1.本实用新型涉及金属打包流水线以及金属打包车技术领域,具体为一种金属打包流水线及金属打包车。
背景技术:
2.为提高钢铁生产过程的废钢比,陈林权教授对废钢在铁水、钢水中的熔化进行了理论计算和分析,并进行实地验证。废钢在铁水中的熔化过程铁水温度通常在1250℃~1500℃,而废钢的熔点在1500℃以上。因废钢的熔点高于铁水的温度,根据废钢熔化的热力学模型及试验,认为废钢在铁水中的熔化过程如下:熔化初期,废钢与铁水的温差大,铁水在废钢表面发生凝固,形成凝固层;随着时间的延长,而废钢温度升高,表面的凝固层开始熔化;铁水中碳向废钢表面传质,形成渗碳层;废钢温度继续升高,废钢表面碳含量增加,熔点降低;当废钢表面渗碳层的熔点低于熔池温度时,废钢熔化形成液态。然后废钢表面重复凝固
→
渗碳
→
熔化,直至废钢全部熔化。所以废钢在铁水中熔化的限制环节是废钢表面的碳的传质。
3.废钢做成打包块,便于贮藏、运送及投炉收回再利用,而且损耗极低,是废钢加工的有效方式,但废钢打包块体积较大,内部密实,不利于传热、传质、传导、对流、辐射,也不利于人员观察废钢内部的成分。
4.目前有在废钢中添加燃料的压制方法,但是在对废钢进行熔炼的时候,燃料由于质量较轻且添加方式为直接添加在废钢中,会使燃料直接上浮至钢水表面,不能充分与废钢接触并发热,从而降低了废钢的熔炼效率。
5.另外现有技术中缺少对废钢的连续性打包作业,导致金属打包的效率比较低下,同时也没有可移动的金属打包设备,方便对废钢进行就地打包作业。
6.本实用新型针对现有的工艺予以研究改良,提供一种金属打包流水线及金属打包车,以期达到提高废钢块使用效率的技术效果。
技术实现要素:
7.(一)解决的技术问题
8.针对现有技术的不足,本实用新型提供了一种金属打包流水线及金属打包车,解决了以下技术问题:
9.1、现有技术中缺少对废钢的连续处理并最终处理为金属打包块;
10.2、现有技术中对废钢缺乏表面杂质的处理,最终导致金属打包块中的杂质过多;
11.3、废钢打包块由于体积大内部密实不利于传热、传导、对流、辐射;
12.4、废钢打包块由于体积大内部密实不利于观察内部成分;
13.5、在钢水中直接添加燃料会使燃料上浮在钢水表面,无法充分与废钢接触并发热;
14.6、金属打包机的尺寸较大不易于移动化处理。
15.(二)技术方案
16.为实现以上目的,本实用新型通过以下技术方案予以实现:一种金属打包流水线,用于将废钢处理为金属打包块,包括金属剪切模块、振打模块、制槽模块、装填燃料模块和打包模块;
17.所述金属剪切模块用于对废钢超长件剪切去除;
18.所述振打模块用于去除废钢表面的杂物;
19.所述制槽模块用于制造带槽结构的半金属打包块;
20.所述装填燃料模块用于将燃料加入半金属打包块的槽中;
21.所述打包模块用于将半金属打包块压制为内部具有封闭腔体的金属打包块,所述封闭腔体由两块半金属打包块的槽拼接而成。
22.优选的,所述制槽模块为带有制孔模具的金属打包机,所述金属打包机包括打包槽,所述打包槽内转动连接有压板,所述打包槽右端设置有压板液压缸支架,所述压板液压缸支架上转动连接有压板液压缸,所述压板液压缸的一端与压板铰接,所述打包槽内的右端设置有横压块,所述打包槽的右端设置有横压块液压缸,所述横压块液压缸贯穿打包槽的右端与横压块连接,所述打包槽的左端贯穿设置有纵压块,所述纵压块的外端连接有纵压块液压缸,所述纵压块的运动方向与横压块垂直。
23.优选的,所述制槽模具为双面模具,所述纵压块的数量为两个,且对称布置在打包槽的左端,所述压板下压面的末端设置有双面模具,所述双面模具的模具面与纵压块的压制面相对;
