一种fep膜材焊接装置
技术领域
1.本发明涉及细胞培养袋生产装置技术领域,尤其涉及一种fep膜材焊接装置。
背景技术:
2.近年来,随着干细胞研究、再生医疗的发展,要求大量制备临床用途的细胞。在培养细胞时,大多使用具备气体透过且阻隔水蒸气性能的细胞培养袋来替代烧杯或者培养皿。
3.专利申请公布号cn113321835a的发明专利公开了一种用于细胞培养袋的薄膜、制备工艺及细胞培养袋,属于生物医药领域,薄膜包括内层和外层,内层为改性eva淋膜层,外层为fep膜层,所述内层的厚度为0.03-0.10mm,外层的厚度为0.05-0.15mm;采用淋膜工艺在fep膜表面淋覆改性eva材料,并通过加热焊接的方法制得细胞培养袋。本发明的制备工艺简单,采用本发明的制备工艺得到的薄膜具有低的水蒸气透过率、高的氧气透过率和高的透光率,由薄膜制得的细胞培养袋抗菌抑菌能力好、机械强度高,因此使用性能好。
4.但是现有技术中fep膜材在生产fep膜时,仍旧存在较多缺点,由于fep的化学惰性极高,一般情况下较难对其进行加工,且由于加工工艺复杂,往往需要多次加工,多次加工容易造成生物袋的微粒污染的问题。为此,我们提出了一种fep膜材焊接装置来解决上述问题。
技术实现要素:
5.为了克服现有技术的上述缺陷,本发明提供一种fep膜材焊接装置,通过焊接工位组件可以将两片fep膜材一体成型,将两片fep膜材的多条边一次热熔焊接成型,形成生物袋体,以解决上述背景技术中提出的因多次加工造成生物袋的微粒污染、初始污染菌升高的问题。
6.为了实现上述目的,本发明采用了如下技术方案:一种fep膜材焊接装置,包括两组对称分布的张紧机构,张紧机构通过步进电机进行驱动,每组张紧机构包括四个导向滚辊,四个导向滚辊分布在梯形的四个边角位置处,四个导向滚辊外部缠绕设有高温布,两个高温布挤压并输送fep膜材依次穿过焊接工位组件、导管管体内加热装置和冷却工位组件,导管管体内加热装置安装在载具组件上,载具组件控制导管管体内加热装置移动。
7.在一个优选地实施方式中,所述焊接工位组件包括冷却下模具和冷却上模具,冷却下模具的表面开设有冷却腔,冷却下模具和冷却上模具的表面均开设有第一透气孔,冷却下模具和冷却上模具对应导管管体内加热装置的位置处均开设有两组第一过管口,每组第一过管口包括两个对称的第一导管口。
8.在一个优选地实施方式中,所述导管管体内加热装置包括安装座、石墨烯导热棒、石墨烯导热棒和温控探头,石墨烯导热棒的数量设置成至少两个并安装在导管管体内加热装置的一端部,热电偶的数量设置成至少两个,两个热电偶安装在导管管体内加热装置的另一端部,若干个热电偶中间的位置处安装有温控探头。
9.在一个优选地实施方式中,所述冷却工位组件包括焊接下模具和焊接上模具,焊接下模具的表面开设有焊接腔,焊接下模具和焊接上模具的表面均开设有第一透气孔。
10.在一个优选地实施方式中,所述载具组件包括底板、隔热板、支撑座、滑轨,滑轨安装在底板上方,支撑座与滑轨滑动连接,隔热板与支撑座固定连接,导管管体内加热装置安装在隔热板上方,隔热板通过支撑座和滑轨的配合在底板上方滑动。
11.与现有技术相比,本发明的有益效果为:
12.1、通过本发明设计的整体结构,利用焊接工位组件将fep膜材进行焊接,与现有技术相比,焊接工位组件可以将两片fep膜材一体成型,将两片fep膜材的多条边一次热熔焊接成型,形成生物袋体,避免因多次加工造成生物袋的微粒污染、初始污染菌升高的问题。
13.2、通过本发明设置的导管管体内加热装置和下方的载具组件,利用载具组件改变导管管体内加热装置的位置,与现有技术相比,解决硬导管与袋体焊接时无法焊牢、易泄漏的问题,并且通过控制导管管体内加热装置移动来控制导管管体内加热时间,提高焊接效率。
14.3、通过本发明设置的冷却工位组件,与焊接工位组件配合,将热焊接后的产品,转入冷却工位,提高袋体表面平整度、外观质量。
附图说明
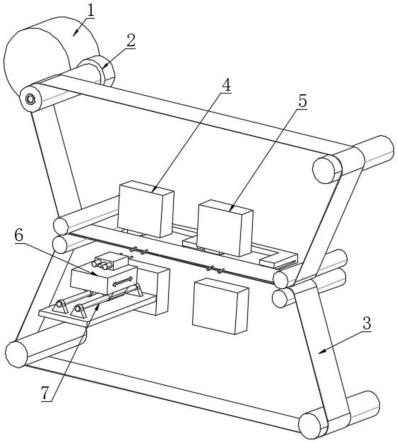
15.图1为本发明提出的一种fep膜材焊接装置整体结构示意图。
16.图2为本发明提出的焊接工位组件的爆炸图。
17.图3为本发明提出的焊接下模具的结构示意图。
18.图4为本发明提出的导管管体内加热装置安装在载具组件上的结构示意图。
19.图5为本发明提出的导管管体内加热装置的结构示意图。
20.图6为本发明提出的冷却工位组件的结构示意图。
21.图7为本发明提出的冷却下模具的结构示意图。
