1.本发明涉及不锈钢加工设备技术领域,具体是涉及一种不锈钢无缝弯头高频加热推制成型设备;还涉及一种不锈钢无缝弯头高频加热推制成型工艺。
背景技术:
2.现在很多领域所用到的不锈钢都需要加工无缝弯头,所以便需要不锈钢无缝弯头加工用冷推自动成型机来完成这一步工艺;但是现有的中小口径薄壁不锈钢弯头在生产时均采用与弯头相同直径的钢管作为原材料,不仅原材料用量大,而且要求的胎膜具生产成本高,如果采用热压成型,最终成型的不锈钢弯头外观质量较差、后期整形工作量较大;以上两种成型工艺不仅生产效率均较低且生产成本高;为此,我们提出一种不锈钢无缝弯头高频加热推制成型工艺及其设备来解决上述技术问题。
技术实现要素:
3.针对上述问题,提供一种不锈钢无缝弯头高频加热推制成型工艺及其设备,通过采用口径低的不锈钢钢管,并对不锈钢钢管进行加热采用热推的方式,从而解决了现有技术中不锈钢弯头原材料用量大、胎膜具生产成本高的问题。
4.为解决现有技术问题,本发明采用的技术方案为:一种不锈钢无缝弯头高频加热推制成型设备,包括弯头成型装置、推压装置、弯头退模装置、高频加热装置和冷却装置;推压装置竖直设置于弯头成型装置一侧用以将不锈钢管朝向弯头成型装置内挤压推进;弯头退模装置竖直设置弯头成型装置一侧用以对成型的不锈钢弯头进行退模;高频加热装置相对弯头退模装置设置于弯头成型装置另一侧用以对待成型前的不锈钢管进行高频加热;冷却装置竖直设置于弯头退模装置一侧;高频加热装置还包括管件送料单元、高频加热器和送料单元;管件送料单元、高频加热器和送料单元依次并排设置于弯头成型装置一侧,用以依次实现对不锈钢管的传输、加热以及加热后朝向弯头成型装置成型模腔内部传导的工作。
5.一种不锈钢无缝弯头高频加热推制成型工艺,具体操作步骤如下:s1:不锈钢管原材料按成品弯头规格1.3-1.5/1的比例选小口径钢管;s2:将不锈钢管料坯首先通过高频加热装置进行加热至1050℃度后,放置于弯头成型装置的成型模腔内;s3:驱动推压装置工作对不锈钢管朝向弯头成型装置内部推压直至不锈钢弯头成型,推制速度:170mm~190mm/min;
s4:成型后的弯头通过冷却装置进行水冷冷却,水冷后进行固溶热处理;s5:最后通过弯头退模装置退模。
6.优选的,弯头成型装置包括第一支撑架、上模、下模、上成型模腔、下成型模腔、卡钳槽、引导模块和弯头成型机构;上模和下模相对设置并均通过第一支撑架固定安装;上模和下模合模面还分别开设有用以实现不锈钢弯头成型的上成型模腔和下成型模腔,闭合后的上成型模腔和下成型模腔拼合呈供不锈钢管传导的通道以及弯头成型的成型腔;下模上所开设的下成型模腔的不锈钢管传导通道处还开设有一个卡钳槽;引导模块卡装设置于卡嵌操内用以对小于成品弯头的不锈钢管料坯进行引导传输的同时始终保持与下成型模腔同轴;弯头成型机构竖直设置于下模的一侧,弯头成型机构的成型端可翻转的设置于下成型模腔内或翻转远离下成型模腔设置。
7.优选的,弯头成型机构包括旋转驱动器、固定座、旋转夹持架和弯头成型模具;旋转驱动器固定安装于固定左上;旋转夹持架套设固定安装于旋转驱动器的输出端;弯头成型模具可拆卸的固定安装于旋转夹持架端部。
8.优选的,驱动推压装置包括滑轨、第一滑块、推压柱和液压推行器;第一滑块滑动设置于滑轨上;推压柱垂直设置于第一滑块靠近弯头成型装置的一侧,推压柱和下成型模腔同轴设置;液压推行器同轴设置于第一滑块背侧用以推送第一滑块在滑轨上往复滑动。
9.优选的,管件送料单元包括直线往复驱动器、滑座、承载杆和限位环;滑座竖直滑动设置于直线往复驱动器上通过直线往复驱动器驱动实现往复滑动工作;承载杆垂直设置于滑座一侧,所述承载杆的上还等距密布开设有防滑齿;限位环同轴滑动套设安装于承载杆外。
10.优选的,送料单元包括第一固定基座、滑台、导料板、第一电动推杆、连接架和挡料单元;滑台倾斜设置于第一固定基座顶部;导料板滑动设置于第一固定基座上;第一电动推杆固定设置于导料板底部;连接架用于将导料板的驱动端和第一电动推杆的输出端之间固定连接;挡料单元固定安装于导料板靠近高频加热器的一侧。