24.所述双面模具的顶面和底面为模具面,所述双面模具的顶面上设置有顶面腔体槽凸起、顶面安装槽凸起、顶面安装块压制槽,所述顶面安装槽凸起与顶面安装块压制槽对称布置;
25.所述双面模具的底面上设置有底面腔体槽凸起、底面安装槽凸起、底面安装块压制槽,所述底面安装槽凸起、底面安装块压制槽分别与顶面安装块压制槽、顶面安装槽凸起的位置相对应;
26.所述顶面腔体槽凸起与底面腔体槽凸起的位置对应;
27.所述顶面腔体槽凸起和底面腔体槽凸起用于在半金属打包块上压制腔体槽;
28.所述底面安装槽凸起和顶面安装槽凸起用于在半金属打包块压制安装槽;
29.所述顶面安装块压制槽和底面安装块压制槽用于在半金属打包块压制安装块;
30.所述安装槽与安装块过盈配合或过渡配合。
31.优选的,所述双面模具的顶面设置有顶面通孔槽凸起,所述双面模具的底面设置有底面通孔槽凸起,所述顶面通孔槽凸起与底面通孔槽凸起的位置相对应;
32.所述顶面通孔槽凸起和底面通孔槽凸起用于在半金属打包块压制通孔槽,两个所述通孔槽能够拼接成通孔。
33.优选的,所述横压块液压缸的末端与打包槽外壁右端的底部之间设置有伸缩杆,所述伸缩杆的左端与纵压块液压缸末端的右侧铰接,所述伸缩杆的左端的右端与打包槽外壁右端的底部铰接;
34.所述纵压块外套设有转动滑套,所述转动滑套的右端铰接有固定滑套,所述固定滑套设置在打包槽的外壁;
35.当伸缩杆收缩时,纵压块和纵压块液压缸以及转动滑套会向伸缩杆收缩的方向转动;
36.当伸缩杆伸长时,纵压块和纵压块液压缸以及转动滑套会向伸缩杆伸长的方向转动;
37.当纵压块和纵压块液压缸与打包槽外壁垂直时,转动滑套的左端与固定滑套的左端连接。
38.优选的,所述固定滑套内设置有压头,所述压头的一端为用于压制的平面,另一端设置有曲面a、所述纵压块的末端设置有与曲面a配合的曲面b,所述曲面b能够方便纵压块转入固定滑套内,当纵压块和纵压块液压缸与打包槽外壁垂直时,曲面a与曲面b重合。
39.优选的,所述固定滑套的内壁上开设有压头滑槽,所述压头滑槽延伸至打包槽内壁的左侧,所述压头通过滑块设置在压头滑槽内,所述压头滑槽远离打包槽的一端内设置有防止纵压块滑出的限位块。
40.优选的,所述转动滑套的左端开设有插孔a,所述固定滑套的左端开设有能够与插孔a重合的插孔b,所述固定滑套的左端与转动滑套的左端能够通过插销、插孔a、插孔b固定。
41.一种金属打包车,包括车体,所述车体上设置有金属打包流水线,所述装填燃料模块为自动加料机,所述打包模块为金属压缩机,所述金属压缩机包括打包筒,所述打包筒的底部贯穿设置有底部压缩缸,所述打包筒的上方设置有顶部压缩缸,所述打包筒的一侧设置有支撑柱,所述支撑柱上转动连接有转动板,所述转动板末端的底部与顶部压缩缸的上端连接,所述自动加料机包括料仓,所述料仓通过料仓支架设置在顶部压缩缸上方,所述料仓支架顶端的底部通过滑轨滑动连接有伸缩给料杆,所述伸缩给料杆与料仓连通;
42.所述振打模块为振动筛;
43.所述金属剪切模块为金属切割机。
44.(三)有益效果
45.本实用新型提供了一种金属打包流水线及金属打包车。具备以下有益效果:
46.(1)、设计出了带有振打功能的金属打包流水线,可以实现对废钢的连续化处理,并且也降低了最终金属打包块中的杂质成分;
47.(2)、双面模具的加入可以利用单台金属打包机打包出加入燃料以及带有通孔的金属打包块,有利于金属打包块在钢水中的传热速度,以及方便观察金属打包块内的成分;
48.(3)、对纵压块及其动力机构做折叠处理后,可以有效降低金属打包机的收纳宽度,对金属打包机的移动化处理提供了良好的基础;
