1.本发明涉及注塑设备技术领域,特别涉及一种用于家电制造的外壳注塑机设备。
背景技术:
2.注塑模具是一种生产塑胶制品的工具;也是赋予塑胶制品完整结构和精确尺寸的工具,注塑成型是批量生产某些形状复杂部件时用到的一种加工方法,具体指将受热融化的塑料由注塑机高压射入模腔,经冷却固化后,得到成形品。
3.在公开号为cn108515667a的中国发明专利申请中公开了一种用于家电制造的外壳注塑机设备,包括底座,所述底座的顶部固定安装有料筒装置,所述料筒装置包括壳体和顶盖,所述壳体的内部设置有搅拌轴,所述顶盖的左侧设置有电机,所述电机的转轴贯穿顶盖的左侧板与搅拌轴传动连接,所述搅拌轴的上表面设置有搅拌叶,所述壳体的内部分别设置有横杆和固定套环,所述壳体的内壁两侧均设置有凹槽,所述横杆的两端均延伸至凹槽内,所述壳体的内壁两侧均固定安装有预热装置,所述料筒装置的右侧设置有注塑箱,所述注塑箱的顶部设置有第一出气管,所述注塑箱的顶部固定安装有隔气箱,所述隔气箱的右侧设置有第二出气管,所述第二出气管的右侧设置有除气箱,所述除气箱的内部固定安装有若干个除味透气板,所述除气箱的内部设置有抽气机,所述抽气机的右侧设置有排气管。
4.针对上述中的相关技术,发明人认为存在以下缺陷:上述用于家电制造的外壳注塑机设备中,方便对家电外壳注塑原料进行预热,但当家电外壳注塑完毕后,上述设备难以对注塑完成后的家电外壳产品进行快速冷却,不利于热产品的脱模,降低了生产效率。
技术实现要素:
5.为了解决上述问题,本发明提供一种用于家电制造的外壳注塑机设备。
6.本发明的上述技术目的是通过以下技术方案得以实现的:一种用于家电制造的外壳注塑机设备,包括下基座、与下基座上表面固定的下模座、设置于下模座内的下模型壳、与下基座上表面固定的升降气缸、与升降气缸的活塞杆上端固定的上基座、与上基座底面固定的上模座以及设置于上模座内的上模型壳;所述下模座与上模座上共同安装有用于对下模型壳与上模型壳之间的家电外壳产品进行快速冷却的降温组件。
7.通过采用上述技术方案,在制作家电外壳产品时,工作人员只需将预热后的原料倒入下模型壳中,随后通过升降气缸控制上基座向上移动,以此使得上模座、上模型壳向下运动,从而便于上模型壳与下模型壳配合作用并对预热后的原料进行注塑加工成型。家电外壳产品注塑成型后,工作人员通过降温组件即可对家电外壳产品进行快速冷却降温,有利于热产品的快速脱模,提高了生产效率。
8.进一步的,所述下模座侧壁上固定并连通有加液管,所述降温组件包括设置于下模座内并位于下模型壳下方的螺旋降温管,所述螺旋降温管的两端均与冷却水系统连通,
所述螺旋降温管的主体部分呈螺旋状盘绕于下模座内。
9.通过采用上述技术方案,加液管的设置,以此便于工作人员向下模座内壁与下模型壳底部之间的内添加常温水,螺旋降温管的两端均与冷却水系统连通,以此对下模座内壁与下模型壳底部之间的水进行快速降温,使得常温水温度骤降,从而对下模型壳进行降温处理,以便对家电外壳产品进行快速降温,有利于热产品的快速脱模。此外,螺旋降温管呈螺旋状盘绕,增加了冷却水的行程,有利于提高冷却水对常温水的冷却效果。
10.进一步的,所述降温组件还包括与螺旋降温管的一端连通的三通管、与三通管远离螺旋降温管的一端连通的冷却液进管、与三通管靠近螺旋降温管的一端连通的输送管、与输送管远离三通管的一端连通的雾化器以及与雾化器固定并连通的冷风管,所述冷风管远离雾化器的一端贯穿上模座侧壁并延伸至上模座内顶部与上模型壳顶部之间的空间内。
11.通过采用上述技术方案,冷却液进管与冷却液系统连通,冷却液经过冷却液进管进入三通管,一部分冷却水由螺旋降温管进入下模座内,对下模座内壁与下模型壳底部之间的常温水进行降温,以对下模型壳内的家电外壳产品进行降温。另一部分冷却水由三通管进入输送管,随后由雾化器雾化,并由冷风管进入上模座内顶部与上模型壳顶部之间的空间内,雾化后的冷风对上模型壳顶部进行快速降温,进一步加快了家电外壳产品的降温速率。
12.进一步的,所述降温组件还包括与上基座上表面固定的电机,所述电机的输出轴贯穿上基座和上模座顶部并转动连接,所述电机的输出轴下端固定有扇叶。