11.优选的,导料板包括围板和缺口;围板设置有三组,三组围板呈u字形垂直围合设置于导料板上,靠近挡料单元一侧的围板上还开设有供不锈钢管进入的缺口。
12.优选的,挡料单元包括第二电动推杆和挡板;第二电动推杆通过安装架固定安装于滑台的一侧,第二电动推杆的输出端竖直向
上设置;挡板固定安装于第二电动推杆的输出端。
13.优选的,冷却装置包括第二固定基座、水箱和喷头;水箱固定安装于第二固定基座上;喷头设置有多组,多组喷头相对倾斜设置于水箱顶部两侧,喷头的喷射方向倾斜朝向水箱中部设置。
14.本技术相比较于现有技术的有益效果是:1.本技术通过管件送料组件、高频加热器和送料单元的配合依次实现了如何对不锈钢管件进行送料、快速加热以及引导传输的工作,从而实现对不锈钢管进行加热推制成型工艺对不锈钢弯头进行生产,大幅度减少了对原材料的投入,降低了生产成本的同时使得生产出的不锈钢弯头更加美观。
15.2.本技术通过对推制成型后的不锈钢弯头进行水冷降温可以将最终生产出的不锈钢弯头性能保持到最佳。
附图说明
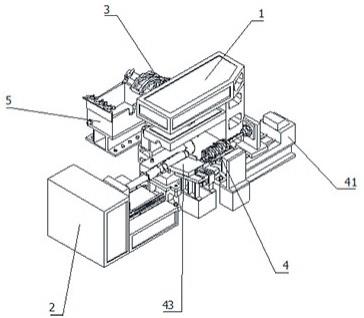
16.图1是一种不锈钢无缝弯头高频加热推制成型设备的立体图一;图2是一种不锈钢无缝弯头高频加热推制成型设备的立体图二;图3是一种不锈钢无缝弯头高频加热推制成型设备的主视图;图4是一种不锈钢无缝弯头高频加热推制成型设备中去除高频加热装置和冷却装置的部分结构立体图;图5是一种不锈钢无缝弯头高频加热推制成型设备中去除冷却装置的部分结构立体图;图6是一种不锈钢无缝弯头高频加热推制成型设备中送料单元立体图;图7是一种不锈钢无缝弯头高频加热推制成型设备中弯头退模装置和冷却装置立体图;图8是一种不锈钢无缝弯头高频加热推制成型设备中弯头成型装置部分结构立体图一;图9是一种不锈钢无缝弯头高频加热推制成型设备的弯头成型装置部分结构立体图二;图10是一种不锈钢无缝弯头高频加热推制成型设备的管件送料单元立体图。
17.图中标号为:1-弯头成型装置;11-第一支撑架;12-上模;13-下模;14-上成型模腔;15-下成型模腔;151-卡钳槽;16-引导模块;17-弯头成型机构;171-旋转驱动器;172-固定座;173-转动夹持架;174-弯头成型模具;2-推压装置;21-滑轨;22-第一滑块;23-推压柱;24-液压推行器;3-弯头退模装置;4-高频加热装置;41-管件送料单元;411-直线往复驱动器;412-滑座;413-承载杆;4131-防滑齿;414-限位环;42-高频加热器;43-送料单元;431-第一固定基座;432-滑台;433-导料板;4331-围板;4332-缺口;434-第一电动推杆;435-连接架;436-挡料单元;
4361-第二电动推杆;4362-挡板;5-冷却装置;51-第二固定基座;52-水箱;53-喷头。
具体实施方式
18.为能进一步了解本发明的特征、技术手段以及所达到的具体目的、功能,下面结合附图与具体实施方式对本发明作进一步详细描述。
19.参见图1至图10所示的:一种不锈钢无缝弯头高频加热推制成型设备,包括弯头成型装置1、推压装置2、弯头退模装置3、高频加热装置4和冷却装置5;推压装置2竖直设置于弯头成型装置1一侧用以将不锈钢管朝向弯头成型装置1内挤压推进;弯头退模装置3竖直设置弯头成型装置1一侧用以对成型的不锈钢弯头进行退模;高频加热装置4相对弯头退模装置3设置于弯头成型装置1另一侧用以对待成型前的不锈钢管进行高频加热;冷却装置5竖直设置于弯头退模装置3一侧;高频加热装置4还包括管件送料单元41、高频加热器42和送料单元43;管件送料单元41、高频加热器42和送料单元43依次并排设置于弯头成型装置1一侧,用以依次实现对不锈钢管的传输、加热以及加热后朝向弯头成型装置1成型模腔内部传导的工作。
