1.本实用新型涉及电动工具生产设备技术领域,尤其涉及一种中间盖和转子总成的压装装置。
背景技术:
2.对于电动工具的生产安装涉及到众多生产制造环节,对于现有技术都是需要众多的人力以及相应各个独立设备完成,比如本公司永康市开邦工具有限公司在2022年04月01日申请的中国实用新型专利申请号2022207596491,一种头壳安装输出轴的总成压装装置,其只是对电动工具头壳总成的压装装置,然而现有对于电动工具电机转子两端的转轴上需要装上轴承和中间盖才能使用,因此轴承和中间盖的安装工序在电动工具厂家是必不可缺。目前,所需要转子、三个轴承以及中间盖,然后通过四个工位的分别压装,此种需要2米长的作业空间,不仅无效作业走动多,作业劳动强度大,作业效率低,而且产品品质不稳定,部件总成部分不能防呆,漏装错装率高,为此,许多生产厂家针对上述问题进行了研究和开发,但至今尚未有理想的技术在市场上面世。
技术实现要素:
3.(一)需要解决的技术问题
4.针对现有技术中的不足,本实用新型提供了一种中间盖和转子总成的压装装置,改善了现有技术中对转子、三个轴承以及中间盖四个分开独立工位的生产模式,由2m作业空间缩减至800mm,无效作业走动降至最低,作业劳动强度大幅降低,作业效率大幅度提升,产品品质稳定一致,部件总成部分彻底防呆,漏装错装率为零。
5.(二)需要解决的技术问题
6.为了实现上述目的,本实用新型所采取的技术方案是:
7.一种中间盖和转子总成的压装装置,包括工装固定台,所述工装固定台上设置有龙门架、上轴承输送机构和下轴承输料机构,所述龙门架上设置有压装组件,所述工装固定台上设置有定位座机构,所述压装组件包括设置在所述龙门架上的压装机以及和所述压装机并排设置的复合压装机,所述定位座机构包括转子定位座以及和所述转子定位座并排设置的中间盖定位座,所述转子定位座和所述中间盖定位座均连接于所述工装固定台上,所述工装固定台上设置有转运组件。
8.优选地,所述压装机和复合压装机上均设置有压力检测模组。
9.优选地,所述下轴承输料机构包括中心轴承输送带以及基脚轴承输送带;所述基脚轴承输送带出口端设置有取料机构和运料机构,所述取料机构将所述基脚轴承输送带出口端的基脚轴承抓取到运料机构中,所述运料机构将基脚轴承运送到所述中间盖定位座的中间盖对应安装位置的下方位置;所述中心轴承输送带的出口端设置有中心轴承推料组件和中心轴承转送组件,所述中心轴承输送带出口端的中心轴承通过中心轴承推料组件推送到中心轴承转送组件上。
10.优选地,所述取料机构包括水平运动组件、上下运动组件和抓取组件,所述水平运动组件上设置有所述上下运动组件,从而水平运动组件上带动上下运动组水平来回运动,所述上下运动组件上设置有所述抓取组件。
11.优选地,所述上轴承输送机构包括用于传输上轴承的输料组件,所述输料组件的出口端设置有上轴承卸料组件和上轴承转送组件,所述上轴承卸料组件将输料组件出口端的上轴承推动到上轴承转送组件上。
12.优选地,所述中间盖定位座包括设置在所述工装固定台上的支撑柱,所述支撑柱上设置有来回滑动的座体,所述座体上设置有用来放置中间盖的安装槽,且所述工装固定台上设置有支撑杆,所述支撑杆上设置有所述座体,且在所述支撑杆上设置有压缩弹簧。
13.优选地,所述支撑柱采用的是四个。
14.优选地,所述转运组件包括设置在所述工装固定台上的横向运动件以及设置在所述横向运动件上的垂直运动件,且所述垂直运动件上设置有搬运夹手。
15.优选地,所述龙门架下还设有全光栅、全异常声、光报警装置。
16.优选地,还包括内置的plc智能控制器,所述plc智能控制器均与所述上轴承输送机构、下轴承输料机构、压装机、复合压装机和转运组件相连接。
17.优选地,还包括用来安装所述工装固定台的机柜,所述机柜的下表面设置有滚轮。
18.(三)需要达到的技术效果
19.与现有技术相比,本实用新型的有益效果是:
20.其一,本实用新型包括工装固定台,工装固定台上设置有龙门架、上轴承输送机构和下轴承输料机构,龙门架上设置有压装组件,工装固定台上设置有定位座机构,压装组件包括设置在龙门架上的压装机以及和压装机并排设置的复合压装机,定位座机构包括转子定位座以及和转子定位座并排设置的中间盖定位座,转子定位座和中间盖定位座均连接于工装固定台上,工装固定台上设置有转运组件,此种改善了现有技术中对转子、三个轴承以及中间盖四个分开独立工位的生产模式,由2m作业空间缩减至800mm,无效作业走动降至最低,作业劳动强度大幅降低,作业效率大幅度提升,产品品质稳定一致,部件总成部分彻底防呆,漏装错装率为零。
