1.本实用新型属于热处理领域,尤其是涉及一种异型工件热处理回火矫正工装夹具。
背景技术:
2.因异型工件淬火的变形量较大,还需额外添加矫正工序,即使用淬火压床对加热的异型工件进行矫正淬火,但矫正淬火后还需进行回火,制作成本高,还无法保证产品的质量。
技术实现要素:
3.本实用新型的目的在于克服现有技术的缺点,提供一种异型工件热处理回火矫正工装夹具,能够对异型淬火工件固定夹紧回火,代替了淬火压床矫正的工序,提高生产效率的同时,降低了制造成本,保证产品质量。
4.为解决上述技术问题,本实用新型采用的技术方案是:一种异型工件热处理回火矫正工装夹具,包括上夹板、连接柱、定位柱和下夹板,所述上夹板的形状和所述下夹板的形状均与异型工件的形状相匹配,所述异型工件配合在所述上夹板和所述下夹板之间,在所述上夹板和所述下夹板上均设有与所述异型工件相对应的固定孔和定位孔,所述连接柱与所述固定孔相配合,所述定位柱与所述定位孔相配合,在所述连接柱的上端设置有锁紧部,用于使所述上夹板夹紧所述异型工件。
5.进一步的,包括定位套,所述定位套设置在所述定位柱的上端。
6.进一步的,所述固定孔包括设在所述上夹板上的a上固定孔、b上固定孔和设在所述下夹板上的a下固定孔、b下固定孔,所述定位孔包括设在所述上夹板上的上定位孔和设在所述下夹板上的下定位孔。
7.进一步的,所述a下固定孔和所述b下固定孔均为台阶孔,在所述连接柱的下端设置有底座,所述底座配合在所述台阶孔内。
8.进一步的,所述连接柱包括a连接柱和b连接柱,所述a连接柱用于依次穿过所述a下固定孔和所述a上固定孔,所述b连接柱用于依次穿过所述所述b下固定孔和所述b上固定孔。
9.进一步的,在所述a连接柱的上端设有a安装槽,在所述a安装槽内可转动设置有a提拉把,在所述b连接柱的上端设有b安装槽,在所述b安装槽内可滑动并可转动设置有b提拉把。
10.进一步的,在所述a提拉把的端部设置有卡合部,在所述b提拉把的端部设置有插入部,所述卡合部和所述插入部相配合。
11.进一步的,在所述定位套上设有观察槽,在所述观察槽的一侧设置有刻度。
12.本实用新型具有的优点和积极效果是:
13.由于采用上述技术方案,通过上夹板、下夹板、连接柱和定位柱的设置,实现对异
型工件的固定,异型工件可随本实用新型一起回火,有效替代淬火压床矫正异型工件变形的效果,确保工件的外形与性能,减少加工工序,提高生产效率。定位套的设置一方面对定位柱进行固定,加强上夹板与下夹板的连接,另一方面可对数量的统计起到了辅助作用,提拉把的设置可使多个异型工件便于搬运。
附图说明
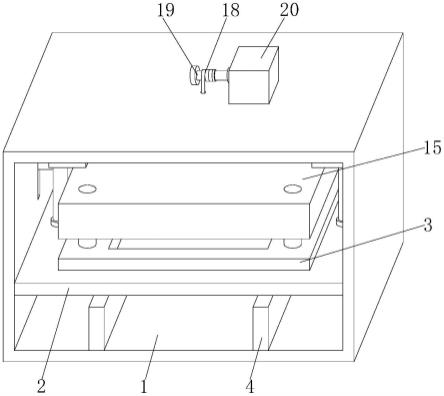
14.图1是本实用新型结构示意图;
15.图2是本实用新型仰视图;
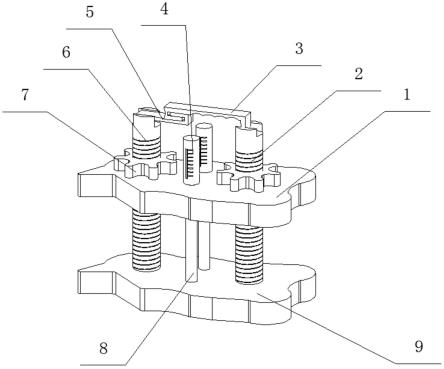
16.图3是本实用新型爆炸示意图;
17.图4是本实用新型上夹板、下夹板示意图;
18.图5是本实用新型提拉把示意图。
19.图中:
20.1、上夹板;11、a上固定孔;12、上定位孔;13、b上固定孔;
21.2、a连接柱;21、a底座;22、a安装槽;
22.3、a提拉把;31、卡合部;32、主抓握槽;33、侧抓握槽;34、a转杆;
23.4、定位套;41、观察槽;42、刻度;
24.5、b提拉把;51、插入部;52、b转杆;
25.6、b连接柱;61、b底座;62、b安装槽;621、滑动槽;
26.7、锁紧部;71、转动槽;
27.8、定位柱;81、定位台;
28.9、下夹板;91、a下固定孔;92、下定位孔;93、b下固定孔。
具体实施方式
29.下面结合实施例和附图对本实用新型做进一步的说明。
30.如图1至图5所示,本实施例提供一种异型工件热处理回火矫正工装夹具,包括上夹板1、下夹板9、连接柱、定位柱8和锁紧部7,异型工件配合在上夹板1与下夹板9之间,上夹板1和下夹板9的外形均与异型工件的外形相匹配,在上夹板1与下夹板9上均设有与异型工件相对应的固定孔和定位孔,连接柱配合在固定孔内,用于对异型工件的固定,定位柱8配合在定位孔内,用于对异型工件的定位,在连接柱上设有螺纹,锁紧部7螺纹连接在连接柱的端部,用于使上夹板1压紧异型工件。
31.固定孔包括设置在上夹板1上的a上固定孔11、b上固定孔13和设置在下夹板9上的a下固定孔91和b下固定孔93,其中a下固定孔91和b下固定孔93为台阶孔;