20.工作状态下当需要对不锈钢管进行加工时,工作人员首先拿取不锈钢管,并将不锈钢管套设在管件送料单元41送料端通过管件送料单元41将不锈钢管件同轴送入至高频加热器42内,所述高频加热器42为现有技术,此处不做赘述,不锈钢管通过高频加热器42加热至预设温度后,在通过管件送料单元41继续传输,直至将不锈钢管送入至送料单元43内并通过送料单元43将加热后的不锈钢管送入至弯头成型装置1的成型模腔内,并配合推压装置2对不锈钢管推压辅助不锈钢管成型,成型后的不锈钢弯头最后通过冷却装置5冷却完毕后经过弯头退模装置3退模,至此完成对不锈钢管的整个生产工作;所述弯头退模装置3为现有技术,此处不做赘述。
21.参见图3、图4、图8和图9所示的:弯头成型装置1包括第一支撑架11、上模12、下模13、上成型模腔14、下成型模腔15、卡钳槽151、引导模块16和弯头成型机构17;上模12和下模13相对设置并均通过第一支撑架11固定安装;上模12和下模13合模面还分别开设有用以实现不锈钢弯头成型的上成型模腔14和下成型模腔15,闭合后的上成型模腔14和下成型模腔15拼合呈供不锈钢管传导的通道以及弯头成型的成型腔;下模13上所开设的下成型模腔15的不锈钢管传导通道处还开设有一个卡钳槽151;引导模块16卡装设置于卡嵌操内用以对小于成品弯头的不锈钢管料坯进行引导传输的同时始终保持与下成型模腔15同轴;弯头成型机构17竖直设置于下模13的一侧,弯头成型机构17的成型端可翻转的设
置于下成型模腔15内或翻转远离下成型模腔15设置。
22.工作状态下,弯头成型机构17成型端翻转移动至弯头成型腔内,当加热后的不锈钢管通过送料单元43传输至下成型模腔15的水平传输通道内后,上模12竖直下降压合至下模13上与下模13拼合,这时驱动推压装置2工作将位于下成型模腔15内的不锈钢管朝向弯头成型腔腔方向推送,直至不锈钢管在推压装置2的压力下挤压套设至弯头成型机构17成型端,从而完成对不锈钢弯头的制成工作。
23.参见图8所示的:弯头成型机构17包括旋转驱动器171、固定座172、旋转夹持架173和弯头成型模具174;旋转驱动器171固定安装于固定左上;旋转夹持架173套设固定安装于旋转驱动器171的输出端;弯头成型模具174可拆卸的固定安装于旋转夹持架173端部。
24.工作状态下,所述弯头成型模具174用以配合推压装置2将加热后的不锈钢管推压套设至弯头成型模具174外,从而促使不锈钢弯头成型;旋转驱动器171用以驱动转动夹持架173进行不同角度的直角转动,从而驱动弯头成型模具174分别移动至下成型模腔15、弯头退模装置3退模端和冷却装置5内,进而实现对不锈钢弯头的相应操作。
25.参见图4所示的:驱动推压装置2包括滑轨21、第一滑块22、推压柱23和液压推行器24;第一滑块22滑动设置于滑轨21上;推压柱23垂直设置于第一滑块22靠近弯头成型装置1的一侧,推压柱23和下成型模腔15同轴设置;液压推行器24同轴设置于第一滑块22背侧用以推送第一滑块22在滑轨21上往复滑动。
26.工作状态下,所述推压柱23和闭合后的上成型模腔14和下成型模腔15之间间歇配合设置,当加热后的不锈钢管放置于下成型模腔15内后,液压推行器24工作驱动第一滑块22在滑轨21上滑动,第一滑块22移动的同时同步驱动推压柱23朝向弯头成型腔方向推送。
27.参见图10所示的:管件送料单元41包括直线往复驱动器411、滑座412、承载杆413和限位环414;滑座412竖直滑动设置于直线往复驱动器411上通过直线往复驱动器411驱动实现往复滑动工作;承载杆413垂直设置于滑座412一侧,所述承载杆413的上还等距密布开设有防滑齿4131;限位环414同轴滑动套设安装于承载杆413外。
28.工作状态下,当需要对不锈钢管进行加热时,首先将不锈钢管套设安装于承载杆413外,并使其不锈钢管的管端抵触限位环414设置,随后驱动直线往复驱动器411工作对滑座412进行推动,使其滑座412带动承载杆413水平朝向高频加热器42方向移动,直至不锈钢管进入至高频加热器42内后停止,通过高频加热器42对其进行加热,待不锈钢管加热完毕后直线往复驱动器411继续对滑座412进行推动直至承载杆413带动加热后的不锈钢管移动至送料单元43内,自此完成对不锈钢管的上料、加热及送料传导工作,所述承载杆413和限