49.(4)、双纵压块的设计可以将单块纵压块的运动行程缩短至原来的一半以上,进一步降低了纵压块动力机构的长度,为折叠处理提供了更为方便的条件。
附图说明
50.图1为本实用新型流水线流程示意图;
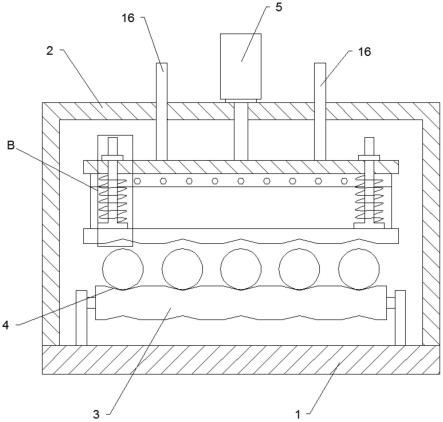
51.图2为本实用新型流水线结构示意图;
52.图3为本实用新型流水线结构剖视图;
53.图4为本实用新型流水线结构剖视图(带有双面模具);
54.图5为本实用新型金属打包机结构俯视图;
55.图6为双面模具结构示意图;
56.图7为双面模具结构主视图;
57.图8为双面模具结构示意图(无通孔槽凸起);
58.图9为本实用新型金属打包块结构示意图;
59.图10为本实用新型可收纳金属打包机结构俯视图;
60.图11为本实用新型可收纳金属打包机结构收纳状态俯视图;
61.图12为本实用新型压头结构示意图;
62.图13为本实用新型金属打包车结构示意图;
63.图14为打包槽内弧面结构示意图;
64.图15为打包步骤示意图。
65.图中:1、金属切割机;2、振动筛;3、机械手;31、轨道;4、双面模具;41、顶面安装槽凸起;411、底面安装槽凸起;42、顶面安装块压制槽; 421、底面安装块压制槽;43、顶面通孔槽凸起;431、底面通孔槽凸起;44、顶面腔体槽凸起a;441、底面腔体槽凸起a;45、顶面腔体槽凸起b;451、底面腔体槽凸起b;5、金属打包机;51、打包槽;511、锁孔;52、纵压块; 521、纵压块液压缸;522、伸缩杆;523、压头;524、转动滑套;5241、插孔a;525、固定滑套;5251、插孔b;5252、压头滑槽;53、压板;531、压板液压缸;532、压板液压缸支架;533、锁杆;54、横压块;541、横压块液压缸;6、车体;61、支撑伸缩架;7、自动加料机;71、料仓;72、料仓支架;721、支架支撑;73、滑轨;74、伸缩给料杆;8、金属压缩机;81、打包筒;82、底部压缩缸;83、支撑柱;84、转动板;85、顶部压缩缸。
具体实施方式
66.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
67.实施例1:实现本实用新型功能的最基本单元
68.一种金属打包流水线,用于将废钢处理为金属打包块,包括金属剪切模块、振打模块、制槽模块、装填燃料模块和打包模块;
69.金属剪切模块用于对废钢超长件剪切去除;
70.振打模块用于去除废钢表面的杂物;
71.制槽模块用于制造带槽结构的半金属打包块;
72.装填燃料模块用于将燃料加入半金属打包块的槽中;
73.打包模块用于将半金属打包块压制为内部具有封闭腔体的金属打包块,封闭腔体由两块半金属打包块的槽拼接而成(如图9)。
74.其中金属剪切模块可以采用现有技术中任意的金属剪切机或金属粉碎机。当然随着技术的进步,采用改进的金属剪切机、金属粉碎机也应当在本实用新型专利的保护范围内,如有企业或个人生产、销售、许诺销售、进口本实用新型专利又采用了新金属剪切机专利、金属粉碎机专利,应当获得本技术人以及新金属剪切机专利、金属粉碎机专利申请人的
双重许可。
75.实施例2:流水线的具体结构
76.振打模块为振动筛2;
77.金属剪切模块为金属切割机1;
78.制槽模块为带有制槽模具的金属打包机5,金属打包机5包括打包槽51,打包槽51内转动连接有压板53,打包槽51右端设置有压板液压缸支架532,压板液压缸支架532上转动连接有压板液压缸531,压板液压缸531的一端与压板53铰接,打包槽51内的右端设置有横压块54,打包槽51的右端设置有横压块液压缸541,横压块液压缸541贯穿打包槽51的右端与横压块54连接,打包槽51的左端贯穿设置有纵压块52,纵压块52的外端连接有纵压块液压缸521,纵压块52的运动方向与横压块54垂直;
