1.本发明涉及一种钎焊方法,特别涉及一种氧化锆陶瓷与钛合金的低温间接钎焊方法。
背景技术:
2.氧化锆陶瓷具有优良的抗弯强度与断裂韧性,并且生物相容性良好,在人体内稳定性高,适合于可植入医疗器械的制作生产,但因氧化锆陶瓷切削性能差,难以制成复杂的结构件,限制了其在可植入医疗器械领域的使用;而钛合金由于具有比强度高、弹性模量低、耐蚀性强以及生物相容性好等优良性能,被视为理想外科植入材料,人们通过将氧化锆陶瓷与钛合金连接在一起,实现两种材料的功能互补,从而满足可植入医疗器械的性能需求。
3.现阶段钎焊作为一种常见的焊接方法,广泛应用于金属与陶瓷的连接,而对于氧化锆陶瓷与钛合金的钎焊,目前国内主要采用银铜钎料、钛镍钎料进行钎焊连接,钎焊温度为900~1100℃,均已超过钛合金的相变点(885℃左右),容易导致钛合金晶粒粗大,性能降低,并且银、铜、镍等元素已被证明生物相容性较差,不适合在人体内长期服役,难以满足可植入医疗器件的性能需求。
技术实现要素:
4.为解决采用现有氧化锆陶瓷与钛合金连接方法制备的可植入医疗器件不适合在人体内长期服役的问题,本发明提供了一种生物相容性好、钎焊温度低的氧化锆陶瓷与钛合金的低温间接钎焊方法。
5.一种氧化锆陶瓷与钛合金的低温间接钎焊方法,其特征在于所述钎焊方法包括以下步骤:步骤一:氧化锆陶瓷金属化粉末制备:将粒径为10 ~ 50μm的 sn粉和粒径为10 ~ 75μm的 zr粉按比例研磨,其中zr粉的原子百分比为2~8 at.%,余量为sn粉;得到的金属化粉末为sn-zr钎料;最终得到的sn-zr钎料为粉体钎料,未添加其他溶剂;相比于传统的添加溶剂制备的钎料,该无溶剂钎料在金属化时,不会因溶剂的存在而发生sn的氧化,也不会因溶剂挥发导致真空炉真空度下降,同时不会因溶剂的存在在金属化层中形成杂质,从而保证金属化的效果;步骤二:氧化锆陶瓷的金属化:将步骤一所得金属化粉末涂覆在氧化锆陶瓷表面,然后将涂覆钎料的氧化锆陶瓷在5x10-3
pa以下的真空条件下进行加热;首先以5℃/min的升温速率加热至200℃;接着以10℃/min的升温速率加热至800℃,保温10min;然后以5℃/min的升温速率加热至900~1000℃,保温5~20min,随后以5℃/min的降温速率降至200℃,最后随炉冷却至室温,得到金属化氧化锆陶瓷;步骤三:氧化锆陶瓷与钛合金的钎焊:将氧化锆陶瓷金属化面与钛合金接触夹装好,放入真空炉中,首先以5℃/min的升温速率加热至250℃,保温10min;接着以5℃/min的
升温速率加热至400 ~600 ℃,保温30min;随后以5℃/min的降温速率降至200℃,最后随炉冷却至室温,得到氧化锆陶瓷/钛合金钎焊接头。
6.优选的,步骤一中的研磨方法为:将sn粉、zr粉混合加入球磨罐内,然后将球磨罐放置在行星球磨机上进行球磨;球磨机的公转速度设置为 120r/min,自转速度设置为 240r/min,球磨时间为8-10h。
7.优选的,在研磨前对混合的粉末进行超声分散。
8.优选的,步骤一中所使用sn-zr钎料,zr粉的原子比为6at.%。
9.优选的,步骤二中的涂覆方式为干性涂覆,其涂覆厚度由微型模具控制,金属化粉末的涂覆厚度为100~200μm。
10.优选的,步骤三中在氧化锆陶瓷金属化面与钛合金之间加入ausn20钎料作为中间层连接预金属化的氧化锆和钛合金,其层厚度为50μm,所使用ausn20钎料为商用钎料。
11.优选的,步骤三中所使用的金属化氧化锆在钎焊前先进行打磨,再在丙酮溶液中超声清洗。
