1.本发明涉及一种布匹放卷、切割和叠放一体机构及方法,属于服装加工设备的技术领域。
背景技术:
2.布匹在纺织厂很多是以成卷出厂的,制衣厂买来布匹后,需要对布匹进行放卷,放卷后,将布匹切割成一块块矩形块,然后按照衣服需要裁切成对应的形状,最后,对切割好的布进行缝纫、制作衣服。但是,目前的布匹放卷和切割是两道独立的工序,通常为布匹放卷后,切割成的矩形块整整齐齐一张张叠放起来。切割时候,通常是很厚一沓布匹,在最上面一张布匹上画线,用电刀(旋转圆盘刀)对其切割,切割过程中由于人工操作,且电刀只能为从布匹的厚度方向切割,按照画线的路径朝前推进,在推进过程中,由于在上面或下面的布匹的叠放压力小,难免会出现裁切误差,无法准确把控住各层布匹切割的均匀一致,且该误差在实际生产中,并不好修补,只能是上面和下面一层或多层的布匹作为坏品扔掉处理,是个目前实际车间生产中还无法克服的问题。
技术实现要素:
3.为了解决上述技术问题,本发明提供一种布匹放卷、切割和叠放一体机构及方法,其具体技术方案如下:一种布匹放卷、切割和叠放一体机构,包括放卷辊、布匹、切割上辊、切割下辊、换向辊和收卷辊,所述切割上辊垂直接触位于切割下辊的上方,布匹卷套在放卷辊外部,布匹经过切割上辊和切割下辊之间,所述切割上辊和切割下辊的旋转方向为相向朝向布匹上游,经过换向辊换向后,收卷到收卷辊上。
4.进一步的,所述切割下辊的下方还设置有接布传送带,所述接布传送带上传送有硬塑板,所述切割上辊和切割下辊切割下来的布块掉落到硬塑板上。
5.进一步的,所述接布传送带的上游侧设置有上板传送带,所述上板传送带上游端设置有上板机构,上板机构将硬塑板逐个首尾对接地摆放上板传送带。
6.进一步的,所述接布传送带的下游端设置有承接框。
7.进一步的,所述承接框呈上面和一侧面敞开的矩形框体,其中敞开的一侧面正对着接布传送带。
8.进一步的,所述承接框的下方设置有气缸,所述气缸上方的剪刀升降杆举着承接框垂直升降移动。
9.进一步的,所述切割上辊和切割下辊的表面均设置有切割刀片,所述切割上辊和切割下辊旋转一周时,切割上辊和切割下辊的切割刀片在布匹上的切割路径形成一个完整的切割布块的边缘,且旋转切割过程中,切割上辊和切割下辊上切割刀片始终上下接触紧密靠近、相对切割。
10.布匹放卷、切割和叠放一体方法,具体包括以下步骤:
步骤1:安装如上述任一权利要求所述的布匹放卷、切割和叠放一体机构;步骤2:将布匹卷套设在放卷辊外周,放卷辊旋转时,能够将布匹卷的布匹放卷,布匹顺次经过切割上辊和切割下辊之间,绕过换向辊,最终缠绕在收卷辊上的收卷芯上;步骤3:硬塑板码在上板机构中,上板机构机械地逐个下放硬塑板,硬塑板在上板传送带和接布传送带均呈一个紧接着下一个排列,首尾相接;步骤4:切割上辊和切割下辊切割后的布块掉落到接布传送带上的一个硬塑板上,调整布匹的放布速度和接布传送带的前进速度的线速度一致,且硬塑板的长度与切割下来的布块的长度一致;步骤5:表面覆盖有切割布块的硬塑板移动到接布传送带的下游末端,在惯性力的作用下向前移动然后掉落到承接框中,气缸控制剪刀升降杆下降高度,确保承接框中最上面一层的硬塑板所在高度低于接布传送带上侧表面。
11.进一步的,所述接布传送带和上板传送带的传送速度相同。
12.进一步的,所述放卷辊、切割上辊、切割下辊和收卷辊均设置有独立的驱动电机,且放卷辊、切割上辊、切割下辊和收卷辊运行的线速度一致,布匹放收过程中均处于绷紧状态。
13.本发明的有益效果是:本发明实现了单层逐个切割布块,比传统的方法更快,且切割后的布匹连续收卷起来,可以用于后续其他小块布块的切割使用,提高布匹的利用率。传统的切割方法,将布匹切割成矩形后,在多层一起用电刀切割,导致边角料较多,造成布匹浪费。
14.本发明将布匹单层平铺于硬塑板上,在后续缝纫时,拿取裁切好的布块更加方便快捷。
附图说明
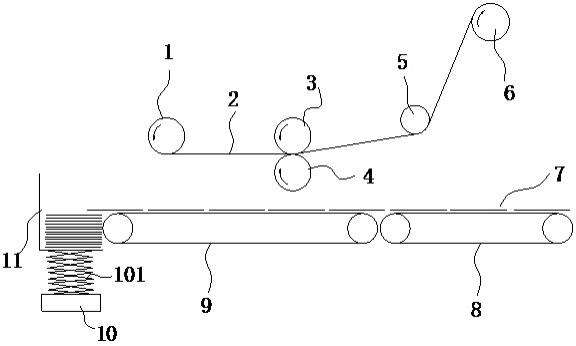
15.图1是本发明的整体分布状态图,图中:1—放卷辊,2—布匹,3—切割上辊,4—切割下辊,5—换向辊,6—收卷辊,7—硬塑板,8—上板传送带,9—接布传送带,10—滑板,101—滑板座,11—承接框。
具体实施方式
16.现在结合附图对本发明作进一步详细的说明。这些附图均为简化的示意图,仅以示意方式说明本发明的基本结构,因此其仅显示与本发明有关的构成。
