1.本发明涉及一种用于织物平面产品的增材制造的方法,以及涉及一种三维打印的织物平面产品。
背景技术:
2.织物平面产品是含有纤维的产品,该产品通过各种不同常规方法加工成平面的结构。用于织物平面产品的最常见的制造方法是纺织、编结和打结。在大多数情况下,将丝线和/或纱线用作用于制造织物平面产品的原材料。然后,借助于上述方法之一将它们相互连接。
3.例如,在纺织时,将两个纤维系统的(即经纱和纬纱的)纤维或丝线交叉成纺织物,所述经纱和纬纱基本上横向地或甚至垂直地相互设置。而在编织时,纤维通过缠绕相互连接。
4.织物平面产品提供如下优点:该平面产品与其他平面材料相比是相对柔性的,因为纤维被设置成可相对彼此移动,或可相对彼此移位。如上所述的、可以由基本上彼此垂直设置的两个纤维系统所构成的纺织物通常形成由大量方形留空部(aussparung)构成的图案。这种纺织物在两个纤维系统之一的方向上实际上是非柔性的,但由于各个纤维彼此间的可相对移动性在与纤维系统成大致45
°
的角度时具有一定的柔性。
5.工件的增材制造(通常也称为3d打印)提供用于制造模型、原型、工具和最终产品的快速且廉价的途径。增材制造技术的特征在于:将材料逐层涂覆或者至少逐层形成,进而形成三维物体。
6.各种增材制造技术在现有技术中是已知的。属于最广泛采用的技术是:立体光刻(sla)、激光烧结(sls)、激光束熔化(lbm)、polyjet建模成型(polyjet或pjm)、多喷建模成型(mjm)或熔融成层(fdm)。
技术实现要素:
7.上述用于制造织物平面产品的常规方法的缺点在于:该方法在制造可变性方面(尤其在工业制造方面)受到严重限制。因此,例如,不容易可行的是:制造使用上述方法中的多种的织物平面产品。例如,不可行的是:制造由编织物和纺织物构成的组合。此外,纤维在该方法期间也不会简单地变化。因此例如有利的是:纤维在预设的部位处具有不同的宽度、直径、形状、高度、宽度和/或材料组分。
8.织物平面产品(例如纺织物或编织物)的上面已经提到的的柔性在一些情况下会是非常有利且期望的。当然,柔性的(尤其是可拉伸和/或可延展的)织物平面产品也可能是不利的,因为它们在较长时间使用时倾向于变形。特别是对于功能性的衣物而言,会期望在衣物的某些部位处提供纤维在此处一定的柔性,而在同一衣物的其他部位处则是不期望的。借助于常用的方法,在此必须在柔性方面做出妥协或者必须寻求昂贵的替代解决方案。
9.织物平面产品的增材制造是困难的,因为这种产品的各个纤维通常非常细,进而
纤维之间的距离(例如所谓的网眼)的尺寸被设计得非常小。由于这个原因,各个纤维在制造期间常常粘连,这就是为什么仍总是无法制造纤维的以下交叉的原因,其中所述交叉的特征在于纤维可以在交叉处相对于彼此自由移动。
10.因此,本发明的整体目的是:进一步改进在三维打印的织物平面产品和增材制造织物平面产品的方法的领域的现有技术,并优选完全或部分地克服现有技术的缺点。
11.在有利的实施方式中,提供一种用于织物平面产品的增材制造的方法,所述方法允许提供具有大量纤维状的结构的、三维打印的织物平面产品,其中纤维状的结构的至少一部分构成交叉部,在所述交叉部处纤维状的结构被设置成可相互移动,并且优选地在所述交叉部处不会材料配合地连接。因此,可相互移动地设置的结构在相应的交叉部处不构成任何固定的连结。
