1.本实用新型涉及汽车零配件领域,尤其是一种汽用配件焊接夹具。
背景技术:
2.人工在对汽车配件进行焊接时,因为汽车配件的不规则性,且缺少焊接夹具的情况瞎,需要人工不断的去确定配件的焊接位置,或者是变换配件的摆放位置进行焊接,费时费力,焊接难度大,加工效率低。
技术实现要素:
3.本实用新型所要解决的技术问题是提供一种汽用配件焊接夹具,简化人工焊接工作,提高生产效率。
4.为解决上述技术问题,本实用新型的技术方案是:一种汽用配件焊接夹具,所述汽用配件包括依次焊接连接的第一焊件、第二焊件、第三焊件和第四焊件,第一焊件、第二焊件、第三焊件和第四焊件均为方管,第一焊件与第二焊接垂直,第二焊件、第三焊件和第四焊件处于同一水平面上;所述夹具包括焊接台、第一限位件和第二限位件;所述焊接台上设有用于支撑第二焊件一端的第一支撑块、用于支撑第四焊件一端的第二支撑块和一个以上设在汽用配件一侧的挡块;所述第一限位件包括第一侧挡板、设在第一侧挡板顶部的第一上挡板和设在第一侧挡板底部的第一下挡板,第一侧挡板分别与第一上挡板和第一下挡板垂直,所述第一侧挡板与汽用配件的一侧侧面贴合,且第一侧挡板位于挡块与汽用配件之间;所述第二限位件包括第二方管、设在第二方管顶部的第二上支撑片和设在第二方管底部的第二下支撑片,所述第二方管的两端分别设在第一支撑块和第二支撑块上,第二方管的一侧与汽用配件的另一侧相贴,所述第二上支撑片延伸至汽用配件的顶部,第二下支撑片延伸至汽用配件的底部,所述第一限位件和第二限位件围成用于限位汽用配件的限位槽。本实用新型原理:根据汽用配件设计焊接台上的支撑块和挡板位置,设计第一限位件和第二限位件的形状;通过焊接台上的挡块和支撑块来安装夹具,利用夹具来控制汽用配件需要焊接的配件的位置,使焊接工作简单化,提高生产效率。
5.作为改进,焊接台上一共设有两个挡块,分别设在第二焊件一侧和第四焊件的一侧。
6.作为改进,所述第一侧挡板包括与第一焊件对应相贴的第一限位板、与第二焊件对应相贴的第二限位板、与第三焊件对应相贴的第三限位板和与第四焊件对应相贴的第四限位板。
7.作为改进,所述第一限位板、第二限位板及第四限位板均设有第一上挡板和第一下挡板。
8.作为改进,所述第二方管包括与第二焊件对应相贴的第一管体、与第三焊件对应相贴的第二管体和与第四焊件对应相贴的第三管体。
9.作为改进,其中一片第二下支撑片与第一支撑块的一侧相抵,其中一片第二下支
撑片与第二支撑块的一侧相抵。
10.本实用新型与现有技术相比所带来的有益效果是:
11.根据汽用配件设计焊接台上的支撑块和挡板位置,设计第一限位件和第二限位件的形状;通过焊接台上的挡块和支撑块来安装夹具,利用夹具来控制汽用配件需要焊接的配件的位置,使焊接工作简单化,提高生产效率。
附图说明
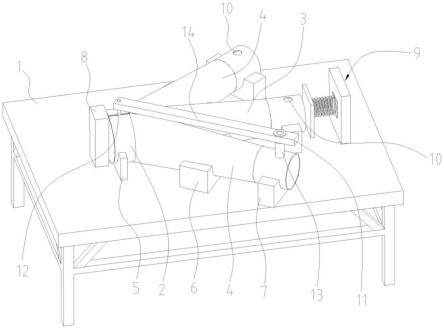
12.图1为本实用新型示意图。
13.图2为第一限位件示意图。
14.图3为第二限位件示意图。
15.图4为夹具夹紧汽用配件焊件示意图。
具体实施方式
16.下面结合说明书附图对本实用新型作进一步说明。
17.如图4所示,一种汽用配件焊接夹具,所述汽用配件7包括依次焊接连接的第一焊件71、第二焊件72、第三焊件73和第四焊件74,第一焊件71、第二焊件72、第三焊件73和第四焊件74均为方管,第一焊件71与第二焊接垂直,第二焊件72、第三焊件73和第四焊件74处于同一水平面上且组成z形,该异形汽用配件7需要焊接四处焊缝,通过夹具能快速定位。
18.如图1至3所示,所述夹具包括焊接台1、第一限位件2和第二限位件3。所述焊接台1上设有用于支撑第二焊件72一端的第一支撑块4、用于支撑第四焊件74一端的第二支撑块5和一个以上设在汽用配件7一侧的挡块6;本实施例中,焊接台1上一共设有两个挡块6,分别设在第二焊件72一侧和第四焊件74的一侧。所述第一限位件2包括第一侧挡板21、设在第一侧挡板21顶部的第一上挡板22和设在第一侧挡板21底部的第一下挡板23;第一侧挡板21分别与第一上挡板22和第一下挡板23垂直,且第一上挡板22和第一下挡板23位于同一侧,形成半包围的限位空间;所述第一侧挡板21与汽用配件7的一侧侧面贴合,且第一侧挡板21位于挡块6与汽用配件7之间,挡块6用于限位第一侧挡板21,第一侧挡板21用于限位汽用配件7的焊件;具体:所述第一侧挡板21包括与第一焊件71对应相贴的第一限位板211、与第二焊件72对应相贴的第二限位板212、与第三焊件73对应相贴的第三限位板213和与第四焊件74对应相贴的第四限位板214,所述第一限位板211、第二限位板212及第四限位板214均设有第一上挡板22和第一下挡板23。