1.本发明涉及钢矫正技术领域,具体为一种门式复合矫正系统。
背景技术:
2.由于焊缝热胀冷缩原理导致翼板相对腹板角度发生变形,因此需要采用矫正设备对构件进行矫正。但随着各行业发展,为了获得更高单向强度并且更小宽度的构件,一种多翼板的h型钢构件应运而生,其应用领域包括船舶和集成建筑等钢结构领域。
3.现有的传统立式或者卧式矫正机无法对多翼板进行矫正,已有的新型的门式矫正机虽然可以解决多翼板矫正问题,但是结构本身比较复杂,设备成本较高。因此研发一种结构简单,设备连贯性好,设备成本较低的门式复合矫正系统不但能提高设备操作性,也能提高产品竞争力。
技术实现要素:
4.本发明的目的在于提供一种门式复合矫正系统,以解决上述背景技术中提出的问题。
5.为实现上述目的,本发明提供如下技术方案:一种门式复合矫正系统,包括主体框架、前滚道、后滚道和矫正单元,所述前滚道设置在主体框架的左侧,所述后滚道设置在主体框架的右侧,所述矫正单元设置在主体框架上;
6.所述主体框架上设置有侧推机构和导向机构,所述侧推机构设置在主体框架上,所述导向机构设置在主体框架的内腔;
7.所述前滚道包括支架、变频电机、升降系统、滚子和翻转机,所述变频电机设置在支架的横梁上,所述升降系统设置在支架的底部,所述滚子安装在支架顶部的空腔处,所述翻转机设置在两个支架之间;
8.所述矫正单元包括上矫正a单元、上矫正b单元、上复合矫正单元、下矫正a单元和下复合矫正单元,所述上矫正a单元、上矫正b单元、上复合矫正单元、下矫正a单元和下复合矫正单元均设置在主体框架上每套矫正单元均由机座、锥形轮机构、顶矫轮机构和腹板压轮机构组成,每个矫正单元均分为上下单元,每个矫正单元的矫正轮位置对称,其中矫正a单元和矫正b 单元结构一致,布置方向相反。
9.进一步,所述上复合矫正单元与下复合矫正单元均由机座、腹板压轮、导向轴和升降驱动机构组成,所述导向轴设置在机座底部的两侧,所述腹板压轮等距离设置在导向轴的外圈上,所述升降驱动机构设置在机座的顶部且其底部与导向轴连接。
10.优选的,所述主体框架包括顶框和底框,所述顶框的底部以及底框的顶部通过箱型梁固定连接,所述主体框架采用箱式焊接结构,所述侧推机构包括安装基板、拆装架、旋转体、侧推油缸、推送块、旋转球和对接板,所述安装基板的底部安装在主体框架上,所述拆装架固定安装在安装基板的顶部,所述旋转体通过横轴安装在两个拆装架之间,所述侧推油缸贯穿式安装在旋转体的侧面上,所述推送块安装在侧推油缸的侧面上,所述旋转球的
右侧通过支杆与推送块固定连接,所述对接板通过耳板和横轴与旋转球活动连接。
11.优选的,所述导向机构包括凹型架、轮轴和导向轮,所述凹型架的顶部安装在顶框的底部,所述轮轴贯穿式安装在凹型架的内腔,所述导向轮套装在轮轴外圈的底部。
12.优选的,所述顶框和底框的顶部均开设有矫正槽,所述矫正槽的两侧均固定连接有滑轨,安装基板分别安装在顶框的顶部和底框的顶部。
13.优选的,所述翻转机包括翻转臂、导轮和轨道,所述轨道设置在支架的顶部,所述导轮卡接在轨道上,所述翻转臂的底部与导轮的顶部固定连接。
14.与现有技术相比,本发明的有益效果是:
15.1、该门式复合矫正系统,门式矫正机是适用于多翼板结构的pec钢结构件翼缘矫正的机电液一体化设备,矫正机结构上包含矫正主机和导向装置,矫正主机和导向装置可实现多种组合,便于以适当的设备投入满足不同功能需求。
16.2、该门式复合矫正系统,矫正机后滚道由三段组成,每段滚道结构一致。每段滚道单独设置一套升降系统和输送驱动电机,升降系统由4台升降机串联同步,由变频电机驱动,电机自带编码器,滚道的滚子之间由链条传动,每段滚道内设置固定靠轮;该门式矫正机,取消了导向装置的同时,增加了前滚道和后滚道的集成,增加了复合矫正单元,可以利用前滚道和后滚道的集成配合使用,在具体使用情况下进行调节,便于以适当的设备投入满足不同功能需求。
附图说明
17.图1为本发明制作设备结构示意图;
18.图2为本发明主体框架侧视图;
19.图3为本发明主体框架侧视图;