79.装填燃料模块为自动加料机7,自动加料机7包括料仓71,料仓71通过料仓支架72设置在顶部压缩缸85上方,料仓支架72顶端的底部通过滑轨73 滑动连接有伸缩给料杆74,伸缩给料杆74与料仓71连通;
80.打包模块为金属压缩机8;金属压缩机8包括打包筒81,打包筒81的底部贯穿设置有底部压缩缸82,打包筒81的上方设置有顶部压缩缸85,打包筒81的一侧设置有支撑柱83,支撑柱83上转动连接有转动板84,转动板84 末端的底部与顶部压缩缸85的上端连接。
81.液压缸的动力可以采用本领域常规的液压系统作为动力来源。
82.振动筛2主要用于将切割后废钢上的杂质振下,避免后续在废钢冶炼过程中引入杂质,影响最终钢水的品质。
83.金属切割机1用于将较大的废钢切割为较小的废钢,方便后续的压制。
84.实施例3:带有双面模具的流水线
85.在实施例2的基础上,制槽模具为双面模具4,纵压块52的数量为两个,且对称布置在打包槽51的左端,压板53下压面的末端设置有双面模具4,双面模具4的模具面与纵压块52的压制面相对;
86.双面模具4的顶面和底面为模具面,双面模具4的顶面上设置有顶面腔体槽凸起、顶面安装槽凸起41、顶面安装块压制槽42,顶面安装槽凸起41 与顶面安装块压制槽42对称布置;
87.如图8:双面模具4的底面上设置有底面腔体槽凸起、底面安装槽凸起 411、底面安装块压制槽421,底面安装槽凸起411、底面安装块压制槽421 分别与顶面安装块压制槽42、顶面安装槽凸起41的位置相对应;
88.顶面腔体槽凸起与底面腔体槽凸起的位置对应;
89.顶面腔体槽凸起和底面腔体槽凸起用于在半金属打包块上压制腔体槽;
90.底面安装槽凸起411和顶面安装槽凸起41用于在半金属打包块压制安装槽;
91.顶面安装块压制槽42和底面安装块压制槽421用于在半金属打包块压制安装块;
92.安装槽与安装块过盈配合或过渡配合。
93.在此基础上,如果最终的金属打包块需要通孔结构,双面模具4的顶面设置有顶面通孔槽凸起43,双面模具4的底面设置有底面通孔槽凸起431,顶面通孔槽凸起43与底面通孔槽凸起431的位置相对应;
94.顶面通孔槽凸起43和底面通孔槽凸起431用于在半金属打包块压制通孔槽,两个
通孔槽能够拼接成通孔(如图6、图7)。
95.由于纵压块52的数量为两个,但是在打包槽51内的总行程没有发生变化,因此纵压块52的驱动机构纵压块液压缸521可以选择更短的缸体长度。
96.双面模具可以在半块金属打包块上压制出通孔槽、封闭槽、安装块以及安装槽,两个带有上述特征的半块金属打包块,可以将上述特征对上后注意安装槽应与安装块相对,进行压制形成带孔金属打包块,两个通孔槽组合为通孔,两个封闭槽组合为封闭腔,在进行两个半块金属打包块的压制之前可以在封闭腔内添加燃料来降低金属打包块熔化的对钢水温度的要求,同时也可以增加金属打包块的比例。
97.实施例4:具备折叠功能的金属打包机
98.在实施例2或实施例3的基础上,横压块液压缸541的末端与打包槽51 外壁右端的底部之间设置有伸缩杆522,伸缩杆522的左端与纵压块液压缸 521末端的右侧铰接,伸缩杆522的左端的右端与打包槽51外壁右端的底部铰接;
99.纵压块52外套设有转动滑套524,转动滑套524的右端铰接有固定滑套 525,固定滑套525设置在打包槽51的外壁;
100.当伸缩杆522收缩时,纵压块52和纵压块液压缸521以及转动滑套524 会向伸缩杆522收缩的方向转动;