21.其二,本实用新型包括工装固定台,工装固定台上设置有龙门架、上轴承输送机构和下轴承输料机构,龙门架上设置有压装组件,工装固定台上设置有定位座机构,压装组件包括设置在龙门架上的压装机以及和压装机并排设置的复合压装机,定位座机构包括转子定位座以及和转子定位座并排设置的中间盖定位座,转子定位座和中间盖定位座均连接于工装固定台上,工装固定台上设置有转运组件,各同系列产品快速便捷换型,巧妙利用磁性、锥度、定位销等技术实现作业人员无工具瞬间换型,最大幅度降低作业准备等待时间和需具备的换型技巧,降低对换型作业人员技能要求高。
22.其三,本实用新型龙门架下还设有全光栅、全异常声、光报警装置,全光栅、全异常声、光报警,遇异常专机智能全程任意节点停止后续作业,等待处理,有效预防专机故障扩大,提升处理时间,降低维护成本。
23.其四,本实用新型还包括内置的plc智能控制器,plc智能控制器均与上轴承输送机构、下轴承输料机构、压装机、复合压装机和转运组件相连接人工启动专机,内置plc智能自主开发程序全程智能监控作业过程和全自动完成作业,完成转子和中间盖总成。
附图说明
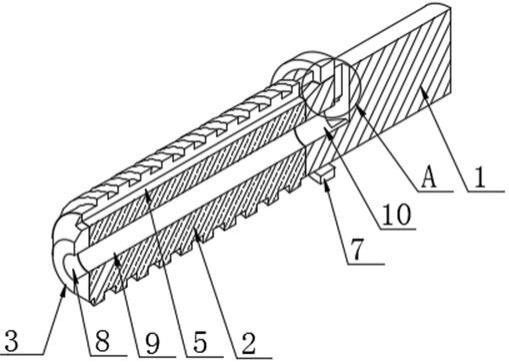
24.图1为本实用新型结构示意图。
25.图2为图1中a处局部放大示意图。
26.图3为本实用新型立体示意图。
27.图4为本实用新型工装固定台上的上轴承输送机构、压装组件、定位座机构和转运组件结构示意图。
28.图5为图4中b处局部放大示意图。
29.图6为本实用新型中心轴承输送带、取料机构、中心轴承推料组件和中心轴承转送组件的连接示意图
30.图7为图6中c处局部放大示意图。
31.图8为本实用新型中间盖结构示意图。
32.图9为本实用新型中间盖立体示意图。
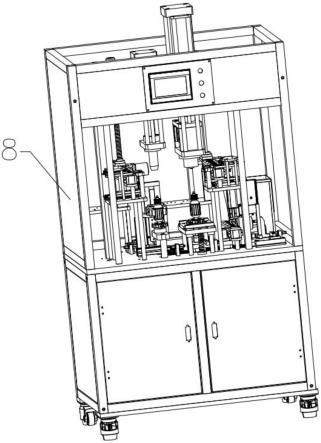
33.图10为本实用新型带有柜体实施例的结构示意图。
34.图11为本实用新型带有柜体实施例的立体示意图。
35.图中:1,工装固定台;2,龙门架;3,上轴承输送机构;4,下轴承输料机构;5,压装组件;6,定位座机构;7,转运组件;8,机柜;31,输料组件;32,上轴承卸料组件;33,上轴承转送组件;41,中心轴承输送带;42,基脚轴承输送带;43,取料机构;44,运料机构;45,中心轴承推料组件;46,中心轴承转送组件;51,压装机;52,复合压装机;53,压力检测模组;61,转子定位座;62,中间盖定位座;71,横向运动件;72,垂直运动件;73,搬运夹手;321,驱动气缸;322,驱动板;331,安装座;332,驱使气缸;431,水平运动组件;432,上下运动组件;433,抓取组件;441,安装台;451,推送气缸;452,推板;461,安装台;462,推动气缸;621,支撑柱;622,座体;623,支撑杆;624,压缩弹簧。
具体实施方式
36.在本实用新型的描述中,需要说明的是,当元件被称为“固定于”或“设置于”另一个元件,它可以直接在另一个元件上或者间接在该另一个元件上。当一个元件被称为是“连接于”另一个元件,它可以是直接连接到另一个元件或间接连接至该另一个元件上。
37.在本实用新型的描述中,需要说明的是,术语“中心”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该实用新型产品使用时惯常摆放的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位,以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,术语“第一”、“第二”、“第三”等仅用于区分描述,而不能理解为指示或暗示相对重要性。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本实用新型的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。“若干”的含义是一个或一个以上,除非另有明确具体的限定。