12.在其他的实施方式中,提供一种三维打印的织物平面产品,所述平面产品具有常规制造的纺织物、编织物和/或针织物的特性(尤其是柔性)。
13.该整体目的通过根据本发明的第一方面的、用于增材制造具有大量纤维状结构的织物平面产品的方法来实现。在此,根据本发明的方法包括如下步骤:创建初级产品的三维模型;根据初级产品的三维模型来增材制造初级产品。在此,在增材制造期间逐层施加制造材料。在至少两个纤维状的结构的至少一个预设的交叉位置处施加分离层材料(trennschicht
‑
material),该分离层材料能够从初级产品移除和/或失活(inaktivierbar)。本领域技术人员理解:制造材料典型地在增材制造开始时被施加到基底上,而该基底通常既不是初级产品的一部分,也不是织物平面产品的一部分。在初级产品的增材制造之后,该初级产品可以从基底移除。
14.在典型的实施方式中,制造材料和分离层材料的施加依次进行,特别是在时间上错开地进行。因此,制造材料和分离层材料典型地被不同时施加。
15.因此,可借助根据本发明的方法实现初级产品中各个纤维状结构的局部和/或临时的分离。分离层材料至少在增材制造期间防止制造材料的层接触。这在增材制造期间是特别有利的,因为这在交叉位置处局部地防止:纤维状的结构的、仍可流动或柔软的制造材料与另一纤维状的结构的制造材料被材料配合地连接。因为可以预先确定分离层材料的位置(即交叉位置),所以可以选择性地确定:在哪些部位处纤维状的结构不可相互移动,并且在哪些部位处其应当柔性地(即相对彼此可移动地)设置。因此,借助于根据本发明的方法可以制造具有尤其本身可变的柔性的织物平面产品。
16.根据本发明的织物平面产品表示如下产品,该产品形成大量纤维状的结构,该结构通过交叉部彼此连接。在一些实施方式中,织物平面产品可基本上由纤维状的结构构成。
17.交叉部通常是至少两个纤维状的结构的连接,然而这至少两个纤维状的结构并不材料配合地相互连接。特别地,纤维状的结构至少在交叉部处可相对彼此自由移动地设置。
18.初级产品的三维模型典型地基于cad(计算机辅助设计)创建。然后,可以将得出的cad数据转换为尤其可由用于随后增材制造的3d打印机读取的格式。
19.制造材料典型地表示主要构成用根据本发明的方法制造的织物平面产品的材料。在一些实施方式中,制造材料例如可以包括聚酯、聚酰胺、聚酰亚胺、芳族聚酰胺、聚丙烯酸、聚乙烯、聚丙烯、弹性纤维、尼龙、聚脲、聚苯硫醚、三聚氰胺或其混合物。此外,还可行的是:将相应的单体前体用作制造材料,例如丙烯酸甲酯,以生产聚丙烯酸。
20.生产材料和分离层材料典型地是不同的材料,所述材料尤其具有不同的化学特性和/或物理特性。
21.在一些实施方式中,在创建初级产品的三维模型时预设至少两个纤维状的结构的交叉位置。例如,交叉位置能够已经在cad数据中被预设或编程。
22.在本发明的上下文中,可移除的分离层是如下的层,所述层可以在没有大的机械力的耗费的情况下和/或在没有破坏/损坏所施加的制造材料、其空间结构、初级产品和/或所获得的织物平面产品的情况下被移除或分离。典型地,分离层可以化学地移除,例如通过溶解。替代性地,代替可移除的,分离层材料也被设计成可失活的。就本发明意义而言,切除、分离和类似的方法不被理解为术语“移除”。例如,可以想到的是:分离层材料可通过能量作用从第一活性状态转变为第二失活状态。这例如可以借助于电磁辐射实现。在失活的状态下,分离层材料例如会变得不稳定,尤其是变多孔、变脆或变液态,使得其随后可以从初级产品移除。为了移除分离层材料,通常在运行过程中出现的力是足够的。
