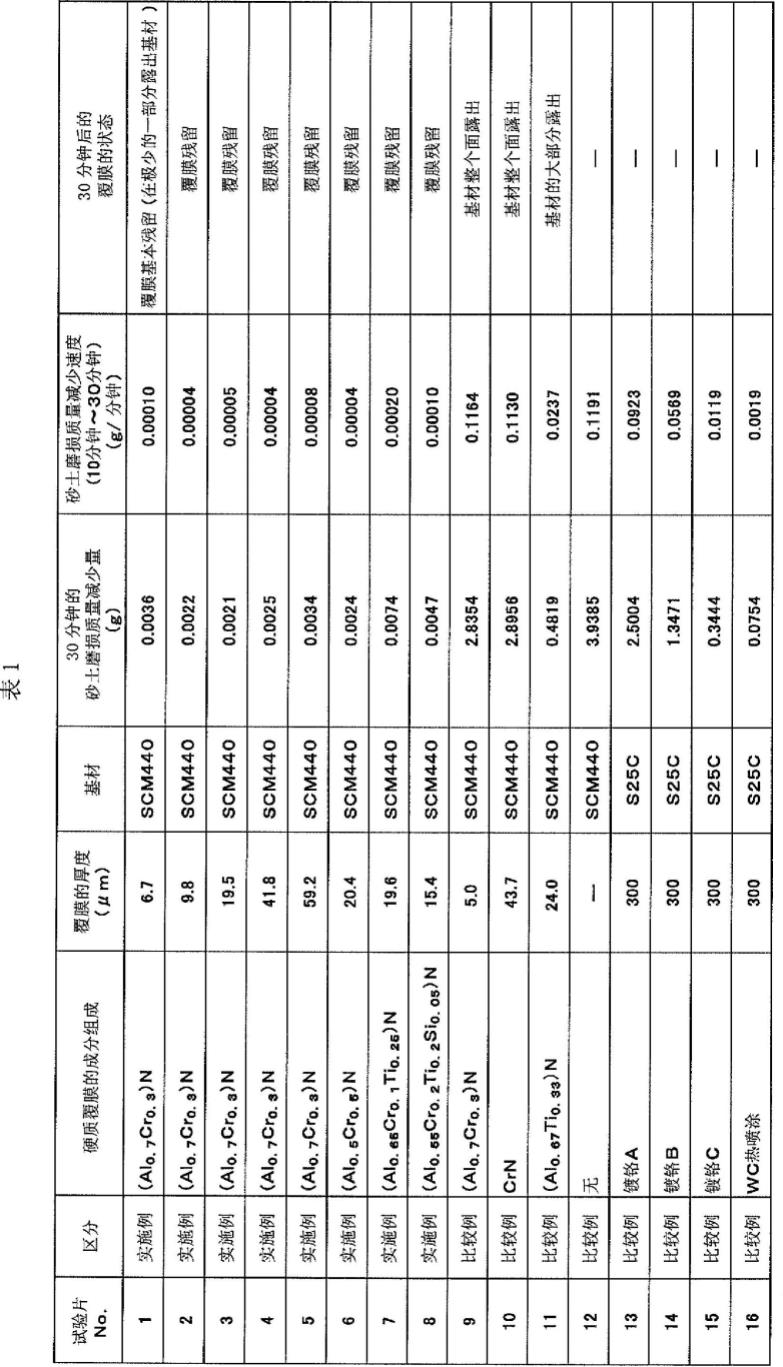
74.针对所制作的各硬质覆膜覆盖试验片,使用依据astm g65标准的砂土磨损试验机(株式会社神户制钢所制造的“磨粒磨损试验机”),测定了以如下条件实施的硬质覆膜覆盖试验片的30分钟的砂土磨损质量减少量(g)。而且,根据10分钟至30分钟的质量减少量计算出了砂土磨损质量减少速度(g/分钟)。如果砂土磨损质量减少量更少或砂土磨损质量减少速度更慢,硬质覆膜覆盖试验片的耐砂土磨损性就更优异。测定以及计算结果与各试验片的硬质覆膜的成分组成、测定出的覆膜的厚度和基材的种类、以及30分钟后的各硬质覆膜覆盖试验片的覆膜的状态一起汇总示于下述表1。
75.测定条件
76.硬质覆膜覆盖试验片的基材尺寸:25mm
×
75mm
×
8mm(厚度)的平板形状
77.圆盘尺寸:高度12.7mm
×
φ220mm
78.试验力:127.5n(13kgf)
79.试验砂:6号硅砂、流量350g/分钟
80.转轮旋转数:200rpm
81.试验时间:30分钟
[0082][0083]
《考察》
[0084]
如上述表1所示,硬质覆膜的成分组成以及覆膜厚度满足本实施方式的条件的试
验片no.1~no.8的30分钟的砂土磨损质量减少量为一点点,砂土磨损质量减少速度也慢,耐砂土磨损性优良。特别是,包含氮化物(只包含al和cr)的成分组成的试验片no.1~no.6的硬质覆膜与试验片no.7以及no.8的还包含其它元素的成分组成的硬质覆膜相比,具有耐砂土磨损性更优异的倾向。
[0085]
相对于此,硬质覆膜的成分组成满足本实施方式的条件,但覆膜的厚度为5.0μm的试验片no.9与覆膜的厚度为6.7μm的试验片no.1相比,30分钟的砂土磨损质量减少量极端增加,砂土磨损质量减少速度也极端快。即,耐砂土磨损性极端差。而且,就试验片no.9的30分钟后的覆膜的状态而言,基材的整个面露出了。
[0086]
试验片no.10的硬质覆膜的成分组成是cr的氮化物,试验片no.11的硬质覆膜的成分组成为al
0.67
ti
0.3a