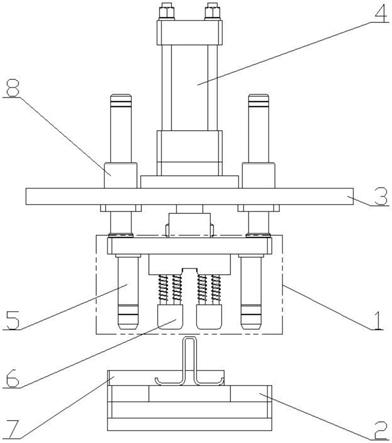
20.图4为本发明侧推机构结构示意图;
21.图5为本发主体框架示意图;
22.图6为本发翻转机示意图;
23.图7为本发明前滚道示意图;
24.图8为本发明矫正单元示意图;
25.图9为复合矫正单元结构示意图。
26.图中:1、主体框架;101、顶框;102、底框;1011、矫正槽;1012、滑轨;2、箱型梁;3、侧推机构;301、安装基板;302、拆装架;303、旋转体; 304、侧推油缸;305、推送块;306、旋转球;307、耳板;308、对接板;4、导向机构;401、凹型架;402、轮轴;403、轮轴、5前滚道、501支架、502 变频电机、503升降系统、504滚子、505翻转机、5051轨道、5052导轮、5053 翻转臂、6后滚道、7矫正单元、701上矫正a单元、702上矫正b单元、703 上复合矫正单元、704下矫正a单元、705下复合矫正单元、706机座、707 腹板压轮、708导向轴、709升降驱动机构。
具体实施方式
27.下面结合具体实施方式对本专利的技术方案作进一步详细地说明。
28.下面详细描述本专利的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附
图描述的实施例是示例性的,仅用于解释本专利,而不能理解为对本专利的限制。
29.在本专利的描述中,需要理解的是,术语“中心”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本专利和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本专利的限制。
30.在本专利的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“设置”应做广义理解,例如,可以是固定相连、设置,也可以是可拆卸连接、设置,或一体地连接、设置。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本专利中的具体含义。
31.实施例:请参阅图1-9,本发明提供一种技术方案:一种门式复合矫正系统,包括主体框架1、前滚道5、后滚道6和矫正单元7,前滚道5设置在主体框架1的左侧,后滚道6设置在主体框架1的右侧,矫正机后滚道由三段组成,每段滚道结构一致,每段滚道单独设置一套升降系统和输送驱动电机,升降系统由4台升降机串联同步,由变频电机驱动,电机自带编码器,矫正单元设置在主体框架1上,主体框架1上设置有侧推机构3和导向机构4,侧推机构3设置在主体框架1上,导向机构4设置在主体框架1的内腔,前滚道5包括支架501、变频电机502、升降系统503、滚子504和翻转机505,变频电机502设置在支架501的横梁上,升降系统503设置在支架501的底部,滚子504安装在支架501顶部的空腔处,翻转机505设置在两个支架501 之间,矫正机前滚道由四段组成,每段滚道单独设置一套升降系统和输送驱动电机,升降系统由4台升降机串联同步,由变频电机驱动,电机自带编码器,矫正单元7包括上矫正a单元701、上矫正b单元702、上复合矫正单元 703、下矫正a单元704和下复合矫正单元705,上矫正a单元701、上矫正b 单元702、上复合矫正单元703、下矫正a单元704和下复合矫正单元705均设置在主体框架1上每套矫正单元均由机座、锥形轮机构、顶矫轮机构和腹板压轮机构组成,每个矫正单元均分为上下单元,每个矫正单元的矫正轮位置对称,其中矫正a单元和矫正b单元结构一致,布置方向相反,主体框架1 包括顶框101和底框102,顶框101的底部以及底框102的顶部通过箱型梁2 固定连接,主体框架1采用箱式焊接结构,侧推机构3包括安装基板301、拆装架302、旋转体303、侧推油缸304、推送块305、旋转球306和对接板308,安装基板301的底部安装在主体框架1上,拆装架302固定安装在安装基板 301的顶部,旋转体303通过横轴安装在两个拆装架302之间,侧推油缸304 贯穿式安装在旋转体303的侧面上,推送块305安装在侧推油缸304的侧面上,旋转球306的右侧通过支杆与推送块305固定连接,对接板308通过耳板307和横轴与旋转球306活动连接,导向机构4包括凹型架401、轮轴402 和导向轮403,凹型架401的顶部安装在顶框101的底部,轮轴402贯穿式安装在凹型架401的内腔,导向轮403套装在轮轴402外圈的底部,顶框101 和底框102的顶部均开设有矫正槽1011,矫正槽1011的两侧均固定连接有滑轨1012。