23.典型地,分离层材料至少暂时防止:至少两个纤维状的结构在交叉位置处至少在初级产品的增材制造期间发生接触并且在此材料配合地连接。
24.在其他的实施方式中,分离层材料在后续的步骤中(即在初级产品的增材制造之后)被移除或替代性地被失活。
25.在其他的实施方式中,在增材制造期间,在至少两个纤维状的结构的制造材料的两层之间施加分离层材料。典型地,这在预设的交叉位置处发生。在分离层移除或失活之后,由此获得由制造材料构成的两个交叉的且可相对于彼此自由移动的纤维状的结构,所述结构至少在交叉部处不彼此材料配合地连接。
26.因此,典型地,在初级产品的增材制造期间,首先施加一层或多层的制造材料,随后在预设的交叉位置处施加一层或多层的分离层材料,并随后再次施加一层或多层的制造材料。此处,制造材料和分离层材料的施加优选依次地进行,尤其是不同时进行。可选地,该过程可以沿制造方向(即沿竖直方向)任意次地重复。
27.在其他的实施方式中,分离层材料包括可溶性聚合物,优选光敏聚合物(photopolymer)。例如,因此能够使用水溶性聚合物作为分离层材料,并且同时可以使用不溶于水的制造材料。然而,特别优选的是可溶于碱性或酸性溶液的分离层材料。在此,例如能够使用可溶性和/或可水解的聚酯或聚酰胺。聚酯或聚酰胺可以从初级产品中相对无残余物地移除。此外,碱性或酸性可溶性聚合物通常在中性水溶液中溶解性差,但在碱性或酸性溶液中溶解性非常好。相对于纯水溶性聚合物,这具有以下优点:在增材制造时不必严格省去水或必须避免其出现,以避免过早地和非期望地移除分离层材料。
28.在一些实施方式中,分离层材料可以通过浸入水性的(特别是酸性的或碱性的)浸浴中来移除。
29.光敏聚合物提供如下优点:在特定波长的辐射(尤其在uv
‑
vis范围内的辐射)作用的情况下,所述光敏聚合物的特性改变。因此,可使用如下光敏聚合物,即经过光辐照才变得可溶(特别是可水溶),或变得多孔,和/或变脆,进而可非常容易地从初级产品移除的光敏聚合物。使用光敏聚合物具有的优点是:光敏聚合物可以是非常有选择性的并且可以从制造材料被非常温和地移除。由此可以在交叉部处实现在两个纤维状的结构之间的非常精确的分离,而不会损坏所述结构。只要制造材料不同样是光敏聚合物,则该制造材料在移除
分离层材料时就基本上不会改变。替代性地,可以使用在光照射时被液化的光敏聚合物。例如,可以使用各种聚酯或聚酰胺作为光敏聚合物,即例如由丙烯酸2
‑
羟乙酯、n,n
‑
二甲基丙烯酰胺、二季戊四醇五丙烯酸酯、n,n
‑
二甲基
‑
1,3
‑
丙烯双丙烯酰胺所组成的聚合物或由丙烯酸衍生物(如丙烯酸2
‑
羟乙酯)和乙醇所组成的共聚物。
30.替代性地,能够将可移除的和/或失活的粉末或凝胶用作分离层材料。
