技术特征:
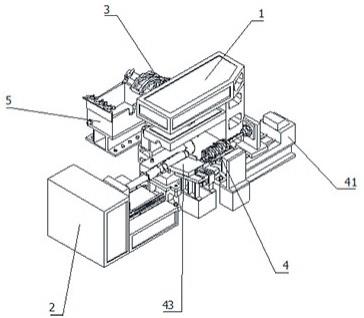
1.一种不锈钢无缝弯头高频加热推制成型设备,包括弯头成型装置(1)、推压装置(2)、弯头退模装置(3)、高频加热装置(4)和冷却装置(5);推压装置(2)竖直设置于弯头成型装置(1)一侧用以将不锈钢管朝向弯头成型装置(1)内挤压推进;弯头退模装置(3)竖直设置弯头成型装置(1)一侧用以对成型的不锈钢弯头进行退模;高频加热装置(4)相对弯头退模装置(3)设置于弯头成型装置(1)另一侧用以对待成型前的不锈钢管进行高频加热;冷却装置(5)竖直设置于弯头退模装置(3)一侧;其特征在于,高频加热装置(4)还包括管件送料单元(41)、高频加热器(42)和送料单元(43);管件送料单元(41)、高频加热器(42)和送料单元(43)依次并排设置于弯头成型装置(1)一侧,用以依次实现对不锈钢管的传输、加热以及加热后朝向弯头成型装置(1)成型模腔内部传导的工作。2.根据权利要求1所述的一种不锈钢无缝弯头高频加热推制成型设备,其特征在于,弯头成型装置(1)包括第一支撑架(11)、上模(12)、下模(13)、上成型模腔(14)、下成型模腔(15)、卡钳槽(151)、引导模块(16)和弯头成型机构(17);上模(12)和下模(13)相对设置并均通过第一支撑架(11)固定安装;上模(12)和下模(13)合模面还分别开设有用以实现不锈钢弯头成型的上成型模腔(14)和下成型模腔(15),闭合后的上成型模腔(14)和下成型模腔(15)拼合呈供不锈钢管传导的通道以及弯头成型的成型腔;下模(13)上所开设的下成型模腔(15)的不锈钢管传导通道处还开设有一个卡钳槽(151);引导模块(16)卡装设置于卡嵌操内用以对小于成品弯头的不锈钢管料坯进行引导传输的同时始终保持与下成型模腔(15)同轴;弯头成型机构(17)竖直设置于下模(13)的一侧,弯头成型机构(17)的成型端可翻转的设置于下成型模腔(15)内或翻转远离下成型模腔(15)设置。3.根据权利要求2所述的一种不锈钢无缝弯头高频加热推制成型设备,其特征在于,弯头成型机构(17)包括旋转驱动器(171)、固定座(172)、旋转夹持架(173)和弯头成型模具(174);旋转驱动器(171)固定安装于固定左上;旋转夹持架(173)套设固定安装于旋转驱动器(171)的输出端;弯头成型模具(174)可拆卸的固定安装于旋转夹持架(173)端部。4.根据权利要求3所述的一种不锈钢无缝弯头高频加热推制成型设备,其特征在于,驱动推压装置(2)包括滑轨(21)、第一滑块(22)、推压柱(23)和液压推行器(24);第一滑块(22)滑动设置于滑轨(21)上;推压柱(23)垂直设置于第一滑块(22)靠近弯头成型装置(1)的一侧,推压柱(23)和下成型模腔(15)同轴设置;液压推行器(24)同轴设置于第一滑块(22)背侧用以推送第一滑块(22)在滑轨(21)上往复滑动。
5.根据权利要求4所述的一种不锈钢无缝弯头高频加热推制成型设备,其特征在于,管件送料单元(41)包括直线往复驱动器(411)、滑座(412)、承载杆(413)和限位环(414);滑座(412)竖直滑动设置于直线往复驱动器(411)上通过直线往复驱动器(411)驱动实现往复滑动工作;承载杆(413)垂直设置于滑座(412)一侧,所述承载杆(413)的上还等距密布开设有防滑齿(4131);限位环(414)同轴滑动套设安装于承载杆(413)外。6.