22.图中:1、步进电机;2、导向滚辊;3、高温布;4、焊接工位组件;5、冷却工位组件;6、导管管体内加热装置;7、载具组件;
23.41、冷却下模具;42、冷却上模具;43、冷却腔;44、第一透气孔;45、第一导管口;
24.51、焊接下模具;52、焊接上模具;53、焊接腔;54、第二透气孔;55、插接口;56、第二导管口;
25.61、安装座;62、石墨烯导热棒;63、热电偶;64、温控探头;71、底板;72、隔热板;73、支撑座;74、滑轨。
具体实施方式
26.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
27.如附图1-7所示,本实施例提供一种fep膜材焊接装置,请参照附图1,fep膜材焊接装置包括两组对称分布的张紧机构,张紧机构通过步进电机1进行驱动,步进电机1为现有技术,在此不过多赘述,每组张紧机构包括四个导向滚辊2,四个导向滚辊2分布在梯形的四个边角位置处,四个导向滚辊2外部缠绕设有高温布3,两个高温布3挤压并输送fep膜材依
次穿过焊接工位组件4、导管管体内加热装置6和冷却工位组件5,导管管体内加热装置6安装在载具组件7上,载具组件7控制导管管体内加热装置6移动。
28.参照图6-7,对本实施例中的焊接工位组件4进行具体的说明,焊接工位组件4包括冷却下模具41和冷却上模具42,冷却下模具41的表面开设有冷却腔43,冷却下模具41和冷却上模具42的表面均开设有第一透气孔44,冷却下模具41和冷却上模具42对应导管管体内加热装置6的位置处均开设有两组第一过管口,每组第一过管口包括两个对称的第一导管口45,通过高温布3输送的fep膜材经过焊接工位组件4时进入到冷却腔43中,之后冷却上模具42装配到冷却下模具41上方,从而对fep膜材进行热熔焊接,形成袋体,因此将生物袋体的多条边一次成型,可以避免因多次加工造成生物袋的微粒污染、初始污染菌升高。
29.参照图4-5,对本实施例中的导管管体内加热装置6进行具体的说明,导管管体内加热装置6包括安装座61、石墨烯导热棒62、石墨烯导热棒62和温控探头64,石墨烯导热棒62的数量设置成至少两个并安装在导管管体内加热装置6的一端部,热电偶63的数量设置成至少两个,两个热电偶63安装在导管管体内加热装置6的另一端部,若干个热电偶63中间的位置处安装有温控探头64,温控探头64为现有技术,在此不过多赘述,通过温控探头64时刻控制热电偶63和石墨烯导热棒62的热量,热电偶63通电产生阻抗,通过阻抗产生热量,并将热量传递至石墨烯导热棒62中,石墨烯导热棒62从导管的一端部插入从而从导管内侧对导管进行加热,导管的另一端部插入fep膜材组成的袋体之中,解决硬导管与袋体焊接时无法焊牢、易泄漏的问题。
30.参照图2-3,对本实施例中的冷却工位组件5进行具体的说明,冷却工位组件5包括焊接下模具51和焊接上模具52,焊接下模具51的表面开设有焊接腔53,焊接下模具51和焊接上模具52的表面均开设有第一透气孔54,当两个高温布3将两层的焊接工位组件4中焊接生成的袋体输送至焊接腔53中,之后,焊接下模具51和焊接上模具52配合将焊接腔53夹紧,进而对袋体进行冷却处理,减少因焊接温度高造成的袋体表面褶皱的情况,提高袋体表面平整度、外观质量。
31.参照图4-5,对本实施例中的载具组件7进行具体的说明,载具组件7包括底板71、隔热板72、支撑座73、滑轨74,滑轨74安装在底板71上方,支撑座73与滑轨74滑动连接,隔热板72与支撑座73固定连接,导管管体内加热装置6安装在隔热板72上方,隔热板72通过支撑座73和滑轨74的配合在底板71上方滑动,通过外界的控制系统带动支撑座73在滑轨74上移动,支撑座73移动带动隔热板72移动,进一步带动导管管体内加热装置6改变位置,从而控制导管管体内加热时间,提高焊接效率。
32.最后应说明的几点是:首先,在本技术的描述中,需要说明的是,除非另有规定和限定,术语“安装”、“相连”、“连接”应做广义理解,可以是机械连接或电连接,也可以是两个元件内部的连通,可以是直接相连,“上”、“下”、“左”、“右”等仅用于表示相对位置关系,当被描述对象的绝对位置改变,则相对位置关系可能发生改变;
33.其次:本发明公开实施例附图中,只涉及到与本公开实施例涉及到的结构,其他结构可参考通常设计,在不冲突情况下,本发明同一实施例及不同实施例可以相互组合;
34.最后:以上仅为本发明的优选实施例而已,并不用于限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