31.在其他的实施方式中,分离层材料通过洗涤移除。在此,在碱性浴中洗涤已被证实为是尤其有效的,因为由此获得如下织物平面产品,其中各个通过分离层分离的纤维状的结构基本上未显示出材料配合的连接并且其中分离层材料可以被快速地完全移除。例如,这种碱性浴可以包括由氢氧化钠和可选的硅酸钠所构成的水溶液。根据分离层材料,也可以用酸性溶液实现洗涤。
32.在其他的实施方式中,织物平面产品包括纺织物、编织物和/或针织物。本领域技术人员理解:该术语不涉及制造方法,因为该织物平面产品不通过常规的织物方法(如编织、针织、打结或编结)来制造,而是涉及通过增材制造所获得的产品至少部分地具有纺织物、编织物和/或针织物的特性(尤其是纤维结构或纤维走向)。
33.例如,在创建三维初级产品时可以确定:织物平面产品应包括纺织物。在该情况下,选择预设的交叉位置,使得在移除分离层材料之后构成织物的结构和/或纤维走向。相对于常规的编织,根据本发明的方法的优点在于:在织物平面产品内,在不同区域中可获得不同的织物结构。例如,织物平面产品的一个区域可以构成为纺织物而另一区域则可以构成为编织物。
34.在根据本发明的方法中,具有可相互移动的纤维状的结构的织物结构(特别是交叉部)不通过常规的方法(尤其是机械方法,如针织、纺织或编结)来实现,而是直接通过增材制造并且优选通过移除分离层材料来实现。
35.根据其他的实施方式,在创建三维初级产品的模型时确定初级产品的连接点,其中在随后的增材制造时连接点没有分离层材料,和/或,确定交叉位置,其中在后续的增材制造中交叉位置用分离层材料覆层。这些实施方式具有的优点是:可以确定所制造的织物平面产品的区域或方向,所述区域是柔性的(例如可伸展的或可拉伸的),并且确定不可弯曲的进而非柔性构成的其他区域或方向。例如,可以将纺织物制造为织物基础结构,而该纺织物具有连接点,在这些连接点处将两个纤维状的结构材料配合地彼此连接。然而,附加地或替代性地,这种纺织物可以具有交叉部或者仅具有交叉部,使得纤维状的结构基本上在任何位置处都不材料配合地相互连接。根据本发明的方法所具有的优点是:可以精确地预先确定,织物平面产品在哪些区域中和/或在哪些方向上应当更刚性且不可弯曲地构成,而在哪些区域中和/或在哪些方向上应当柔性地构成。
36.例如,可以将连接点用于:沿着可预设的线或条来限制织物平面产品内的柔性。例如,如果在初级产品的三维模型中定义连接点的连续的线,则在增材制造期间在该处不施加分离层材料,使得在所述部位处相应的纤维状的结构材料配合地连接。
37.在其他的实施方式中,能够以0.01至0.3mm、优选0.05至1.5mm的厚度施加分离层材料。已经表明的是:所述厚度引起在增材制造期间至少两个纤维状的结构在交叉部处彼此间隔开足够远,使得在这些结构之间无法构成材料配合的连接。
38.在其他的实施方式中,以0.01至0.1mm、优选0.01至0.04mm的层厚度进行增材制
造。由此,实现对于有利地用作织物平面产品(例如作为衣物,如裤子、t恤或鞋)的应用的令人满意的分辨率。
39.增材制造优选地借助于选择性激光烧结(sls)、基于激光的立体光刻(sla)、polyjet或熔融成层(fdm)进行。然而,上述增材制造方法其他的特别变型也是可行的。
40.根据本发明的另一方面,该技术目的以一般性的方式通过根据本发明的三维打印的织物平面产品实现。根据本发明的三维打印的织物平面产品包含纤维状的结构,该结构通过交叉部彼此连接并且可相对彼此至少部分移动地设置。
