一种pc轧机精轧稳定性状态异常的在线识别与预警方法
技术领域
1.本发明涉及热轧技术领域,更具体地说,涉及一种pc轧机精轧稳定性状态异常的在线识别与预警方法。
背景技术:
2.热轧带钢生产过程中,精轧机稳定性是生产重点关注的问题,当轧机稳定性问题较轻时会造成影响生产效率,增加产品缺陷发生率;当稳定性问题严重时会影响生产稳定性,造成废钢事故的发生。
3.由于pc轧机对于控制带钢的凸度具有十分显著的功效,因而在热轧和冷轧具有广泛的应用。pc轧机的特点是上下轧辊成交叉状态,其交叉的角度最大达到1.5特,由于轧辊之间存在交叉,轧制过程中会产生较大的轴向力,这对轧机设备系统精度有很高的要求。当交叉设备精度产生偏差时易造成带钢跑偏等不稳定问题,对精轧机的稳定性会造成非常严重的影响。
4.当稳定性问题发生时,需要对产生问题的轧机设备及时处理,避免产生质量的进一步恶化。但由于热连轧精轧机组一般有7个机架,装备pc设备的机架一般3到7个,需要准确定位到具体的问题机架才能及时解决问题。
5.目前对于pc轧机稳定性状态的判断,主要通过停机时测量轧机两侧刚度偏差的方法,当偏差超出一定范围时认为该机架稳定性状态存在问题。这种方法存在两个问题:一是需要停机测量,二是测量时pc角度为0即轧辊不产生交叉,这与实际生产时pc角度不断变化的状态不一致,不能完全反映pc轧机动态变化对稳定性状态的影响。因此,容易出现错误判断情况,且判断结论存在滞后性且易出现大的损失。因此,如何方便且及时的实现稳定性异常的监测并准确预警是需要解决的关键问题。
6.在现有的专利申请中,如专利(申请)号201810322829.1公开了一种精轧稳定性控制方法,属于轧制工艺技术领域。所述精轧稳定性控制方法包括以下步骤:对精轧机负荷分配进行控制;对精轧机张力分配进行控制;对板带凸度比例进行控制;所述对板带凸度比例进行控制包括:根据机架间板型平直度控制理论,采用ci/hi=ci 1/hi 1公式,其中,ci为上游机架出口凸度,hi为上游机架出口厚度,i为第i机架号,机架间凸度分配应该是设定凸度1;当机架出口厚度大于7mm时,则采用ci/hi=(ci 1/hi 1)*该公式,所述δ为横向不均匀延伸系数。本发明精轧稳定性控制方法保证精轧轧制过程中的稳定性,解决了轧机振动问题与表面质量问题,中心线控制问题以及板型问题。该专利属于模型控制方法的利用,与本发明所涉及的技术领域和实现技术方法不相关。
7.又如专利(申请)号201610044456.7公开了一种pc轧机交叉辊系统交叉精度在线监测方法,涉及专门适用于金属轧机或其加工产品的控制设备或方法,尤其涉及一种利用热轧生产换辊过程的零调偏差数据监测pc轧机交叉辊系统交叉精度的方法,包括以下步骤:采集各机架的静压油柱偏差和转车油柱偏差;计算并通过判断机架的油柱偏差判断机架的交叉精度是否超限,实现对轧机交叉辊系统的交叉精度进行评估。本发明的方法能够
在系统不停机的情况下,通过对平时设备动作过程的数据分析,实现轧机交叉精度的在线监测;通过对机架多次零调的油柱偏差进行趋势分析,及时发现交叉精度较差、需要停机安排测量和标定的机架。可以改善pc轧机开轧的稳定性,确保整个轧制的稳定,保证最终成品质量稳定受控。该专利属于离线pc轧机交叉精度的测量,与本发明实现稳定性异常识别技术不相关。
技术实现要素:
8.针对现有技术中存在的上述缺陷,本发明的目的是提供一种pc轧机精轧稳定性状态异常的在线识别与预警方法,能够方便且及时的实现pc轧机精轧稳定性异常缺陷的识别,并实现长期在线监测与预警。
9.为实现上述目的,本发明采用如下技术方案:
10.一种pc轧机精轧稳定性状态异常的在线识别与预警方法:
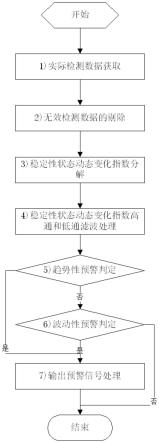
11.首先从基础自动化计算机获取一段时间内带钢的pc角、传动侧和工作侧的轧制力数据,进行无效数据剔除后,以所述pc角为自变量轧制力偏差为应变量进行线性分解,对分解后获得的稳定性状态动态变化指数进行高通和低通滤波处理,然后进行异常判别,最后根据预警阈值进行预警类型的判断,输出预警信号,将所述预警信号用于轧机稳定性状态异常的报警,提示技术人员进行及时处理。
12.较佳的,所述从基础自动化计算机获取一段时间内带钢的pc角、传动侧和工作侧的轧制力数据,具体如下:
13.从所述基础自动化计算机获取每块带钢各个机架头部一段长度的数据集,并按照公式(1)计算出所述传动侧和所述工作侧的轧制力偏差百分比diffp_j;
14.diffp_j=(pdj-pwj)pwj/*100
ꢀꢀꢀ
(1)
15.公式(1)中,pdj表示所述传动侧的轧制力数据,单位kn;pwj表示所述工作侧的轧制力数据,单位kn;j表示机架号。
16.较佳的,所述基础自动化计算机获取每块带钢各个机架头部10~20米的数据集。
17.较佳的,所述无效数据剔除具体如下:
18.将所述pc角小于0小和大于1.2,、所述轧制力小于4000kn和大于40000kn的数据剔除。
19.较佳的,所述应变量进行线性分解具体如下:
20.对获取的实际检测数据按照生产时间进行分组,以天为间隔,使用最小二乘法按照公式(2)对每天的数据组进行线性拟合,计算获得稳定性状态动态变化指数dynlndex;
21.diffp_ij=dynlndex_ij
×
pcact_ij sta_ij
ꢀꢀꢀ
(2)
22.公式(2)中,i表示按天为间隔分组的序号;j表示机架号;dynlndex_ij表示i天j机架的稳定性状态动态变化指数;pcact_ij表示i天j机架的pc角的数据;sta_ij表示i天j机架的稳定性状态静态变化指数。
23.较佳的,所述稳定性状态动态变化指数进行高通和低通滤波处理具体如下:
24.对dynlndex_ij进行高通、低通滤波,高通滤波后的数据为high_diffp_ij,低通滤波后的数据为low_diffp_ij。
25.较佳的,所述高通、低通滤波通过三阶巴特沃斯滤波器完成,低通滤波的截止频率
范围为0.06~0.08,高通滤波的截止频率范围为0.09~0.11。
26.较佳的,所述预警类型包括趋势性预警判断和波动性预警判断;
27.所述趋势性预警判断具体如下:
28.按照公式(3)计算预警评价当天的前n天low_diffp_ij的均值ave_low_diffp_ij,按照公式(4)计算偏离百分比diff_low_ij;
29.若diff_low_ij的绝对值大于趋势性预警阈值g_low,则判定为轧机稳定性趋势异常,发出预警信号;
[0030][0031]
diff_low_ij=(low_diffp_ij-ave_low_diffp_ij)/ave_low_diffp_ij*100(4)
[0032]
公式(3)中,n取值5~10;g_low取值6~10;
[0033]
所述波动性预警判断具体如下:
[0034]
按照公式(5)和(6)计算预警评价当天的前n天high_diffp_ij的均值ave_high_diffp_ij和标准差std_high_diffp_ij;
[0035]
若high_diffp_ij的绝对值大于波动性预警阈值g_high_ij,则判定为轧机稳定性波动异常,发出预警观察信号;
[0036][0037][0038]
公式(5)和(6)中,n取值30~60。
[0039]
较佳的,所述波动性预警阈值g_high_ij由公式(7)计算获得:
[0040]
g_high_ij=ave_high_diffp_ij 2
×
std_high_diffp_ij
ꢀꢀꢀ
(7)。
[0041]
较佳的,所述预警信号用于轧机稳定性状态异常的报警,提示作业员进行及时处理具体如下:
[0042]
将趋势性预警判断和所述波动性预警判断的输出给技术人员,对于所述趋势性预警判断的输出采用停机处理措施,对发出预警的机架进行修理;
[0043]
对于所述波动性预警判断的输出则对相应机架进行观察,若连续n天发出,则对发出预警的机架进行停机修理;
[0044]
n取值≥天。
[0045]
本发明所提供的一种pc轧机精轧稳定性状态异常的在线识别与预警方法,利用生产厂现有的检测设备及检测数据,不增加检测设备,能够在正常生产情况下,通过对pc角变化过程轧制力偏差变化趋势的分析,实现pc轧机稳定性的在线监测,及时发现稳定性较差、需要停机修理的机架,在不增加成本的情况下提高pc轧机精轧机组的生产稳定性,保证最终产品质量稳定受控。
附图说明
[0046]
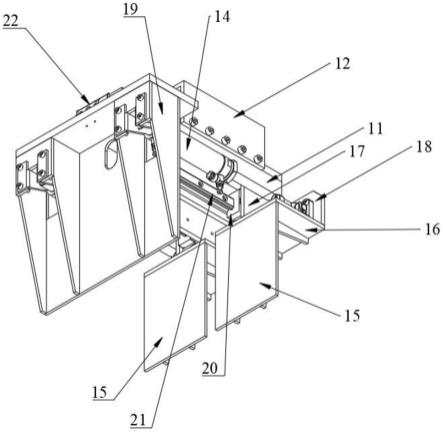