32.连接柱包括a连接柱2和b连接柱6,a连接柱2用于依次穿过a下固定孔91和a上固定孔11,在a连接柱2的下端设置有a底座21,a底座21配合在a下固定孔91的台阶内,b连接柱6用于依次穿过b下固定孔93和b上固定孔13,在b连接柱6的下端设置有b底座61,b底座61配合在b下固定孔93的台阶内;
33.还包括垫圈,垫圈位于上夹板1与锁紧部7之间,锁紧部7设置有两个,为便于锁紧部7的转动,在锁紧部7的外围设有转动槽71。
34.定位孔包括设置在上夹板1上的上定位孔12和设置在下夹板9上的下定位孔92,下
定位孔92为台阶孔,上定位孔12和下定位孔92均并列设置有两个,两个上定位孔12位于a上固定孔11和b上固定孔13之间,两个下定位孔92位于a下固定孔81和b下固定孔93之间。
35.定位柱8设置有两个,用于依次穿过下定位孔92和上定位孔12,在定位柱8的下端设置有定位台81,定位台81配合在下定位孔92的台阶内,在定位柱8的上端设有螺纹,并螺纹连接有定位套4,定位套4用于使定位柱8的位置固定,为便于看到所装夹异型工件的数量,在定位套4的侧端设有观察槽41,并在观察槽41的一侧设置有刻度42,通过观察槽41观察定位柱8上端在定位套4内的位置,已直观看到刻度42所对应的数量。
36.为便于对已装夹在上夹板1和下夹板9之间异型工件的取放,还设置有提拉把,提拉把包括a提拉把3和b提拉把5,在a连接柱2的上端设有a安装槽22,在a提拉把的下端设置有a转杆34,a转杆34可转动设置在a安装槽22内,在b连接柱6的上端设有b安装槽62,在b安装槽62内的两侧均设有滑动槽621,在b提拉把5的下端设置有b转杆52,通b转杆52可转动并可滑动设置在滑动槽621内。
37.在a提拉把3的端部设置有卡合部31,在b提拉把5的端部设置有插入部51,卡合部31与插入部51相配合,卡合部31呈“c”字型,插入部51呈与卡合部31相反的“c”字型,通过插入部51的滑动,使其插入到卡合部31内,为便于提拉把的抓握,在a提拉把3的内侧设有主抓握槽32,在卡合部31的侧端设有侧抓握槽33。
38.本实例的工作过程:
39.将a连接柱2插入至a下固定孔,b连接柱6插入至b下固定孔93,将两个定位柱8插入至相对应的下定位孔92内,将多件异型工件相堆叠,使其孔位与a连接柱2、b连接柱6和定位柱8相对应后放至下夹板9上;
40.上夹板1的a上固定孔11与a连接柱2、b上固定孔13与b连接柱6、定位柱8与上定位孔12相对应,使上夹板1压合在最上端的异型工件上,将a提拉把3、b提拉把5分别向上转动,使锁紧部7套入到连接柱上,通过锁紧部7与连接柱的螺纹连接,使异型工件夹紧在上夹板1和下夹板9之间;
41.将定位套4螺纹连接在定位柱8的上端,在起到压紧上夹板1的同时,通过定位柱8最上端在定位套4内的位置,可根据所对应的的刻度,直观的看到所夹持异型工件的数量。
42.使a提拉把3压在b提拉把5的上方,a提拉把3与b提拉把5相平行,通过b转杆52在滑动槽621内的滑动,使插入部51滑入至卡合部31内,操作者可将四指握住主抓握槽32,大拇指握住侧抓握槽33,在便于提取的同时,也加固了卡合部31与插入部51的临时连接,在搬运的过程中不易脱落。
43.本实用新型的有益效果是:
44.通过上夹板1和下夹板9的设置,使多个异型工件相堆叠,对异型工件的外形进行限制,通过锁紧部7使上夹板1的位置固定,起到夹紧异型工件的作用,定位柱8的设置进一步避免异型工件的跑动与变形。
45.定位套4的设置起到固定定位柱8的作用,而观察槽41和刻度42的设置,是通过观察槽41观察定位柱8上端部在定位套4内的位置,并与一侧的刻度42相对应,可快速了解到所夹装异型工件的数量,便于数量的统计。
46.a提拉把3和b提拉把5的活动连接,可为锁紧部7套入连接柱进行让位,通过a提拉把3和b提拉把5的临时连接,使其便于抓握,以及对异型工件的搬运,而主抓握槽32和侧抓
握槽33的设置,不仅提高了抓握时的舒适度,也人为加固了a提拉把3和b提拉把5的临时连接。
47.通过本实用新型将异型工件固定夹紧后,随异型工件进行回火,避免了在回火过程中工件的变形,也替代了通过淬火压床矫正异型工件的变形,保障了异型工件产品质量的同时降低了制造成本,也提高了其生产效率。
48.以上对本实用新型的一个或多个实施例进行了详细说明,但所述内容仅为本实用新型的较佳实施例,不能被认为用于限定本实用新型的实施范围。凡依本实用新型申请范围所作的均等变化与改进等,均应仍归属于本实用新型的专利涵盖范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。