17.如图1所示,本发明的布匹放卷、切割和叠放一体机构,包括放卷辊1、布匹2、切割上辊3、切割下辊4、换向辊5和收卷辊6,切割上辊3垂直接触位于切割下辊4的上方,布匹卷套在放卷辊1外部,布匹2经过切割上辊3和切割下辊4之间,切割上辊3和切割下辊4的旋转方向为相向朝向布匹上游,经过换向辊5换向后,收卷到收卷辊6上。本专利中,布匹放卷后绷紧传送,经由切割上辊3和切割下辊4切割出一块裁切的缝纫布块后,再次卷收起来,车间的碎布料明显减少,且收卷后的布料的切割后的片域可以再次规划切割小块的做衣服所需布块,避免了边角布匹的浪费,提高布匹的利用率。
18.切割上辊3和切割下辊4的表面均设置有切割刀片,切割上辊3和切割下辊4旋转一周时,切割上辊3和切割下辊4的切割刀片在布匹上的切割路径形成一个完整的切割布块的
边缘,且旋转切割过程中,切割上辊3和切割下辊4上切割刀片始终上下接触紧密靠近、相对切割。切割上辊3和切割下辊4表面均布满穿插的小孔,切割上辊3和切割下辊4的内部均设置鼓风机,朝外鼓风,鼓风机的位置固定,始终是朝向下鼓风,切割上辊3内始终朝向鼓风,确保切割下来的布块能够跟随切割下辊4旋转到下方,切割下辊4内始终朝向鼓风,确保被切割下辊4中的鼓风吹落到硬塑板上。切割刀片包括刀片和刀片座,刀片座的横截面呈凹字形,凹字形的底面通过螺钉拧紧固定于对应的切割上辊3和切割下辊4表面的小孔中,刀片与凹字形的一侧内壁固定,刀片的刀口露于凹字形侧壁顶面。切割时,切割上辊3和切割下辊4的刀片摩擦接触,相互微微错开,将布匹切割开。
19.切割下辊4的下方还设置有接布传送带9,接布传送带9上传送有硬塑板7,切割上辊3和切割下辊4切割下来的布块掉落到硬塑板7上。每个硬塑板7上接住一个完整的切割单元,当切割单元布块很小的,也可以是接多个切割单元布块。方便后续缝纫部分拿取切割单元布块,不会像以往的一大摞码一起,还要精心错开,费事费力。且通过硬塑板方便清点数量。
20.接布传送带9的上游侧设置有上板传送带8,上板传送带8上游端设置有上板机构,上板机构将硬塑板7逐个首尾对接地摆放上板传送带8。为了持续给接布传送带9供应硬塑板,在其上游设置一个连续供硬塑板的上板传送带8,便于实现机械连续作业。
21.接布传送带9的下游端设置有承接框11。承接框11呈上面和一侧面敞开的矩形框体,其中敞开的一侧面正对着接布传送带9。一侧面敞口方便硬塑板进入承接框,也方便工作人员在使用承接框中的硬塑板时,从侧面拿取。
22.承接框11的下方设置有气缸10,气缸10上方的剪刀升降杆101举着承接框11垂直升降移动。气缸10始终觉得承接框11中最上面一层硬塑板所在高度低于接布传送带9,使得硬塑板能够惯性前进掉落到承接框11中,且不影响最上面一层硬塑板上的布块。所以根据硬塑板的实际运行速度,调整到最佳的高度差(接布传送带9与承接框11中最上面一层硬塑板所在高度的高度差)。可见在运行中,设置气缸10的下降速度和硬塑板的叠放速度匹配,保证高度差保持不变。
23.布匹放卷、切割和叠放一体方法,具体包括以下步骤:步骤1:安装如上述的布匹放卷、切割和叠放一体机构;步骤2:将布匹卷套设在放卷辊外周,放卷辊旋转时,能够将布匹卷的布匹放卷,布匹顺次经过切割上辊和切割下辊之间,绕过换向辊,最终缠绕在收卷辊上的收卷芯上;步骤3:硬塑板码在上板机构中,上板机构机械地逐个下放硬塑板,硬塑板在上板传送带和接布传送带均呈一个紧接着下一个排列,首尾相接;步骤4:切割上辊和切割下辊切割后的布块掉落到接布传送带上的一个硬塑板上,调整布匹的放布速度和接布传送带的前进速度的线速度一致,且硬塑板的长度与切割下来的布块的长度一致;步骤5:表面覆盖有切割布块的硬塑板移动到接布传送带的下游末端,在惯性力的作用下向前移动然后掉落到承接框中,气缸控制剪刀升降杆下降高度,确保承接框中最上面一层的硬塑板所在高度低于接布传送带上侧表面。
24.接布传送带9和上板传送带8的传送速度相同。
25.放卷辊1、切割上辊3、切割下辊4和收卷辊6均设置有独立的驱动电机,且放卷辊1、
切割上辊3、切割下辊4和收卷辊6运行的线速度一致,布匹放收过程中均处于绷紧状态。
26.以上述依据本发明的理想实施例为启示,通过上述的说明内容,相关工作人员完全可以在不偏离本项发明技术思想的范围内,进行多样的变更以及修改。本项发明的技术性范围并不局限于说明书上的内容,必须要根据权利要求范围来确定其技术性范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。