图1是本发明在线识别与预警方法的结构示意图;
[0047]
图2是本发明在线识别与预警方法实施例中稳定性状态动态变化指数结算结果的曲线示意图;
[0048]
图3是本发明在线识别与预警方法实施例中低通滤波后输出结果的曲线示意图;
[0049]
图4是本发明在线识别与预警方法实施例中高通滤波后输出结果的散点示意图;
[0050]
图5是本发明在线识别与预警方法实施例中偏离百分比输出结果的曲线示意图。
具体实施方式
[0051]
为了能更好地理解本发明的上述技术方案,下面结合附图和实施例进一步说明本发明的技术方案。
[0052]
结合图1示,本发明所提供的一种pc轧机精轧稳定性状态异常的在线识别与预警方法,包括以下步骤:
[0053]
1)实际检测数据获得:从过程控制计算机获取每块带钢各个机架头部一段长度(10~20米)的数据集,包括带钢号、生产时间(prod_date)、pc角(pcact_j,单位度)、工作侧轧制力(pwj,单位kn)、传动侧轧制实际数据(pdj,单位kn),并按照公式(1)计算出所述传动侧和所述工作侧的轧制力偏差百分比diffp_j;
[0054]
diffp_j=(pdj-pwj)pwj/*100(1)
[0055]
公式(1)中,pdj表示所述传动侧的轧制力数据,单位kn;pwj表示所述工作侧的轧制力数据,单位kn;j表示机架号。
[0056]
2)无效检测数据的剔除:将pc角小于0小和大于1.2检、轧制力小于4000kn和大于40000kn的数据剔除。
[0057]
3)稳定性状态动态变化指数分解:对获取的实际检测数据按照生产时间进行分组,以天为间隔,若每天生产的带钢数量小于50,则这组数据予以剔除。使用最小二乘法按照公式(2)对每天的数据组进行线性拟合,计算获得稳定性状态动态变化指数dynlndex;
[0058]
diffp_ij=dynlndex_ij
×
pcact_ij sta_ij
ꢀꢀꢀ
(2)
[0059]
公式(2)中,i表示按天为间隔分组的序号;j表示机架号;dynlndex_ij表示i天j机架的稳定性状态动态变化指数;pcact_ij表示i天j机架的pc角的数据;sta_ij表示i天j机架的稳定性状态静态变化指数。其中稳定性状态动态变化指数dynindex反映了随着pc角变化轧制力偏差的变化特性,能够表征pc轧机的稳定性状态变化,其大小能够衡量稳定性程度。
[0060]
4)稳定性状态动态变化指数进行高通和低通滤波处理:对dynlndex_ij进行高通、低通滤波,高通滤波后的数据为high_diffp_ij,低通滤波后的数据为low_diffp_ij。高通、低通滤波通过三阶巴特沃斯滤波器完成,低通滤波的截止频率范围为0.06~0.08,高通滤波的截止频率范围为0.09~0.11。
[0061]
5)趋势性预警判断:按照公式(3)计算预警评价当天的前n(取值5~10)天low_diffp_ij的均值ave_low_diffp_ij,按照公式(4)计算偏离百分比diff_low_ij;
[0062]
若diff_low_ij的绝对值大于趋势性预警阈值g_low(取值6~10),则判定为轧机稳定性趋势异常,发出预警信号;
[0063]
[0064]
diff_low_ij=(low_diffp_ij-ave_low_diffp_ij)/ave_low_diffp_ij*100(4)。
[0065]
6)波动性预警判断:按照公式(5)和(6)计算预警评价当天的前n(取值30~60)天high_diffp_ij的均值ave_high_diffp_ij和标准差std_high_diffp_ij;
[0066]
若high_diffp_ij的绝对值大于波动性预警阈值g_high_ij,则判定为轧机稳定性波动异常,发出预警观察信号;
[0067][0068][0069]
波动性预警阈值g_high_ij由公式(7)计算获得:
[0070]
g_high_ij=ave_high_diffp_ij 2
×
std_high_diffp_ij
ꢀꢀꢀ
(7)。
[0071]
7)输出预警信号处理:将步骤5和6)获得的预警判断结果输出给技术人员,对于所述趋势性预警判断的输出采用停机处理措施,对发出预警的机架进行修理;
[0072]