安装基板301分别安装在顶框101的顶部和底框102的顶部。
32.其中,翻转机505包括翻转臂5053、导轮5052和轨道5051,轨道5051 设置在支架501的顶部,导轮5052卡接在轨道5051上,翻转臂5051的底部与导轮5052的顶部固定连接,翻转臂为l型结构,翻转动作由油缸驱动。翻转臂旋转轴位置设置刻度盘,刻度盘的0
°
位置和90
°
位置设置对应感应板,采用电磁传感器检测翻转臂角度位置。翻转臂的长臂设置耐磨板,主体机架为型材整体焊接件,地面设置20kg导轨,驱动部件采用伺服电机驱动,被动轮
位置设置编码器,用于检测实际的移动距离。
33.工作原理:门式矫正机是适用于多翼板结构的pec钢结构件翼缘矫正的机电液一体化设备,矫正机结构上包含矫正主机和导向装置,矫正主机和导向装置可实现多种组合,便于以适当的设备投入满足不同功能需求;pec钢结构件主要分为3类:二区格构件、三区格构件和四区格构件,对应不同构件按照翼板数量及顺序,将需要矫正的翼缘板定义为基准翼板(第一道翼板)、第二道翼板和第三道翼板,门式矫正机按照需要矫正的翼板位置将矫正的单元分为a单元和b单元,并定义a单元为右偏矫正,定义b单元为左偏矫正,根据前道组立机焊接工艺,参考工件尺寸,pec构件的基准翼板一定为右偏,因此第一道矫正单元设置为a单元;距离第一道矫正单元最远的四区格第三道翼板一定为左偏,因此第二道矫正单元设置为b单元;四区格的第二道翼板可能左偏也可能右偏,因此第三道矫正单元设置为ab复合矫正单元;由于二区格第二道翼板和三区格构件第三道翼板临近中间区域,虽然他们一定为左偏,但综合考虑矫正单元就近矫正的原则,此处仍利用ab复合矫正单元的 b单元进行矫正,矫正主机根据将要进入的构件尺寸自动调整各矫正单元的位置,位置调整完毕后,构件的基准翼板由导向轮导向,由滚道输送进入矫正主机。首先是基准翼板进入第一道矫正单元,锥形轮压紧翼板,当基准翼板完全进入第一道矫正单元后,输送滚道转为被动,由矫正轮提供输送动力,此后构件的第二道翼板、第三道翼板依此进入对应矫正单元矫正。在构件进行矫正时,前后滚道均为被动状态,构件离开后,后滚道为主动状态,输送构件进入下一工位,后滚道的高度也可以根据下一工位的高度进行调节。
34.矫正前作业内容为:构件由90
°
翻转机翻转后横移并定位基准翼板进入前滚道,然后构件经前滚道输送进入导向轮区域,进入导向轮区域后,前滚道根据构件尺寸准确升降至腹板基准高度,激光识别待矫正翼缘板的尺寸状态,构件等待进入矫正主机;
35.矫正时作业内容为:矫正主机根据将要进入的构件尺寸自动调整各矫正单元的位置,位置调整完毕后,构件的基准翼板由导向轮导向,由滚道输送进入矫正主机,首先是基准翼板进入第一道矫正单元,锥形轮压紧翼板,当基准翼板完全进入第一道矫正单元后,输送滚道转为被动,由矫正轮提供输送动力,此后构件的第二道翼板、第三道翼板依此进入对应矫正单元矫正,在构件进行矫正时,前后滚道均为被动状态;
36.校正后作业内容为:构件离开后,后滚道为主动状态,输送构件进入下一工位,后滚道的高度也可以根据下一工位的高度进行调节。
37.在本发明的描述中,还需要说明的是,除非另有明确的规定和限定,术语“设置”、“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
38.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。