根据权利要求5所述的一种不锈钢无缝弯头高频加热推制成型设备,其特征在于,送料单元(43)包括第一固定基座(431)、滑台(432)、导料板(433)、第一电动推杆(434)、连接架(435)和挡料单元(436);滑台(432)倾斜设置于第一固定基座(431)顶部;导料板(433)滑动设置于第一固定基座(431)上;第一电动推杆(434)固定设置于导料板(433)底部;连接架(435)用于将导料板(433)的驱动端和第一电动推杆(434)的输出端之间固定连接;挡料单元(436)固定安装于导料板(433)靠近高频加热器(42)的一侧。7.根据权利要求6所述的一种不锈钢无缝弯头高频加热推制成型设备,其特征在于,导料板(433)包括围板(4331)和缺口(4332);围板(4331)设置有三组,三组围板(4331)呈u字形垂直围合设置于导料板(433)上,靠近挡料单元(436)一侧的围板(4331)上还开设有供不锈钢管进入的缺口(4332)。8.根据权利要求7所述的一种不锈钢无缝弯头高频加热推制成型设备,其特征在于,挡料单元(436)包括第二电动推杆(4361)和挡板(4362);第二电动推杆(4361)通过安装架固定安装于滑台(432)的一侧,第二电动推杆(4361)的输出端竖直向上设置;挡板(4362)固定安装于第二电动推杆(4361)的输出端。9.根据权利要求8所述的一种不锈钢无缝弯头高频加热推制成型设备,其特征在于,冷却装置(5)包括第二固定基座(51)、水箱(52)和喷头(53);水箱(52)固定安装于第二固定基座(51)上;喷头(53)设置有多组,多组喷头(53)相对倾斜设置于水箱(52)顶部两侧,喷头(53)的喷射方向倾斜朝向水箱(52)中部设置。10.一种不锈钢无缝弯头高频加热推制成型工艺,其特征在于,应用于如权利要求1所述的一种不锈钢无缝弯头高频加热推制成型设备,具体操作步骤如下:s1:不锈钢管原材料按成品弯头规格1.3-1.5/1的比例选小口径钢管;s2:将不锈钢管料坯首先通过高频加热装置(4)进行加热至1050℃度后,放置于弯头成型装置(1)的成型模腔内;s3:驱动推压装置(2)工作对不锈钢管朝向弯头成型装置(1)内部推压直至不锈钢弯头成型,推制速度:170mm~190mm/min;s4:成型后的弯头通过冷却装置(5)进行水冷冷却,水冷后进行固溶热处理;s5:最后通过弯头退模装置(3)退模。
技术总结
本发明涉及不锈钢加工设备技术领域,具体是涉及一种不锈钢无缝弯头高频加热推制成型工艺及其设备,包括推压装置竖直设置于弯头成型装置一侧用以将不锈钢管朝向弯头成型装置内挤压推进;弯头退模装置竖直设置弯头成型装置一侧;高频加热装置相对弯头退模装置设置于弯头成型装置另一侧用以对待成型前的不锈钢管进行高频加热;冷却装置竖直设置于弯头退模装置一侧;高频加热装置还包括管件送料单元、高频加热器和送料单元依次并排设置于弯头成型装置一侧;本申请采用比成品弯头口径低的钢管作为原材料,打破原材料规格唯一性的缺点,且弯头成型美观,后期整形量较小,产品性能优于以往传统工艺的性能指标,不但生产效率高,也节省了大量的生产成本。也节省了大量的生产成本。也节省了大量的生产成本。
技术研发人员:何恒水 韩丽学 齐永明 刘旭东 赵德清 孙文达 陈松 张春环 张新生 魏峰
受保护的技术使用者:河北沧海核装备科技股份有限公司
技术研发日:2022.10.09
技术公布日:2022/11/8
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。