101.当伸缩杆522伸长时,纵压块52和纵压块液压缸521以及转动滑套524 会向伸缩杆522伸长的方向转动;
102.当纵压块52和纵压块液压缸521与打包槽51外壁垂直时,转动滑套524 的左端与固定滑套525的左端连。
103.在实施例2的基础上采用此方案时,由于纵压块52的行程较长,所以纵压块液压缸521的缸体长度也较长,进而使伸缩杆522的长度较长,不方便进行伸缩折叠。
104.在实施例3的基础上采用此方案时,由于纵压块52的数量为两个,但是在打包槽51内的总行程没有发生变化,因此纵压块52的驱动机构纵压块液压缸521可以选择更短的缸体长度,从而可以选择更短的伸缩杆522,更方便对纵压块52及纵压块液压缸521进行折叠。
105.实施例5:为了方便纵压块52的转动
106.在实施例4的基础上,固定滑套525内设置有压头523,压头523的一端为用于压制的平面,另一端设置有曲面a、纵压块52的末端设置有与曲面a 配合的曲面b,曲面b能够方便纵压块52转入固定滑套525内,当纵压块52 和纵压块液压缸521与打包槽51外壁垂直时,曲面a与曲面b重合。
107.实施例6:为了方便压头523滑动
108.在实施例5的基础上,固定滑套525的内壁上开设有压头滑槽5252,压头滑槽5252延伸至打包槽51内壁的左侧,压头523通过滑块5231设置在压头滑槽5252内。
109.实施例7:为了防止压头523从压头滑槽5252内滑出
110.在实施例6的基础上,压头滑槽5252远离打包槽51的一端内设置有防止纵压块52滑出的限位块。
111.实施例8:为了固定固定滑套525的左端与转动滑套524的左端
112.在实施例4的基础上,转动滑套524的左端开设有插孔a5241,固定滑套 525的左端开设有能够与插孔a5241重合的插孔b5251,固定滑套525的左端与转动滑套524的左端能够
通过插销、插孔a5241、插孔b5251固定。
113.实施例9:带有本实用新型流水线的金属打包车
114.一种金属打包车,包括车体6,车体6上设置有实施例1~8中任意一个实施例的金属打包流水线。
115.金属切割机1和振动筛2可以通过支架安装在车体6上,金属切割机1 和振动筛2以及金属打包机5的动力可以采用车载动力,或者选择连接就地的电力柜来满足电力需求。
116.为了方便将废钢加入金属切割机,以及将金属打包块从打包槽51中取出,可以考虑在车体6上通过轨道31设置机械爪3。
117.实施例10:采用金属打包车的金属打包方法
118.采用实施例9中的一种金属打包车将废钢加工为金属打包块,包括如下步骤:
119.收纳步骤:
120.使伸缩杆522收缩,纵压块52和纵压块液压缸521以及转动滑套524向打包槽51的外壁的方向折叠;
121.展开步骤:
122.使伸缩杆522伸出,纵压块52和纵压块液压缸521以及转动滑套524向打包槽51的外壁的反方向展开,直至纵压块52和纵压块液压缸521与打包槽51外壁垂直,插孔a5241与插孔b5251重叠,将插销插入插孔a5241与插孔b5251,固定固定滑套525的左端与转动滑套524的左端;
123.准备步骤:
124.使车体6四周的支撑伸缩架61使车体6离开底面;
125.切割步骤:
126.将废钢放入金属切割机1的入口,废钢经过切割后从金属切割机1的出口进入振动筛2的进口;
127.振打步骤:
128.废钢进入振动筛2后经过振动筛2的振动后进入金属打包机5的打包槽 51内;
129.制槽步骤:
130.步骤一:启动压板液压缸531,使压板53压至水平,并使双面模具4与打包槽51的底部接触;
131.步骤二:启动横压块液压缸541,使横压块54压至打包槽51内壁的左端;