13.通过采用上述技术方案,电机工作后,电机带动扇叶转动,以此使得雾化后的冷风在上模型壳顶部的空间内快速流通,有利于提高对家电外壳产品进行的效果。
14.进一步的,所述下模座内壁固定有浮球式液位计,所述下基座上表面固定有控制器,所述浮球式液位计和升降气缸均与控制器电连接。
15.通过采用上述技术方案,浮球式液位计能够对下模座内的液位进行实时监测,并将液位信息以电信息的方式传递给控制器,以此便于工作人员向下模座内添加少量的常温水,使得常温水的水位靠近但低于下模型壳底部的位置,降低了因常温水的存在,而使得下模型壳的温度降低,从而降低了因预热后的家电外壳制造原料未注塑成型而降温的概率。当冷却水通入后,冷却水进入螺旋降温管,相对于原有未添加冷却水的螺旋降温管而言,增大了螺旋降温管的总质量,使得常温水的水位升高,从而在快速降低常温水温度的同时,使得冷却后的水包围下模型壳,以此使得下模型壳内的家电外壳产品快速冷却降温。
16.进一步的,所述上模座底面与上模座内壁之间的相交处开设有上安装槽,所述上模型壳边缘贯穿设置有间隙配合的上螺栓,所述上安装槽内顶壁开设有供上螺栓螺纹连接的上螺纹孔;所述下模座上表面与下模座内壁之间的相交处开设有下安装槽,所述下模型壳边缘贯穿设置有间隙配合的下螺栓,所述下安装槽内顶壁开设有供下螺栓螺纹连接的下螺纹孔。
17.通过采用上述技术方案,上螺栓的设置,以此便于工作人员安装及拆卸上模型壳,下螺栓的设置,便于工作人员安装及拆卸下模型壳,从而便于工作人员快速更换下模型壳及上模型壳,以便工作人员根据所需生产的不同家电产品外壳来更换不同种类的上模型壳及下模型壳。
18.进一步的,所述下基座上安装有用于家电外壳产品脱模的脱模组件,所述脱模组件包括与下基座底面固定的顶起气缸,所述顶起气缸的活塞杆上端贯穿下基座和下模座均滑移连接,所述脱模组件还包括与顶起气缸的活塞杆上端固定的顶出块,所述下模型壳底部贯穿开设有供顶出块穿过的穿孔。
19.通过采用上述技术方案,家电外壳产品降温后,为便于产品脱模,工作人员只需调节顶起气缸,使得顶起气缸的活塞杆带动顶出块向上移动,以此使得顶出块顶出家电外壳产品以完成脱模工作,加快了家电外壳产品的脱模效率。
20.进一步的,所述顶出块侧壁固定套设有密封橡胶环,所述密封橡胶环外表面与穿孔内壁抵紧。
21.通过采用上述技术方案,密封橡胶环采用橡胶材料制成,密封橡胶环外表面与穿孔内壁抵紧,以此增强了顶出块侧壁与穿孔内壁之间的密封性,从而降低了家电外壳产品制造用原料从穿孔与顶出块侧壁之间的缝隙流出的概率。
22.进一步的,所述下模座底部设置有排液组件,所述排液组件包括与下模座底部固定并连通的出液管以及设置于出液管上的电磁阀。
23.通过采用上述技术方案,需要更换下模座内的水时,工作人员只需打开电磁阀,使得出液管导通即可。
24.综上所述,本发明具有以下有益效果:1、本技术中,在制作家电外壳产品时,工作人员只需将预热后的原料倒入下模型壳中,随后通过升降气缸控制上基座向上移动,以此使得上模座、上模型壳向下运动,从而便于上模型壳与下模型壳配合作用并对预热后的原料进行注塑加工成型。家电外壳产品注塑成型后,工作人员通过降温组件即可对家电外壳产品进行快速冷却降温,有利于热产品的快速脱模,提高了生产效率。
25.2、本技术中,加液管的设置,以此便于工作人员向下模座内壁与下模型壳底部之间的内添加常温水,螺旋降温管的两端均与冷却水系统连通,以此对下模座内壁与下模型壳底部之间的水进行快速降温,使得常温水温度骤降,从而对下模型壳进行降温处理,以便对家电外壳产品进行快速降温,有利于热产品的快速脱模。此外,螺旋降温管呈螺旋状盘绕,增加了冷却水的行程,有利于提高冷却水对常温水的冷却效果。
26.3、本技术中,冷却液进管与冷却液系统连通,冷却液经过冷却液进管进入三通管,一部分冷却水由螺旋降温管进入下模座内,对下模座内壁与下模型壳底部之间的常温水进行降温,以对下模型壳内的家电外壳产品进行降温。另一部分冷却水由三通管进入输送管,随后由雾化器雾化,并由冷风管进入上模座内顶部与上模型壳顶部之间的空间内,雾化后的冷风对上模型壳顶部进行快速降温,进一步加快了家电外壳产品的降温速率。
