1.本实用新型涉及焊接领域,具体涉及一种保持架焊接工装。
背景技术:
2.目前轴承行业保持架有圆柱滚子保持架和圆锥滚子保持架,圆锥滚子保持架焊接时需考虑具有一定角度的工装,而圆柱滚子保持架则不需要角度,只需要能够提供压紧和翻身的工装即可,传统的分段式保持架承载能力有限,对轴承使用寿命有影响,相对于整体式保持架来说,整体式保持架具有诸多优点,然而整体式保持架整体结构无法撵环,只能使用分段式保持架焊接成为一个整体。
3.现有的焊接工装焊接时保持架常出现偏移和跳动,且工装需吊装设备进行翻转,导致出现保持架生产精度低以及效果不高的问题。
4.综上所述,急需一种保持架焊接工装以解决现有技术中保持架生产精度低以及生产效率不高的问题。
技术实现要素:
5.本实用新型目的在于提供一种保持架焊接工装,以解决现有技术中保持架生产精度低以及生产效率不高的问题,具体技术方案如下:
6.一种保持架焊接工装,包括夹板组件、径向固定组件、翻转组件以及伸缩组件;
7.所述夹板组件包括固定件和两组夹板,多段待焊保持架设置在两组夹板之间,且两组夹板上均设有焊接缺口,焊接缺口与待焊保持架的焊接部位对应设置;两组夹板通过固定件固定连接;所述径向固定组件设置在夹板上,用于待焊保持架的径向固定;所述翻转组件设置在伸缩组件上,通过伸缩组件带动翻转组件在竖向运动;翻转组件与夹板连接,用于带动两组夹板翻转。
8.以上技术方案优选的,多组径向固定组件沿待焊保持架的周向设置。
9.以上技术方案优选的,径向固定组件包括两组顶紧件,两组顶紧件分别与待焊保持架的内环面和外环面相抵。
10.以上技术方案优选的,所述顶紧件包括弧形顶板、滑移部以及螺栓;所述夹板沿待焊保持架的径向设有滑道,滑移部滑动设置在滑道内;弧形顶板与待焊保持架的内环面或外环面相抵;螺栓用于将弧形顶板、滑移部以及夹板固定在一起。
11.以上技术方案优选的,还包括气动手指;气动手指设置在周向相邻的两组待焊保持架之间;气动手指与弧形顶板相铰接。
12.以上技术方案优选的,所述夹板上设置有用于气动手指限位的弹性凸起。
13.以上技术方案优选的,所述夹板在其径向设置有长度刻度。
14.以上技术方案优选的,所述翻转组件包括动力件以及夹板抓手;所述动力件设置在伸缩组件上,动力件的输出端与夹板抓手连接;所述夹板抓手用于夹紧两组夹板。
15.以上技术方案优选的,所述夹板抓手上设有夹持稳定部;夹板上设有盲孔,夹持稳
定部插入盲孔内。
16.以上技术方案优选的,所述伸缩组件包括基座和伸缩件,伸缩件设置在基座上,动力件设置在伸缩件的伸缩端上。
17.应用本实用新型的技术方案,具有以下有益效果:
18.(1)本实用新型的保持架焊接工装包括夹板组件、径向固定组件、翻转组件以及伸缩组件;夹板组件包括固定件和两组夹板,本实用新型通过两组夹板和固定件的配合在轴向上夹紧待焊保持架,再通过径向固定组件实现待焊保持架的径向定位,能有效避免焊接过程中保持架出现偏移和跳动,从而能有效提高生产精度;在焊接需要进行翻转时,先通过伸缩组件带动夹板上升,再通过翻转组件带动夹板转动完成翻转,生产效率高,同时能避免重复装夹造成的变形以及装夹位置发生变化造成的误差。