12.本发明的氧化锆陶瓷与钛合金的低温间接钎焊方法首先对氧化锆陶瓷进行金属化,然后在400~600℃与钛合金进行钎焊连接,得到氧化锆陶瓷/钛合金接头,所得接头在模拟体液中经电化学腐蚀后,未发现明显的腐蚀现象,其耐腐蚀性能与钛合金母材相当,可以在人体内长期服役,并且满足可植入器件的生物相容性要求。
附图说明
13.图1为球磨后的不同zr含量sn-zr钎料的sem图;图2为使用不同zr含量sn-zr钎料得到的氧化锆陶瓷表面金属化层微观组织图;图3为实施例1到实施例4得到氧化锆陶瓷/钛合金钎焊接头的微观组织图(500℃);图4为实施例5得到的氧化锆陶瓷/钛合金钎焊接头的微观组织图(400℃);图5为实施例6得到的氧化锆陶瓷/钛合金钎焊接头的微观组织图(600℃);图6为实施例7得到的氧化锆陶瓷/钛合金钎焊接头的微观组织图(无ausn20钎料);图7为氧化锆陶瓷/钛合金钎焊接头剪切强度随zr含量变化曲线;图8为氧化锆陶瓷/钛合金钎焊接头剪切强度随温度变化曲线;图9为氧化锆陶瓷/钛合金钎焊接头剪切强度随ausn20钎料变化柱状图;图10为实施例1到实施例4得到的氧化锆陶瓷/钛合金钎焊接头与钛合金母材阻抗对比图。
具体实施方式
14.为使本技术领域人员更好理解本发明中的技术方案,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
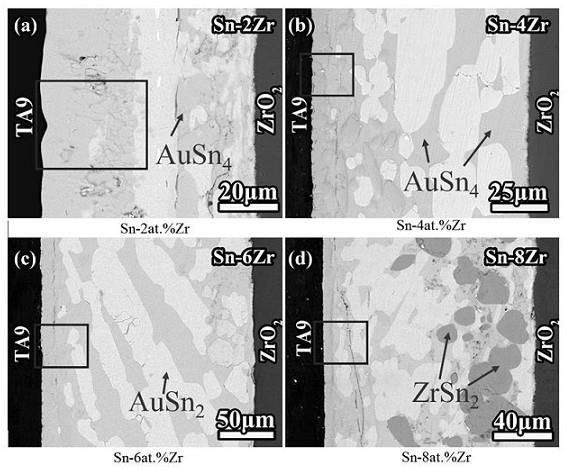
15.实施例1:
步骤一:取粒径为10 ~ 50μm的 sn粉和粒径为10 ~ 75μm的 zr粉,将原子比为2at.%的zr粉与原子比为98at.%的sn粉进行超声分散,然后放置在 xqm-1l 型行星球磨机上进行混粉,球磨罐的公转速度设置为 120r/min,自转速度设置为 240r/min,球磨8-10h。球磨后的粉末sem图如图1.(a)所示;步骤二:将步骤一所得金属化粉末涂覆在氧化锆陶瓷表面,涂覆方式为干性涂覆,涂覆厚度由微型模具控制为100μm,将涂覆sn-2at.%zr粉末的氧化锆陶瓷在5x10-3
pa以下的真空条件下进行加热;首先以5℃/min的升温速率加热至200℃;接着以10℃/min的升温速率加热至800℃,保温10min;然后以5℃/min的升温速率加热至900℃,保温20min,随后以5℃/min的降温速率降至200℃,最后随炉冷却至室温,得到金属化氧化锆陶瓷;氧化锆陶瓷表面金属化层微观组织图如图2.(a)所示;步骤三:金属化氧化锆在钎焊前先进行打磨,再在丙酮溶液中超声清洗,按照金属化氧化锆陶瓷/ausn20钎料/钛合金的顺序夹装好,ausn20钎料作为中间层,其层厚度为50μm,放入真空炉中,首先以5℃/min的升温速率加热至250℃,保温10min;接着以5℃/min的升温速率加热至500℃,保温30min;随后以5℃/min的降温速率降至200℃,最后随炉冷却至室温,得到氧化锆陶瓷/钛合金钎焊接头。所得钎焊接头的微观组织图如图3.(a)所示。
16.实施例2:本实施例与实施例一的不同点在于步骤一中zr粉的原子比为4 at.%、sn粉的原子比为96at.%,其他步骤与具体实施例1相同。
17.实施例3:本实施例与实施例一的不同点在于步骤一中zr粉的原子比为6 at.%、sn粉的原子比为94at.%,其他步骤与具体实施例1相同。
18.实施例4:本实施例与实施例一的不同点在于步骤一中zr粉的原子比为8 at.%、sn粉的原子比为92at.%,其他步骤与具体实施例1相同。
19.实施例5:本实施例与实施例3的不同点在于步骤三中的最高保温温度为400℃,其他步骤与具体实施例3相同,所得接头的微观组织图如图4所示。