所述第二限位件3包括第二方管31、设在第二方管31顶部的第二上支撑片32和设在第二方管31底部的第二下支撑片33;第二方管31的形状与z形焊件形状相似,所述第二方管31的两端分别设在第一支撑块4和第二支撑块5上,第二方管31的一侧与汽用配件7的另一侧相贴,具体:所述第二方管31包括与第二焊件72对应相贴的第一管体311、与第三焊件73对应相贴的第二管体312和与第四焊件74对应相贴的第三管体313;所述第二上支撑片32延伸至汽用配件7的顶部,第二下支撑片33延伸至汽用配件7的底部,第二下支撑片33不但可以支撑第二方管31,而且其中一片第二下支撑片33与第一支撑块的一侧相抵,其中一片第二下支撑片33与第二支撑块的一侧相抵,实现第二方管31的定位。所述第一限位件2和第二限位件3围成用于限位汽用配件7的限位槽。
19.本实用新型原理:根据汽用配件7设计焊接台1上的支撑块和挡板位置,设计第一
限位件2和第二限位件3的形状;通过焊接台1上的挡块6和支撑块来安装夹具,利用夹具来控制汽用配件7需要焊接的配件的位置,使焊接工作简单化,提高生产效率。
技术特征:
1.一种汽用配件焊接夹具,所述汽用配件包括依次焊接连接的第一焊件、第二焊件、第三焊件和第四焊件,第一焊件、第二焊件、第三焊件和第四焊件均为方管,第一焊件与第二焊件垂直,第二焊件、第三焊件和第四焊件处于同一水平面上;其特征在于:所述夹具包括焊接台、第一限位件和第二限位件;所述焊接台上设有用于支撑第二焊件一端的第一支撑块、用于支撑第四焊件一端的第二支撑块和一个以上设在汽用配件一侧的挡块;所述第一限位件包括第一侧挡板、设在第一侧挡板顶部的第一上挡板和设在第一侧挡板底部的第一下挡板,第一侧挡板分别与第一上挡板和第一下挡板垂直,所述第一侧挡板与汽用配件的一侧侧面贴合,且第一侧挡板位于挡块与汽用配件之间;所述第二限位件包括第二方管、设在第二方管顶部的第二上支撑片和设在第二方管底部的第二下支撑片,所述第二方管的两端分别设在第一支撑块和第二支撑块上,第二方管的一侧与汽用配件的另一侧相贴,所述第二上支撑片延伸至汽用配件的顶部,第二下支撑片延伸至汽用配件的底部,所述第一限位件和第二限位件围成用于限位汽用配件的限位槽。2.根据权利要求1所述的一种汽用配件焊接夹具,其特征在于:焊接台上一共设有两个挡块,分别设在第二焊件一侧和第四焊件的一侧。3.根据权利要求1所述的一种汽用配件焊接夹具,其特征在于:所述第一侧挡板包括与第一焊件对应相贴的第一限位板、与第二焊件对应相贴的第二限位板、与第三焊件对应相贴的第三限位板和与第四焊件对应相贴的第四限位板。4.根据权利要求3所述的一种汽用配件焊接夹具,其特征在于:所述第一限位板、第二限位板及第四限位板均设有第一上挡板和第一下挡板。5.根据权利要求1所述的一种汽用配件焊接夹具,其特征在于:所述第二方管包括与第二焊件对应相贴的第一管体、与第三焊件对应相贴的第二管体和与第四焊件对应相贴的第三管体。6.根据权利要求1所述的一种汽用配件焊接夹具,其特征在于:其中一片第二下支撑片与第一支撑块的一侧相抵,其中一片第二下支撑片与第二支撑块的一侧相抵。
技术总结
一种汽用配件焊接夹具,所述汽用配件包括依次焊接连接的第一焊件、第二焊件、第三焊件和第四焊件,第一焊件、第二焊件、第三焊件和第四焊件均为方管,第一焊件与第二焊接垂直,第二焊件、第三焊件和第四焊件处于同一水平面上;所述夹具包括焊接台、第一限位件和第二限位件;所述焊接台上设有用于支撑第二焊件一端的第一支撑块、用于支撑第四焊件一端的第二支撑块和一个以上设在汽用配件一侧的挡块;所述第一限位件和第二限位件围成用于限位汽用配件的限位槽。根据汽用配件设计焊接台上的支撑块和挡板位置,设计第一限位件和第二限位件的形状;通过焊接台上的挡块和支撑块来安装夹具,利用夹具来控制汽用配件需要焊接的配件的位置,使焊接工作简单化,提高生产效率。提高生产效率。提高生产效率。
技术研发人员:刘红友 黄宇汉
受保护的技术使用者:广州普敬智能装备科技有限公司
技术研发日:2022.08.01
技术公布日:2022/10/28
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。