附图说明
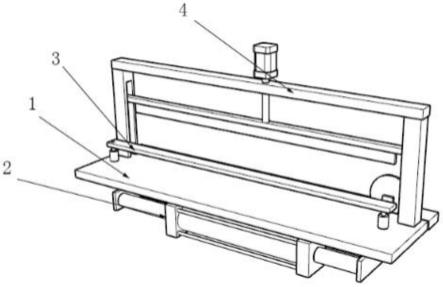
27.图1是本发明实施例的整体结构示意图;图2是图1用于凸显下基座底部结构的示意图;图3是本发明实施例用于凸显下模座内部结构的剖视图;图4是图3中a处的放大示意图;图5是图3中b处的放大示意图。
28.图中:1、下基座;11、下模座;111、下安装槽;1111、下螺纹孔;112、加液管;113、浮
球式液位计;12、升降气缸;13、支腿;14、控制器;2、下模型壳;21、下螺栓;22、穿孔;3、上基座;31、上模座;311、上安装槽;3111、上螺纹孔;4、上模型壳;41、上螺栓;5、降温组件;51、螺旋降温管;52、三通管;53、冷却液进管;54、输送管;55、雾化器;56、冷风管;57、电机;58、扇叶;6、脱模组件;61、顶起气缸;62、顶出块;621、密封橡胶环;7、排液组件;71、出液管;72、电磁阀。
具体实施方式
29.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述;显然,所描述的实施例仅仅是本技术一部分实施例,而不是全部的实施例,基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
30.如图1-5所示,本技术实施例公开一种用于家电制造的外壳注塑机设备,包括下基座1、下模座11、下模型壳2、升降气缸12、上基座3、上模座31、上模型壳4、降温组件5、脱模组件6以及排液组件7。下基座1为水平设置的长方形板状结构,其底面固定有四个呈矩形阵列分布的支腿13。下模座11为顶部开口的长方体形结构,下模座11底面与下基座1上表面固定,且下模座11内部中空。下模型壳2设置于下模座11内,其根据所需注塑的家电外壳产品而设计,下模座11上表面与下模座11内壁之间的相交处开设有下安装槽111,下模型壳2边缘贯穿设置有间隙配合的下螺栓21,且下安装槽111内顶壁开设有供下螺栓21螺纹连接的下螺纹孔1111,以此便于工作人员拧下下螺栓21,并根据所需制造的家电外壳产品而更换不同的下模型壳2。
31.升降气缸12的缸体底部与下基座1上表面固定,升降气缸12设有两个并对称分布。上基座3为水平设置的长方形板状结构,其底面与两个升降气缸12的活塞杆上端均固定。上模座31为底部开口的长方体形结构,其上表面与上基座3底面固定,且上模座31的内部中空。上模型壳4设置于上模座31内,其根据所需注塑的家电外壳产品而设计,上模座31底面与上模座31内壁之间的相交处开设有上安装槽311,上模型壳4边缘贯穿设置有间隙配合的上螺栓41,且上安装槽311内顶壁开设有供上螺栓41螺纹连接的上螺纹孔3111,以此便于工作人员拧下上螺栓41,并根据所需制造的家电外壳产品而更换不同的上模型壳4。
32.在本实施例中,下模座11侧壁上固定并连通有加液管112,以此便于工作人员向下模座11内壁与下模型壳2底部之间的内添加常温水。降温组件5共同安装于下模座11与上模座31上,用于对下模型壳2与上模型壳4之间的家电外壳产品进行快速冷却,且降温组件5包括螺旋降温管51、三通管52、冷却液进管53、输送管54、雾化器55、冷风管56、电机57以及扇叶58。螺旋降温管51的两端分别贯穿下模座11两侧的侧壁并固定,其设置于下模座11内并位于下模型壳2下方,螺旋降温管51的主体部分呈螺旋状盘绕于下模座11内。三通管52的一端与螺旋降温管51的一端连通,螺旋降温管51的另一端与冷却水系统连通。冷却液进管53的一端与三通管52远离螺旋降温管51的一端固定并连通,冷却液进管53的另一端与冷却水系统连通。输送管54的一端与三通管52靠近螺旋降温管51的一端连通,雾化器55与输送管54远离三通管52的一端连通,雾化器55固定于下模座11一侧的侧壁上。冷风管56的一端与雾化器55固定并连通,冷风管56远离雾化器55的一端贯穿上模座31侧壁并延伸至上模座31内顶部与上模型壳4顶部之间的空间内。电机57与上基座3上表面固定,电机57的输出轴贯