41.在一些实施方式中,三维打印的织物平面产品可基本上由纤维状的结构构成。
42.本领域技术人员理解:三维打印的产品具有分层结构。如上所公开的那样,增材制造能够例如以0.01至0.1mm、优选0.01至0.04mm的层厚度进行。通常,在分层的结构中,生产材料的聚合物链水平地(即在层平面中)定向。此外,层厚度定义如下的层部分,该层部分在竖直方向上彼此上下设置。此外,分层的结构可以从外部可见或借助于成像方法使其可见。
43.此外,纤维状的结构可以相互融合和/或在端部处相互连接。
44.可按照根据本发明的方法的上述实施方式之一来制造三维打印的织物平面产品。
45.如已经说明的那样,至少两个纤维状的结构在交叉部处相对于彼此可移动地设置,即这些结构在交叉部处尤其是不材料配合地连接。
46.在一些实施方式中,交叉部包括打结部、扭结部、交织部和/或缠结部(或互锁部)。还可行的是:在其他的实施方式中,织物平面产品具有多个不同的交叉部。例如,织物可以在一定区域中仅具有缠结部并且在其他区域中仅具有交织部。由此可以单独地设计织物平面产品或由其制造的衣物的具体区域,而不必延迟制造和/或更高成本地设计。
47.在其他的实施方式中,各个纤维状的结构本身具有可变的厚度、可变的直径、可变的高度和/或宽度、和/或可变的横截面形状。因此例如可行的是:纤维状的结构在平面产品的一个部位处的横截面可以圆形地构成,而同一纤维状的结构在其他部位处的横截面可以有棱角地和/或扁平地构成。此外,各个纤维状的结构在预设的部位处可以具有加厚部,例如球形的加厚部,该加厚部可以尤其通过锚固(verhaken)来限制相对于织物平面形成物的另一纤维状的结构的移动。各个纤维状的结构的可变的厚度或可变的直径例如可以用于:加强或保护由织物平面产品制造的衣物的尤其承受负荷的部位。例如,在跑步时,鞋的上部材料中的褶皱常在同一部位出现,这使其对于纤维状的结构在该部位处易受断裂影响。因此,增大在该区域中的直径可以避免这种断裂。如果例如衣物在一部位处特别透气和/或特别柔性地构成,则减小纤维状的结构的厚度可能是有利的。
48.在其他的实施方式中,纤维状的结构在交叉部处不材料配合地连接。
49.在其他的实施方式中,织物平面产品包括具有第一和第二纤维系统的纺织物。在此,第一纤维系统和第二纤维系统的纤维状的结构横向地(尤其是相互垂直地)交叉。本领域技术人员理解:纤维系统包括多个纤维状的结构,这些结构在纤维系统内基本上彼此平行地设置。这种织物平面产品具有的优点是:其能够以与常规的通过织物编织制造的纺织物类似或相同的柔性的方式构成。这种平面产品在此可以朝两个纤维系统的方向非柔性地(即不可伸展地或不可拉伸地)构成,并且在至少两个其他方向上柔性地(即可伸展或可拉伸地)构成。
50.在其他的实施方式中,具有第一和第二纤维系统的、包含纺织物的织物平面产品
包含第三纤维系统。纤维状的结构与第一和第二纤维系统的纤维状的结构交叉。典型地,在此,第三纤维系统既不平行于第一纤维系统设置也不平行于第二纤维系统设置。例如可行的是:第三纤维系统可以与第一纤维系统和第二纤维系统以成40
°
至50
°
的角度(优选基本上45
°