38.在本实用新型的描述中,还需要说明的是,除非另有明确的规定和限定,术语“设置”、“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介
间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
39.为使本实用新型的目的、技术方案和优点更加清楚明了,下面通过附图及实施例,对本实用新型进行进一步详细说明。但是应该理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限制本实用新型的范围。此外,在以下说明中,省略了对公知结构和技术的描述,以避免不必要地混淆本实用新型的概念。
40.实施例一:参阅图1和图3,一种中间盖和转子总成的压装装置,包括工装固定台1,工装固定台1上设置有龙门架2、上轴承输送机构3和下轴承输料机构4,龙门架2上设置有压装组件5,工装固定台1上设置有定位座机构6,压装组件5包括设置在龙门架2上的压装机51以及和压装机51并排设置的复合压装机52,定位座机构6包括转子定位座61以及和转子定位座61并排设置的中间盖定位座62,转子定位座61和中间盖定位座62均连接于工装固定台1上,工装固定台1上设置有转运组件7,转运组件7将压装机51上转子转运到复合压装机52上,在使用时,在转子定位座61上放置有转子以及在中间盖定位座62上放置有中间盖(如图8和图9所示),然后通过上轴承输送机构3将上轴承输送到压装机51上,然后通过压装机51将上轴承压入到转子定位座61上的转子上,与此同时,下轴承输料机构4中下轴承放入到中间盖定位座62的中间盖(如图8和图9所示)上,然后通过复合压装机52将其压紧,接下来通过转运组件7将转子定位座61上装载完成上轴承的转子转运到中间盖定位座62的中间盖上,然后通过复合压装机52将转子与中间盖压成在一起。
41.实施例二:如图1所示,可在实施例一的基础上,压装机51和复合压装机52上均设置有压力检测模组53,这样有利于通过压力检测模组53调整出相应压装机51和复合压装机52的压力,这样更好的进行压装。
42.实施例三:如图3、图4、图5和图6所示,可在实施例一或实施例二的基础上,下轴承输料机构4包括中心轴承输送带41以及基脚轴承输送带42;基脚轴承输送带42出口端设置有取料机构43和运料机构44,取料机构43将基脚轴承输送带42出口端的基脚轴承抓取到运料机构44中,运料机构44将基脚轴承运送到中间盖定位座62的中间盖对应安装位置的下方位置,其中取料机构43包括水平运动组件431、上下运动组件432和抓取组件433,水平运动组件431上设置有上下运动组件432,从而水平运动组件431上带动上下运动组件432水平来回运动,上下运动组件432上设置有抓取组件433,详细说明的是,水平运动组件431和上下运动组件432均采用的是本领域技术人员知晓的气缸和导轨等,因此在此就不必一一说明,上下运动组件432带动抓取组件433上下运动,这样通过此种来实现抓取组件433将基脚轴承输送带42的出口端上基脚轴承抓取运送到运料机构44上,从而运料机构44运送到中间盖定位座62的中间盖上,抓取组件433采用的是手指气缸和夹手等本领域知晓技术,而运料机构44采用的是用于放置基脚轴承的安装台441、导轨和气缸,这些技术本领域技术人员知晓;中心轴承输送带41的出口端设置有中心轴承推料组件45和中心轴承转送组件46,中心轴承输送带41出口端的中心轴承通过中心轴承推料组件45推送到中心轴承转送组件46上,中心轴承转送组件46运行到复合压装机52位置,复合压装机52向下运行取中心轴承转送组件46上的中心轴承,其中中心轴承推料组件45采用的是推送气缸451以及设置在推送气缸451上的推板452,而中心轴承转送组件46采用的是用来装载中心轴承的安装台461以及带动安装台461水平运动的推动气缸462,对于此种设置本领域技术人员知晓。