位环414材质均为铜制。
29.参见图5和图6所示的:送料单元43包括第一固定基座431、滑台432、导料板433、第一电动推杆434、连接架435和挡料单元436;滑台432倾斜设置于第一固定基座431顶部;导料板433滑动设置于第一固定基座431上;第一电动推杆434固定设置于导料板433底部;连接架435用于将导料板433的驱动端和第一电动推杆434的输出端之间固定连接;挡料单元436固定安装于导料板433靠近高频加热器42的一侧。
30.工作状态下,当加热后的不锈钢管在管件送料单元41的传导下被传送至导料板433内后,挡料单元436输出端延伸朝向承载杆413方向靠近,此时承载杆413在直线往复驱动器411的驱动下回缩,而套设在承载杆413外的不锈钢管则会在挡料单元436的阻挡下被拨离掉落至导料板433内;工作状态下的导料板433会在第一电动推杆434的驱动下正对下成型模腔15,当加热后的不锈钢管在导料板433的引导传输下进入至下成型模腔15内后导料板433会在第一电动推杆434的二次驱动下远离下模13,避免影响上模12和下模13之间合模。
31.参见图6所示的:导料板433包括围板4331和缺口4332;围板4331设置有三组,三组围板4331呈u字形垂直围合设置于导料板433上,靠近挡料单元436一侧的围板4331上还开设有供不锈钢管进入的缺口4332。
32.所述围板4331围合设置于导料板433远离弯头成型装置1的一端,当不锈钢管从缺口4332处被传导至导料板433上后不锈钢管会在导料板433长边方向两侧围板4331的引导下被缓慢传导至下成型模腔15内。
33.参见图6所示的:挡料单元436包括第二电动推杆4361和挡板4362;第二电动推杆4361通过安装架固定安装于滑台432的一侧,第二电动推杆4361的输出端竖直向上设置;挡板4362固定安装于第二电动推杆4361的输出端。
34.工作状态下,当不锈钢管在管件送料单元41的驱动下将不锈钢管送入至导料板433内后,首先接入外部电源驱动第二电动推杆4361工作,第二电动推杆4361输出端延伸同步推升挡板4362升起,从而实现在承载杆413回缩时将不锈钢管从承载杆413上拨离的工作。
35.参见图7所示的:冷却装置5包括第二固定基座51、水箱52和喷头53;水箱52固定安装于第二固定基座51上;喷头53设置有多组,多组喷头53相对倾斜设置于水箱52顶部两侧,喷头53的喷射方向倾斜朝向水箱52中部设置。
36.工作状态下当需要对成型后的不锈钢弯头进行冷却时,当不锈钢弯头在弯头成型
机构17的驱动下翻转至水箱52中部时,接入外部电源驱动循环泵工作朝向喷头53内部输入水源,在通过喷头53将水源朝向不锈钢弯头上喷洒,所述水箱52内实现存储有水源用以对不锈钢弯头后侧冷却。
37.本技术采用比成品弯头口径低的钢管作为原材料,打破原有的原材料规格唯一性的缺点,且弯头成型美观,后期整形工作量较小,产品性能优于以往传统工艺的性能指标,不但生产效率高,也节省了大量的生产成本。
38.一种不锈钢无缝弯头高频加热推制成型工艺,具体操作步骤如下:s1:不锈钢管原材料按成品弯头规格1.3-1.5/1的比例选小口径钢管;s2:将不锈钢管料坯首先通过高频加热装置4进行加热至1050℃度后,放置于弯头成型装置1的成型模腔内;s3:驱动推压装置2工作对不锈钢管朝向弯头成型装置1内部推压直至不锈钢弯头成型,推制速度:170mm~190mm/min;s4:成型后的弯头通过冷却装置5进行水冷冷却,水冷后进行固溶热处理;s5:最后通过弯头退模装置3退模。
39.以上实施例仅表达了本发明的一种或几种实施方式,其描述较为具体和详细,但并不能因此而理解为对本发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。