132.步骤三:同时启动两个纵压块液压缸521,使纵压块52在对应运动方向上对废钢进行压制;
133.步骤四:启动两个纵压块液压缸521使纵压块52向远离双面模具4的方向上运动一定距离,方便双面模具4撤出;
134.步骤五:启动压板液压缸531,使压板53垂直于打包槽51的底部,两块半金属打包块压制完成;
135.装填燃料步骤:
136.步骤一:将打包槽51内压制好的一块半金属打包块放入打包筒81中,并使其压制面朝上;
137.步骤二:启动自动加料机7将燃料通过伸缩给料杆74加入半金属打包块的被双面
模具4压制出的腔体槽中;
138.打包步骤:
139.步骤一:将打包槽51内另一块压制好的半金属打包块放入打包筒81中,并使腔体槽与腔体槽相对,安装块与安装槽相对;
140.步骤二:顶部压缩缸85通过转动转动板84至打包筒81上方,启动顶部压缩缸85,对打包筒81内两个堆叠的半金属打包块进行压缩,压缩至安装块与安装槽形变即可;
141.步骤三:取出打包筒81内的金属打包块,完成压制。
142.另外本领域技术人员在使用上述实施例中的设备时应当注意的点:
143.由于模具存在突出的面,因此在压制废钢时,为了防止模具的磨损,可以选择对硬度较低的废钢进行压制。
144.为了使下压板53与打包槽51固定,在下压板的末端设置有锁杆533并在打包槽51对应的位置开设锁孔511。
145.由于模具设置在下压板53下压面的末端,因此模具会有部分在下压板53 转动时被打包槽51的内壁阻挡,因此可以在打包槽51的内壁设置一定的弧度(如图14),具备弧度的这个弧面所在的圆心与下压板53转轴的轴心重合,方便模具的转动。
146.压制后如果安装槽、安装块不能将两块半金属打包块连接,则可以考虑在压制前在安装槽、安装块或贴合的表面涂一层胶水来方便连接。在特别难以结合的情况下,也可以选择焊接或点焊的方式将两块半金属打包块组合为带孔金属打包块。
147.综上所述,该金属打包流水线及金属打包车设计出了带有振打功能的金属打包流水线,可以实现对废钢的连续化处理,并且也降低了最终金属打包块中的杂质成分;双面模具的加入可以利用单台金属打包机打包出加入燃料以及带有通孔的金属打包块,有利于金属打包块在钢水中的传热速度,以及方便观察金属打包块内的成分;对纵压块及其动力机构做折叠处理后,可以有效降低金属打包机的收纳宽度,对金属打包机的移动化处理提供了良好的基础;双纵压块的设计可以将单块纵压块的运动行程缩短至原来的一半以上,进一步降低了纵压块动力机构的长度,为折叠处理提供了更为方便的条件。
148.需要说明的是,在实用新型的描述中,术语“上”、“下”、“左”、“右”、“前”、“后”等指示的方位或位置关系为基于附图所示对本实用新型结构的说明,仅是为了便于描述本实用新型的简便,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
149.对于本技术方案中的“第一”和“第二”,仅为对相同或相似结构,或者起相似功能的对应结构的称谓区分,不是对这些结构重要性的排列,也没有排序、或比较大小、或其他含义。
150.另外,除非另有明确的规定和限定,术语“安装”、“连接”应做广义理解,例如,连接可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个结构内部的连通。对于本领域的普通技术人员而言,可以根据本实用新型的总体思路,联系本方案上下文具体情况理解上述术语在本实用新型中的具体含义。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。