的氮化物,因此,这些试验片的硬质覆膜的成分组成不满足本实施方式的条件。因此,试验片no.10与实施例的试验片相比,砂土磨损质量减少量极端增加,且砂土磨损质量减少速度也极端快,耐砂土磨损性极端差。而且,就试验片no.10的30分钟后的覆膜的状态而言,基材的整个面露出了。试验片no.11虽然没有达到试验片no.10的程度,但就30分钟后的覆膜的状态而言,基材的大部分露出,与实施例的试验片相比,耐砂土磨损性差。另一方面,从硬度的观点来看,试验片no.11的al
0.67
ti
0.33
的氮化物与例如al
0.7
cr
0.a
的氮化物相比,没有太大差异。因此可推测:根据本实施方式的硬质覆膜,不仅是硬度要素,而且以a1和cr的组合为主成分的要素也良好地影响耐砂土磨损性的功能。
[0087]
试验片no.12上没有形成硬质覆膜,所以测得的砂土磨损质量减少量和砂土磨损质量减少速度是基材(scm440)的磨损质量减少量和磨损质量减少速度。
[0088]
试验片no.13~no.16是通过现在作为提高耐砂土磨损性的技术而广泛被利用的镀覆或热喷涂技术制作的硬质覆膜覆盖试验片。虽然基材的种类不同于试验片no.1~no.11,但是根据在上述的条件下的耐砂土磨损性的评价方法,认为:就其砂土磨损质量减少量和砂土磨损质量减少速度的数值的比较而言,该基材的不同可以基本上不用考虑。这些试验片均与实施例的试验片相比,覆膜的厚度极端大,但是砂土磨损质量减少量极端多,砂土磨损质量减少速度也极端快,耐砂土磨损性极端差。
[0089]
该申请以2020年4月6日提交的日本专利申请特愿2020-068591为基础,其内容包含在本技术中。
[0090]
为了表述本发明,在上文中参照具体例等并通过实施方式以及实施例适当且充分地说明了本发明,但是应该认识到只要是本领域技术人员就能够容易地对上述的实施方式以及实施例进行变更和/或改良。因此,本领域技术人员实施的变形实施方式或改良实施方式,只要是没有脱离权利要求书中记载的权利要求的保护范围的水平,该变形实施方式或该改良实施方式可解释为被包含在该权利要求的保护范围内。
[0091]
产业上的可利用性
[0092]
根据本发明,在有关耐砂土磨损性的硬质覆膜的技术领域中,由于能够提高树脂捏合用转子等流体捏合部件以及泵等液压部件等各种部件的耐砂土磨损性,因此具有广泛的产业上的可利用性。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。