的角度)设置。这种织物平面产品具有以下优点:其可以在三个水平方向上(即在相应纤维系统的所有三个方向上)都不可弯曲地、非柔性地和/或刚性地构成,而所述织物平面产品可以在另外的第四方向上柔性地构成。
51.在其他的实施方式中,织物平面产品包括具有如上所述的第一、第二和第三纤维系统以及附加地具有第四纤维系统的纺织物。所述第四纤维系统典型地不平行于第一、第二和/或第三纤维系统设置。例如,第四纤维系统可以横向于(优选垂直于)第三纤维系统设置。因此,获得在各个纤维系统的所有四个方向上非柔性地(即刚性地)构成的纺织物。
52.本发明的另一方面涉及一种衣物,该衣物包含根据以上公开内容的、根据本发明的三维打印的织物平面产品。特别地,衣物可以选自功能性服装(如摩托车服、运动服和消防防护服等)的领域。典型地,术语衣物包括外衣(例如t恤)、夹克、内衣和裤子,以及鞋子或长筒袜(尤其是运动鞋)。
53.本发明的另一方面涉及根据上述公开内容的三维打印的织物平面产品用于制造衣物的用途。
附图说明
54.根据在以下附图中示出的实施例和所属的描述更详细地阐述本发明的多个方面。
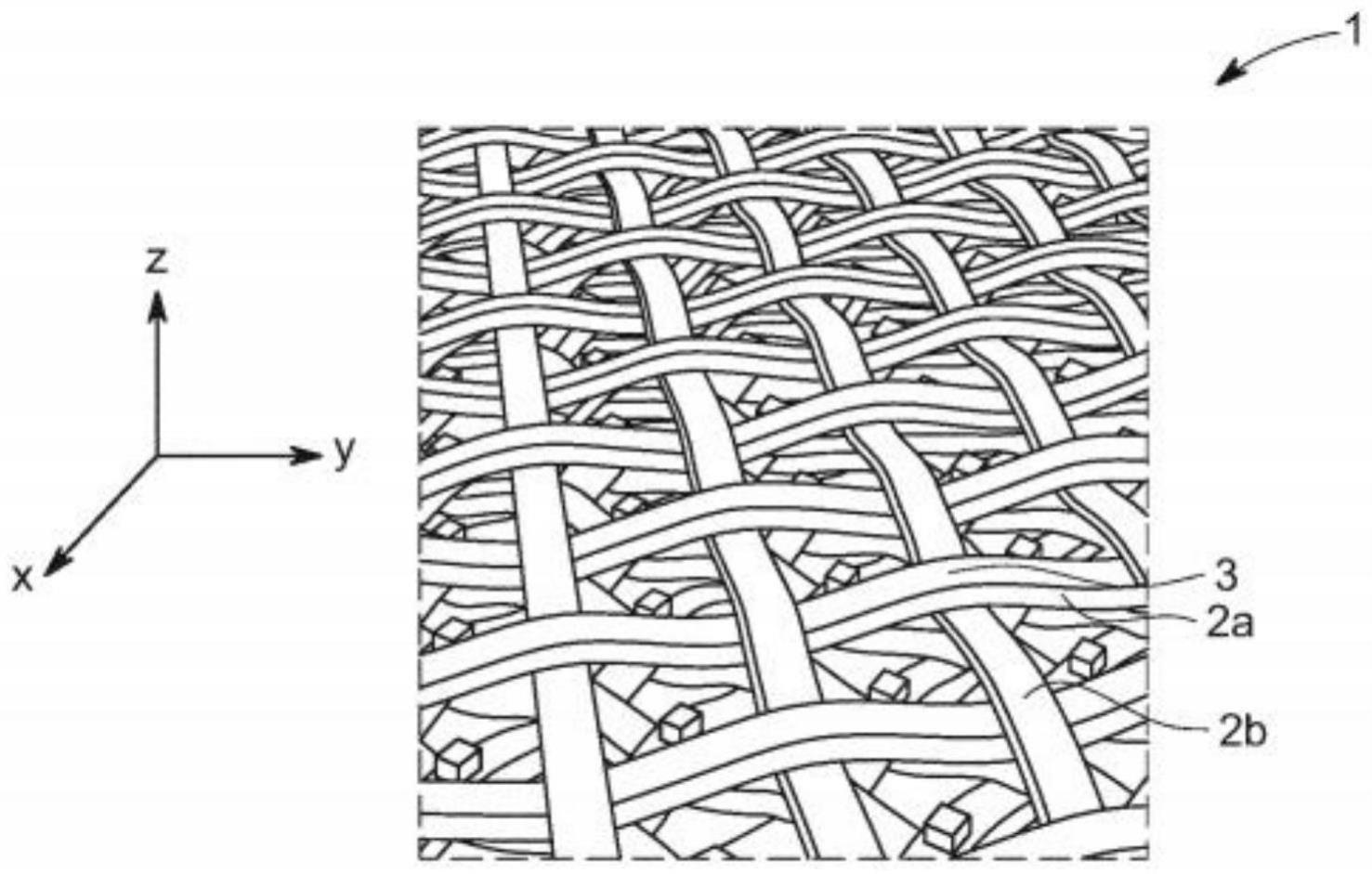
55.图1示出根据本发明的一个实施方式的三维打印的织物平面产品的部分视图;
56.图2示出根据本发明的另一实施方式的三维打印的织物平面产品的示意图;
57.图3示出根据本发明的另一实施方式的三维打印的织物平面产品的示意图;
58.图4示出根据本发明的另一实施方式的三维打印的织物平面产品的示意图;
59.图5示出根据本发明的另一实施方式的三维打印的织物平面产品的部分视图;
60.图6示出根据本发明的另一实施方式的三维打印的织物平面产品的部分放大图;
61.图7a示意性地示出根据本发明的一个实施方式的增材制造的初级产品的横截面图;
62.图7b示意地示出图1的三维打印的织物平面产品的横截面图。
具体实施方式
63.图1示出根据本发明的三维打印的织物平面产品1,该平面产品按照根据本发明的方法增材制造。如通过坐标系所示,织物平面产品1在x和y方向的水平平面中延伸。增材制造逐层地沿竖直方向(即沿着所示坐标系中的z轴线)进行。三维打印的织物平面产品1包含纤维状的结构2a和2b,这些结构通过交叉部3相互连接。在所示的实施方式中,交叉部构成为交织部。纤维状的结构2a和2b具有基本上矩形的横截面。如下图所示,纤维状的结构相对于彼此可移动地设置。
64.图2示出根据本发明的一个实施方式的三维打印的织物平面产品1的示意图。织物平面产品1包含通过交织相互连接的纤维状的结构。该纺织物在此包括在y方向上延伸的第一纤维系统。如所示的那样,第一纤维系统包括在y方向上延伸的、多个平行的纤维状的结
构。该纺织物还包括在所示坐标系的x方向上延伸的第二纤维系统。第二纤维系统在此具有多个在x方向上延伸的彼此平行的纤维状的结构。如通过箭头表明的那样,这种三维打印的织物平面产品1具有的优点是:所述平面产品在x方向和y方向都不是柔性的,然而分别相对于x或y方向成45
°