对于所述波动性预警判断的输出则对相应机架进行观察,若连续n(取值≥取)天发出,则对发出预警的机架进行停机修理。
[0073]
实施例
[0074]
以某热连轧产线精轧f4机架精轧稳定性状态异常的识别与预警实施例来进一步说明本发明在线识别与预警方法,以某年3月15日预警为例。
[0075]
1)从基础自动化计算机获取f4机架从某年2月1日开始的轧制力、pc角实测数据(单位kn),并计算出轧制力偏差百分比,共获取112678条数据。部分数据如下表所示。
[0076]
f4机架轧制力实测数据
[0077]
strip_nopdpwpcactprod_datediffp1231471528007273.2097127.5770.749xxxx02012.041231474544007351.3427548.9470.549xxxx0201-2.621231474543006901.7946861.6610.549xxxx02010.581231474545007208.4357419.6050.549xxxx0201-2.851231474546007141.3227167.0560.549xxxx0201-0.361231474547007383.2797543.9600.549xxxx0201-2.131231474548006996.3537044.0600.549xxxx0201-0.681231474549006688.3346726.1680.549xxxx0201-0.561231474550006545.5966536.2280.549xxxx02010.141231474551006817.1736755.9090.549xxxx02010.911231474552006685.3286687.9540.500xxxx0201-0.041231474553006739.3716738.8090.549xxxx02010.011231474554006382.6666462.7210.500xxxx0201-1.241231474555006643.8006652.2780.500xxxx0201-0.131231474556006294.8916243.6920.549xxxx02010.821231474557007226.0277304.5780.500xxxx0201-1.08
1231474558006697.7276534.3690.549xxxx02012.501231474559006591.6876569.1270.500xxxx02010.341231474560006396.6916280.0240.549xxxx02011.86
……ꢀꢀꢀꢀꢀ
[0078]
2)将pc角小于0度和大于1.2度、轧制力小于4000kn和大于40000kn的数据剔除,剔除后剩余112673条数据。
[0079]
3)对步骤2)处理后的数据天为间隔进行分组,以天为间隔,若每天生产的带钢数量小于50,则这组数据予以剔除,共分为43组。然后对每组的数据按照公式(2)进行线性拟合,计算获得稳定性状态动态变化指数dynindex_4,如图2所示。
[0080]
4)对步骤3)获得的dynindex_4进行高通、低通滤波,低通滤波器的截止频率使用0.08,高通滤波器的截止频率范围为0.10,输出结果如图3和图4所示。
[0081]
5)按照公式(3)计算ave_low_diffp_4,按照公式(4)计算偏离百分比diff_low_4,计算结果如图5所示。该年度3月13日diff_low_4的绝对值为7.09,大于趋势预警阀值g_low(取值6),判定为轧机稳定性趋势异常,发出预警信号。
[0082]
6)由于触发稳定性趋势异常预警,则输出趋势预警信号给技术人员,现场检查发现该机架pc交叉机构臼垫存在问题,安排在定修停机时间进行了更换处理。
[0083]
本技术领域中的普通技术人员应当认识到,以上的实施例仅是用来说明本发明,而并非用作为对本发明的限定,只要在本发明的实质精神范围内,对以上所述实施例的变化、变型都将落在本发明的权利要求书范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。