一种用于focke-fx条盒包装机的条盒歪斜检测装置
技术领域
1.本实用新型涉及卷烟产品生产封装设备技术领域,具体涉及一种用于focke-fx条盒包装机的条盒歪斜检测装置。
背景技术:
2.focke-fx包装机是烟草行业广泛使用的高速硬盒包装机,原设备并未配备条盒歪斜检测装置,在使用该机型的包装机进行包装时,无法检测条盒在输送过程中是否发生歪斜,也无法将歪斜的条盒进行剔除,因此,歪斜条盒会连同成品烟包一起被送入下一道折叠包裹工序,由此生产出缺陷条盒,导致质量不达标,如果此缺陷烟条流入市场,必然会损害消费者利益。
技术实现要素:
3.针对上述问题,发明人提供了一种用于focke-fx条盒包装机的条盒歪斜检测装置,保证了产品质量的可靠性。
4.具体地,本实用新型是这样实现的:
5.一种用于focke-fx条盒包装机的条盒歪斜检测装置,包括:
6.歪斜检测传感器,位于包装转塔折叠套口两端,且与包装机控制系统连接,用于检测条盒纸两端折耳;
7.编码器,设于包装机传动凸轮上,且与包装机控制系统连接,用于确认包装转塔折叠套口内的条盒的位置信息;
8.条盒剔除装置,位于包装转塔下游的输送通道内,用于剔除歪斜条盒。
9.进一步地,所述条盒剔除装置包括:
10.剔除驱动装置,设于所述输送通道的一侧,且与包装机控制系统连接;
11.剔除摆杆,设于条盒提升器与输送通道的交汇处,且配置成绕竖轴转动,用于阻挡条盒;
12.废烟箱,设于所述输送通道末端,用于接收歪斜条盒。
13.进一步地,所述剔除驱动装置为气缸,所述气缸通过气缸固定支架设于所述输送通道上,其输出端设有连杆,所述连杆与剔除摆杆连接,用于带动所述剔除摆杆绕竖轴转动。
14.进一步地,两个所述歪斜检测传感器以间距可调的方式设于包装转塔折叠套口上。
15.进一步地,所述歪斜检测传感器通过安装板设置在包装转塔折叠套口两端,所述安装板配置成沿包装转塔折叠套口长度方向移动。
16.进一步地,所述歪斜检测传感器为光纤传感器,所述光纤传感器通过光纤信号放大器与包装机控制系统连接。
17.进一步地,所述光纤信号放大器通过安装支架固定在机架上。
18.本实用新型的工作原理:
19.在进行条盒包装时,盒烟带着条盒纸穿过包装转塔折叠套口后进入到包装转塔的模盒内,在此过程中,凸轮上的编码器通过光电转换将设备运转的机械几何位移量转换成数字量输出至包装机控制系统,包装机控制系统通过此数字量确认该条盒当前的位置信息,位于包装转塔折叠套口左侧和右侧的歪斜检测传感器会对该条盒纸两端折耳进行检测,当两个歪斜检测传感器同时检测到两端折耳时,确认该条盒正常,反之,则将该条盒判定为歪斜,当歪斜条盒输送到条盒剔除装置所在位置时,由条盒剔除装置将该歪斜条盒剔除。
20.与现有技术相比,本实用新型的有益效果:
21.本实用新型提供的用于focke-fx条盒包装机的条盒歪斜检测装置根据focke-fx的特点,采用在包装转塔折叠套口两侧的位置检测条盒两端折耳来确定条盒是否歪斜,并利用条盒剔除装置进行剔除,有效提高了质控准确性以及产品质量的可靠性。
附图说明
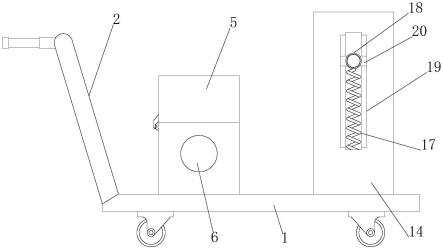
22.图1为实施例1中的包装机工艺流程示意图;
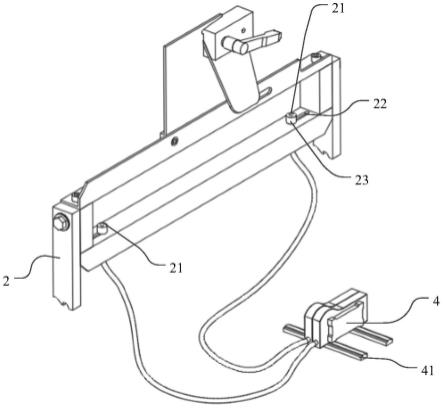
23.图2为实施例1中的条盒歪斜检测装置的安装示意图;
24.图3为实施例1中的包装转塔折叠套口的结构示意图;
25.图4为实施例1中的条盒剔除装置的安装示意图;
26.图5为实施例1中的条盒剔除装置的剔除示意图;
27.图6为实施例1中的条盒剔除装置的剔除工作原理示意图。
28.附图标记:
29.1-包装转塔;2-折叠套口;21-歪斜检测传感器;22-腰型槽;23-安装板;3-条盒纸;4-光纤信号放大器;41-安装支架;5-输送通道;51-推板;6-条盒提升器;71-气缸固定支架;72-气缸;73-连杆;74-剔除摆杆;75-废烟箱。
具体实施方式
30.下面通过具体实施方式结合附图对本实用新型作进一步详细说明。
31.实施例1
32.如图1-2所示,本实用新型提供了一种用于focke-fx条盒包装机的条盒歪斜检测装置,包括歪斜检测传感器21、编码器和条盒剔除装置,其中,如图3所示,歪斜检测传感器21位于包装转塔折叠套口2两端,且与包装机控制系统连接,优选地,两个歪斜检测传感器21均为光纤传感器,并通过光纤信号放大器4与包装机控制系统连接。光纤信号放大器4可通过安装支架41固定在包装机机架上。通过光纤传感器来检测条盒纸3两端折耳,并将其检测信号发送给包装机控制系统,当位于左侧和右侧的歪斜检测传感器21同时检测到条盒纸3两端折耳时,包装机控制系统确认该条盒正常,反之,则将该条盒判定为歪斜。为提高适用范围,歪斜检测传感器21可配置成沿折叠套口2长度方向移动,即在折叠套口2两端底板上开设腰型槽22,歪斜检测传感器21通过安装板23安装在腰型槽22上,安装板23与腰型槽22通过螺栓来进行固定,通过调整安装板23在腰型槽22内的位置来调整两个歪斜检测传感器21的间距,以满足不同条盒长度的检测需求。
33.进一步地,编码器设于包装机传动凸轮上,且与包装机控制系统连接,凸轮上的编码器通过光电转换将设备运转的机械几何位移量转换成数字量输出至包装机控制系统,包装机控制系统通过此数字量来确认该条盒当前的位置信息。
34.条盒剔除装置,位于包装转塔1下游的输送通道5内,用于剔除歪斜条盒。如图4-6所示,条盒剔除装置包括:剔除驱动装置、剔除摆杆74和废烟箱75,其中,剔除驱动装置为气缸72,气缸72通过气缸固定支架71设于输送通道5上,其输出端设有连杆73,连杆73与剔除摆杆74连接,通过气缸72来带动剔除摆杆74绕竖轴转动。剔除摆杆74设于条盒提升器6与输送通道5的交汇处。由于输送通道5的输送带采用间歇式的运动方式,因此,在输送带停顿时,条盒会受惯性影响向前滑动,因此,无需进行剔除时,剔除摆杆74可对正常条盒进行阻挡,避免条盒滑出提升工位,保证条盒提升器6的提升效果。废烟箱75设于输送通道5末端,用于接收歪斜条盒。
35.具体地,正常运行状态下,剔除摆杆74处于阻挡条盒的状态,当输送到提升工位的条盒被判定为歪斜条盒后,输送带正常不再停顿,同时气缸72伸出,带动剔除摆杆74摆动,使其沿竖轴转动,脱离对条盒的阻挡状态,此时,歪斜条盒会从被输送到输送通道5末端的废烟箱75内进行回收。
36.具体地,该装置的工作过程如下:
37.进行条盒包装时,盒烟带着条盒纸3穿过折叠套口2后进入到包装转塔1的模盒内,在此过程中,凸轮上的编码器会确认的该条盒的位置信息,同时位于折叠套口2两端的歪斜检测传感器21会对该条盒纸3两端折耳进行检测,当歪斜检测传感器21同时检测到两端折耳时,确认该条盒正常,反之,则将该条盒判定为歪斜,当歪斜条盒输送到提升工位时,输送带不再停顿,同时气缸72带动剔除摆杆74转动,不再阻挡条盒,歪斜条盒直接被输送带上的推板51推入废烟箱75内,剔除完成后,气缸72收回,使剔除摆杆74复位。
38.以上应用了具体个例对本实用新型进行阐述,只是用于帮助理解本实用新型,并不用以限制本实用新型。对于本实用新型所属技术领域的技术人员,依据本实用新型的思想,还可以做出若干简单推演、变形或替换。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。