的角度是柔性的。因此,织物平面产品1无法沿打叉的箭头的方向伸展或拉伸,然而沿四个所示的对角箭头的方向伸展或拉伸。这例如可以在如下衣物中是有利的,所述衣物沿特定方向拉伸,然而在其他方向上应尽可能刚性地构成,以便例如支持进而促进和/或引导佩戴者的运动。如果这是期望的,则在制造三维平面产品时代替一些交叉位置可以确定连接点,在这些连接点处不施加分离层材料。在随后的增材制造中,这些连接点成为相应的交叉的纤维状的结构的材料配合的连接。因此,所实现的柔性在预设的位置处会中断。例如,在所述实施方式中或其他在此描述的实施方式中可以设有柔性分离线,该柔性分离线通过在制造时将连接点相应地设置在三维模型中来预设。
65.在图3中示出根据本发明的另一实施方式的三维打印的织物平面产品1的示意图。织物平面产品1同样包括具有第一和第二纤维系统的纺织物(见图2)。附加地,所示的三维打印的织物平面产品1具有另外的第三纤维系统。该第三纤维系统包括多个彼此平行设置的纤维状的结构,该结构相对于第一和第二纤维系统的纤维状的结构分别成基本上45
°
的角度设置。在此,三个纤维系统的纤维状的结构通过交叉部相互连接。如通过所示的打叉的箭头表明的那样,第三纤维系统引起:织物平面产品1在x方向和y方向上都不是柔性的,并且附加地在相对于x和y方向以基本上45
°
设置的另外的第三方向上不是柔性的。然而,织物平面产品1在一个方向上——即如通过两个对角箭头示出的方向上——柔性地、或可拉伸地和/或可伸展地设置。在当前的坐标系中,所述方向通过函数y=
‑
x的直线来描述。
66.在图4中示意性地示出根据本发明的三维打印的织物平面产品1的另一实施方式。织物平面产品1包括具有第一、第二和第三纤维系统的纺织物,如其在图3中已经示出的。附加地,织物平面产品5还包括具有彼此平行设置的纤维状的结构的第四纤维系统,所述纤维状的结构相对于第三纤维系统成90
°
设置并且相对于第一和第二纤维系统成45
°
设置。与图3的织物平面产品相比,这种平面产品基本上在所有方向上都非柔性地构成,因为第四纤维系统防止在y=
‑
x方向上的拉伸和/或伸展。这种平面产品同样可以通过将两个相互转动45
°
设置的三维打印的织物平面产品叠加来实现,如其在图2中所示。
67.在图5中示出根据本发明的三维打印的织物平面产品1,该织物平面产品可以按照根据本发明的方法来增材制造。如通过坐标系所示,织物平面产品1在x和y方向的水平平面5中延伸。增材制造逐层地在竖直方向上(即沿着所示坐标系中的z轴线)进行。三维打印的织物平面产品1包含纤维状的结构2a和2b,这些结构通过交叉部3相互连接。在所示的实施方式中,交叉部构成为扭结部,使得三维打印的织物平面产品1包括针织物或编织物。
68.在图6中示出在移除分离层材料后的针织物的照片。可见的是:纤维状的结构特别是在交叉部处没有材料配合地彼此连接。
69.图7a示出包括纤维状的结构2a和2b的增材制造的初级产品1'的横截面图,其中在纤维状的结构2a和2b的三个所示的交叉位置处将分离层材料4设置在所述结构之间。在此,分离层材料4防止:初级产品1'的纤维状的结构2a和2b在交叉位置处接触。
70.在图7b中示出图1的三维打印的织物平面产品1的沿着y
‑
z平面的横截面图。在此,可以通过从初级产品1'中移除图7a中所示的分离层材料4来制造织物平面产品。三维打印
的织物平面产品1的纤维状的结构2a和2b在此可相对于彼此移动地设置并且至少在交叉部处不材料配合地彼此连接。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。