穿上基座3和上模座31顶部并转动连接,且扇叶58与电机57的输出轴下端固定。冷却液进管53与冷却液系统连通,冷却液经过冷却液进管53进入三通管52,一部分冷却水由螺旋降温管51进入下模座11内,对下模座11内壁与下模型壳2底部之间的常温水进行降温,以对下模型壳2内的家电外壳产品进行降温。另一部分冷却水由三通管52进入输送管54,随后由雾化器55雾化,并由冷风管56进入上模座31内顶部与上模型壳4顶部之间的空间内,电机57工作后带动扇叶58转动,以此使得雾化后的冷风在上模型壳4顶部的空间内快速流通,使得雾化后的冷风对上模型壳4顶部进行快速降温,进一步加快了家电外壳产品的降温速率。
33.为增强工作人员对下模座11内的液位进行把控,下模座11内壁固定有浮球式液位计113,下基座1上表面固定有控制器14,且浮球式液位计113和升降气缸12均与控制器14电连接。浮球式液位计113能够对下模座11内的液位进行实时监测,并将液位信息以电信息的方式传递给控制器14,以此便于工作人员向下模座11内添加少量的常温水,使得常温水的水位靠近但低于下模型壳2底部的位置,降低了因常温水的存在,而使得下模型壳2的温度降低,从而降低了因预热后的家电外壳制造原料未注塑成型而降温的概率。当冷却水通入后,冷却水进入螺旋降温管51,相对于原有未添加冷却水的螺旋降温管51而言,增大了螺旋降温管51的总质量,使得常温水的水位升高,从而在快速降低常温水温度的同时,使得冷却后的水包围下模型壳2,以此使得下模型壳2内的家电外壳产品快速冷却降温。
34.脱模组件6设置于下基座1上,用于家电外壳产品脱模,且脱模组件6包括顶起气缸61和顶出块62。顶起气缸61的缸体与下基座1底面固定,顶起气缸61的活塞杆贯穿下基座1和下模座11并滑移连接。顶出块62为圆块状结构,其轴线与顶起气缸61的活塞杆轴线重合,顶出块62底面与气缸的活塞杆上端固定,且下模型壳2底部贯穿开设有供顶出块62穿过的穿孔22。家电外壳产品降温后,为便于产品脱模,工作人员只需调节顶起气缸61,使得顶起气缸61的活塞杆带动顶出块62向上移动,以此使得顶出块62顶出家电外壳产品以完成脱模工作,加快了家电外壳产品的脱模效率。
35.为增强顶出块62与穿孔22之间的密封性,顶出块62侧壁固定套设有密封橡胶环621,且密封橡胶环621外表面与穿孔22内壁抵紧,密封橡胶环621采用橡胶材料制成,密封橡胶环621外表面与穿孔22内壁抵紧,以此增强了顶出块62侧壁与穿孔22内壁之间的密封性,从而降低了家电外壳产品制造用原料从穿孔22与顶出块62侧壁之间的缝隙流出的概率。
36.排液组件7设置于下模座11底部,排液组件7包括出液管71和电磁阀72。出液管71为竖直设置的圆管状结构,其上端与下模座11底部固定并连通,且出料管下端贯穿下基座1。电磁阀72设置于出液管71上并用于控制出液管71的通断,需要更换下模座11内的水时,工作人员只需打开电磁阀72,使得出液管71导通即可。
37.本实施例中一种用于家电制造的外壳注塑机设备的使用原理为:浮球式液位计113能够对下模座11内的液位进行实时监测,并将液位信息以电信息的方式传递给控制器14,以此便于工作人员向下模座11内添加少量的常温水,使得常温水的水位靠近但低于下模型壳2底部的位置,降低了因常温水的存在,而使得下模型壳2的温度降低,从而降低了因预热后的家电外壳制造原料未注塑成型而降温的概率。当冷却水通入后,冷却水进入螺旋降温管51,相对于原有未添加冷却水的螺旋降温管51而言,增大了螺旋降温管51的质量,使得常温水的水位升高,从而在快速降低常温水温度的同时,使得冷却后的水包围下模型壳
2,以此使得下模型壳2内的家电外壳产品快速冷却降温,有利于热产品的快速脱模,提高了生产效率。
38.以上所述仅是本发明的优选实施方式,本发明的保护范围并不仅局限于上述实施例,凡属于本发明思路下的技术方案均属于本发明的保护范围。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理前提下的若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。