43.如图3、图4和图6所示,上轴承输送机构3包括用于传输上轴承的输料组件31,输料组件31的出口端设置有上轴承卸料组件32和上轴承转送组件33,上轴承卸料组件32将输料组件31出口端的上轴承推动到上轴承转送组件33上,然后上轴承转送组件33运送到压装机51下方位置,接下来压装机51抓取上轴承转送组件33上放置的上轴承,然后压装机51压装到转子定位座61的转子上。对于其中上轴承卸料组件32采用的是驱动气缸321以及设置在驱动气缸321上的驱动板322,而上轴承转送组件33采用的是用来装载上轴承的安装座331以及带动安装座331水平运动的驱使气缸332,对于此种设置本领域技术人员知晓。
44.实施例四:如图1、图2、图3、图4、图5、图6和图7所示,可在实施例一或实施例二或实施例三的基础上,中间盖定位座62包括设置在工装固定台1上的支撑柱621,支撑柱621上设置有来回滑动的座体622,座体622上设置有用来放置中间盖的安装槽,在本实施例中采用的是四个支撑柱621,有利于座体622在被复合压装机52进行向下压时候,使得座体622上放置中间盖以及中间盖和转子更加平稳,使得在下压的时候为座体提供强有力的支撑,且工装固定台1上设置有支撑杆623,支撑杆623上设置有座体622,且在支撑杆623上设置有压缩弹簧624,如图8和图9所示,当复合压装机52中装取的中心轴承以及运行到中间盖下方位置的基脚轴承,此时通过复合压装机52在将中心轴承安装到中间盖上时,由于下压座体622,这样对于下压后将基脚轴承也安装到中间盖上,最后当复合压装机52复位时,此时座体622由于支撑杆623上压缩弹簧624回弹力的作用进行复位,这样能够通过复合压装机52一次性下压运动,同时可将中心轴承和基脚轴承安装到中间盖上,节省了现有技术中人工或者分散的环节工序。
45.实施例五:如图7所示,可在实施例一或实施例二或实施例三或实施例四的基础上,转运组件7包括设置在工装固定台1上的横向运动件71以及设置在横向运动件71上的垂直运动件72,且垂直运动件72上设置有搬运夹手73,通过搬运夹手73将转子定位座61上完成上轴承安装的转子转运到中间盖定位座62完成中心轴承和基脚轴承安装的中间盖上,然后再通过复合压装机52对中间盖定位座62上的转子与中间盖进行下压合成固定在一起,这样就实现了对中间盖和转子的总成,自动化程度更高。对于横向运动件71和垂直运动件72均是采用气缸和导轨现有技术来实现的,因此本领域技术人员知晓,在此就不在说明。对于搬运夹手73采用的是气动手指和抓手,从而实现对转子定位座61上完成上轴承安装的转子进行抓料和卸料。
46.实施例六:如图10和图11所示,可在实施例一或实施例二或实施例三或实施例四或实施例五的基础上,龙门架2下还设有全光栅、全异常声、光报警装置,还包括内置的plc智能控制器,plc智能控制器均与上轴承输送机构3、下轴承输料机构4、压装机51、复合压装机52和转运组件7相连接,从而实现自动化控制。还包括用来安装工装固定台1的机柜8,机柜8的下表面设置有滚轮,通过机柜8有利于将设备集中,避免了杂乱无章,也有利于减少分散,且也有利于更好保护,同时通过滚轮更加有利于运输和移动。
47.本实用新型中机柜8中三个轴承(上轴承、中心轴承和基脚轴承)同步压入(平面度精度0.02mm以下),轴承定位定力压入(0——500kg可调),完成上轴承安装的转子,通过转运组件7转运到中间盖定位座62的中间盖(完成了中心轴承和基脚轴承安装到中间盖)上,也就是通过已经压入轴承的中间盖内孔压入(通过可控力0——200kg可调),最终通过复合压装机52对转子和中间盖的压成(轴承类自动上料,转子手动送料,压装力超差、各种缺料
或异常、作业料件动作异常等均智能声、光报警等)。
48.本技术文件中使用到的标准零件均可以从市场上购买,各个零件的具体连接方式均采用现有技术中成熟的螺栓、铆钉等常规手段,全光栅、全异常声、光报警装置和控制器内部部件均采用现有技术中常规的型号,且其内部构造属于现有技术结构,工人根据现有技术手册就可完成对其进行正常操作,加上电路连接采用现有技术中常规的连接方式,在此不再作出具体叙述。
49.需要说明的是,尽管在本文中已经对上述各实施例进行了描述,但并非因此限制本实用新型的专利保护范围。因此,基于本实用新型的创新理念,对本文所述实施例进行的变更和修改,或利用本实用新型说明书及附图内容所作的等效结构或等效流程变换,直接或间接地将以上技术方案运用在其他相关的技术领域,均包括在本实用新型专利的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。