20.实施例6:本实施例与实施例3的不同点在于步骤三中的最高保温温度为600℃,其他步骤与具体实施例3相同,所得接头的微观组织图如图5所示。
21.实施例7:本实施例与实施例3的不同点在于步骤三中在预金属化的氧化锆和钛合金之间不加入ausn20钎料,其他步骤与具体实施例3相同,所得接头的微观组织图如图6所示。
22.实施例8:本实施例分别对实施例1中步骤二中金属化粉末的涂覆厚度进行不同厚度的选取,选取厚度为120μm、150μm 、180μm和200μm,然后对所得氧化锆陶瓷/钛合金钎焊接头进行连接处剪切强度测试,发现该厚度范围内的剪切强度基本相同,为12-15mpa,然而低于100μm和高于200μm厚度的剪切强度明显下降,低于8mpa,因此,对于100-200μm厚度的选择是决定氧化锆陶瓷/钛合金钎焊接头的关键厚度因素。
23.(一)对实施例1-7所得的氧化锆陶瓷/钛合金钎焊接头进行连接处剪切强度试验:图7为实施例1-4所得接头剪切强度,当zr含量为6at.%时,接头剪切强度达到最高
为48mpa,接近使用银铜钎料钎焊接头的强度(52.2mpa),而且使用sn-zr钎料的钎焊温度(500℃)远低于使用银铜钎料的钎焊温度(900℃);图8为实施例3、5和6所得接剪切强度,强度随着温度升高呈先增加后下降的趋势,在温度为500℃时,剪切强度最大为48mpa;图9为实施例3和7所得接头强度,不加ausn20钎料时,接头强度为18mpa左右,当加入ausn20钎料时,接头强度明显提升,为48mpa,这说明ausn20钎料的加入,可以优化钎缝组织,显著提高接头的强度。
24.(二)对实施例1-4所得的氧化锆陶瓷/钛合金钎焊接头进行耐腐蚀试验:将实施例1-4所得的氧化锆陶瓷/钛合金钎焊接头在sbf模拟体液中浸泡72h后,进行电化学腐蚀(电化学可以加快接头的腐蚀速率,常用于耐腐蚀性能测试),测试发现电化学腐蚀后的接头未发现裂纹和空洞,无腐蚀痕迹;同时对氧化锆陶瓷/钛合金钎焊接头进行相关阻抗试验,图10为实施例1-4所得的氧化锆陶瓷/钛合金钎焊接头和钛合金母材阻抗对比图,分析电化学测得的nyquist图发现,实施例3获得的氧化锆陶瓷/钛合金钎焊接头的阻抗半径最大,耐腐蚀性能最好,而且实施例3获得的氧化锆陶瓷/钛合金钎焊接头和钛合金母材的阻抗半径相近,说明两者具有相近的耐腐蚀性能,得到的钎焊接头能够在人体内长期服役。
25.本发明方法采用snzr粉末预金属化氧化锆实现了氧化锆陶瓷和钛合金的低温(400℃-600℃)可靠连接,钎焊接头最高强度为48mpa,而且接头在经过电化学腐蚀试验后,无裂纹和腐蚀痕迹,可以在人体内长期服役,并且sn和zr元素均为无毒元素,钛合金、氧化锆陶瓷和中间层ausn20钎料也均无毒性,因此通过snzr钎料得到的氧化锆陶瓷/钛合金钎焊接头具有良好的生物相容性。
26.本发明采用的sn-zr钎料,由于sn的低熔点以及zr的活性元素作用,可使熔融态的sn在氧化锆表面形成良好的金属化层,其结合效果好,如果不加锆的话,锡无法在氧化锆表面形成金属化层,由于锡的熔点低后期再将金属化后的氧化锆陶瓷与钛合金通过低温环境结合,这样就不会出现钛合金产生晶粒粗大、性能降低的问题,可以在人体内长期服役并具有良好的生物相容性,而且陶瓷预先金属化处理,通过间接钎焊的方式,再利用ausn20钎料在低温环境下与钛合金结合,从而形成钛合金和氧化锆的可靠连接,ausn20钎料的加入进一步提高了接头的强度,也能满足可植入医疗器件的性能需求。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。