19.(2)本实用新型通过沿待焊保持架的周向设置多组径向固定组件,能从多个方位对待焊保持架进行稳固,两组顶紧件能径向两侧顶紧待焊保持架,稳定性强;本实用新型的顶紧件设置成可滑动的形式,便于根据待焊保持架的不同规格改变顶紧位置,在顶紧件滑动调整完成后,通过螺栓螺母组件的配合,能快速实现顶紧件与夹板之间的固定,拆装方便。
20.(3)本实用新型通过气动手指张开一定的宽度,从而保证多组待焊保持架之间的间距一致,即气动手指能在弧形顶板定位时进行辅助定位,在定位完成后,将气动手指转动至非工作位置,避免其影响待焊保持架之间的焊接。
21.(4)本实用新型在夹板上设置弹性凸起,能对气动手指进行限位,避免在焊接时气动手指摆动至焊接部位影响焊接。
22.(5)本实用新型的夹板在待焊保持架的径向设置有长度刻度,长度刻度便于快速调整待焊保持架以及弧形顶板的位置,便于快速完成定位和固定。
23.(6)本实用新型通过动力件带动夹板抓手转动,夹板抓手从而能带动夹板转动,结构简洁;为了保证转动和焊接时的稳定性,在夹板抓手上设有夹持稳定部,夹持稳定部能插入夹板的盲孔内实现限位稳定。
24.除了上面所描述的目的、特征和优点之外,本实用新型还有其它的目的、特征和优点。下面将参照图,对本实用新型作进一步详细的说明。
附图说明
25.构成本技术的一部分的附图用来提供对本实用新型的进一步理解,本实用新型的示意性实施例及其说明用于解释本实用新型,并不构成对本实用新型的不当限定。
26.在附图中:
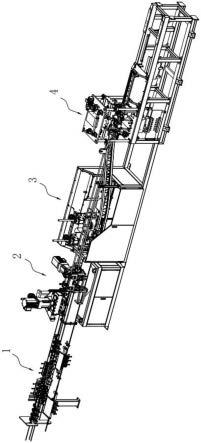
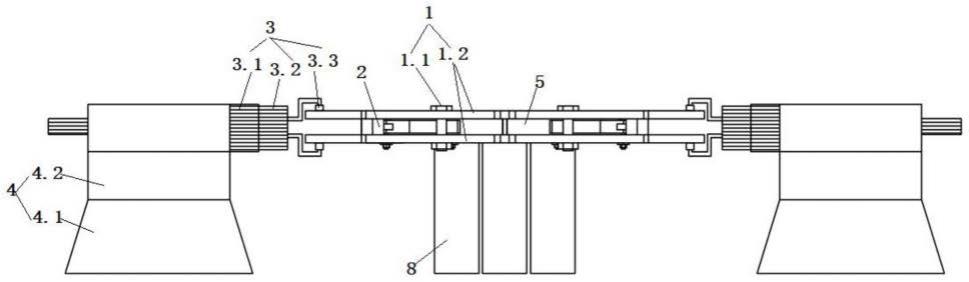
27.图1是本实施例的保持架焊接工装侧视图;
28.图2是图1的俯视图(未示意翻转组件和伸缩组件);
29.图3是图2未示意上夹板的俯视图;
30.图4是图3中a的放大图;
31.图5是图2中顶紧件的局部结构示意图(未示意螺栓);
32.其中,1、夹板组件;1.1、固定件;1.2、夹板;1.2a、焊接缺口;1.2b、滑道;1.2c、盲孔;2、径向固定组件;2.1、顶紧件;2.11、弧形顶板;2.12、滑移部;2.13、螺栓;3、翻转组件;
3.1、动力件;3.2、夹板抓手;3.3、夹持稳定部;4、伸缩组件;4.1、基座;4.2、伸缩件;5、待焊保持架;6、气动手指;6.1、夹爪;7、弧形连接板;8、支撑柱;9、弹性凸起。
具体实施方式
33.以下结合附图对本实用新型的实施例进行详细说明,但是本实用新型可以根据权利要求限定和覆盖的多种不同方式实施。
34.实施例:
35.一种保持架焊接工装,包括夹板组件1、径向固定组件2、翻转组件3以及伸缩组件4,如图1至图5所示,具体如下:
36.如图1和图2所示,所述夹板组件1包括固定件1.1以及两组夹板1.2,两组夹板1.2分别为上夹板1.2和下夹板1.2,两组夹板1.2均为圆形,在焊接时,多组固定件1.1(如固定螺栓)将上夹板1.2和下夹板1.2连接固定在一起,且两组夹板1.2将待焊保持架5(本实施例示意了四组待焊接的保持架)夹紧在中间,形成夹心式的结构,能在轴向对待焊保持架5进行限位;在上夹板1.2和下夹板1.2上均设置有焊接缺口1.2a,上夹板1.2的焊接缺口1.2a、下夹板1.2的焊接缺口1.2a以及相邻两组待焊保持架5的焊接位置在轴向(即夹板轴向)对应,外部焊接机构通过焊接缺口1.2a将两组待焊保持架5焊接在一起。优选在地面上设置有支撑柱8,便于在焊接时支撑夹板1.2。
37.如图3所示,所述径向固定组件2是用于在径向(即夹板径向)对待焊保持架5进行限位固定,保证焊接时的稳定;本实施例的径向固定组件2设置有多组,多组径向固定组件2沿夹板1.2的周向设置在两组夹板1.2之间,优选径向固定组件2与待焊保持架5一一对应。
38.如图3和图5所示,所述径向固定组件2包括两组顶紧件2.1,两组顶紧件2.1均滑动设置在夹板1.2上,一组顶紧件2.1与待焊保持架5的内环面相抵,另一组顶紧件2.1与待焊保持架5的外环面相抵,即两组顶紧件2.1从两侧顶紧待焊保持架5,实现径向定位和固定,顶紧件2.1具体是:顶紧件2.1包括弧形顶板2.11、滑移部2.12以及螺栓2.13;弧形顶板2.11的内弧面或外弧面与待焊保持架5的外周面或内周面相匹配(如外弧面与内周面相匹配),滑移部2.12以及弧形顶板2.11之间通过螺栓2.13连接,两组夹板1.2上均在其径向设置有滑道1.2b,滑移部2.12的上下两端分别滑动设置在滑道1.2b内,滑移部2.12能够带动弧形顶板2.11在径向滑动,从而便于根据不同的工况调节位置,在调节位置完成后,螺栓2.13的下端与螺母连接,螺母与夹板1.2相抵触,从而将滑移部2.12、弧形顶板2.11以及夹板1.2(如下夹板)固定在一起,进而能保证待焊保持架5的稳定。顶紧件2.1的高度小于待焊保持架5的厚度,能避免顶紧件2.1(即滑移部和弧形顶板)高出待焊保持架5,造成夹板1.2的夹紧失效。
39.本实施例优选的,如图3和图4所示,还包括气动手指6和弧形连接板7,气动手指6的两个夹爪6.1分别设置在周向相邻的两组待焊保持架5之间,气动手指6的作用是,能在待焊保持架5定位时张开一定的宽度(该宽度根据待焊保持架5之间设计的焊接宽度进行匹配),从而保证多组待焊保持架5之间的焊接宽度是一致的,生产精度更高;本实施例的气动手指6通过弧形连接板7与弧形顶板2.11相铰接,即弧形连接板7的一端与弧形顶板2.11铰接,气动手指6设置在弧形连接板7的另一端上,当所有的待焊保持架5被顶紧件2.1定位固定后,气动手指6的夹爪6.1相对靠近,然后通过铰接的弧形连接板7带动气动手指6转出待
焊保持架5的焊接位置(即转动至非工作位置),避免其影响焊接工作的进行。
40.本实施例中优选的,如图4所示,由于待焊保持架5的焊接端面一般为斜面,因此,将气动手指6的外侧面(具体是夹爪6.1的外侧面)设置为与焊接端面相匹配的斜面。
41.本实施例优选的,如图4所示,为了避免气动手指6在焊接过程中摆动至焊接位置,在夹板1.2上设置有弹性凸起9,弹性凸起9用于对弧形连接板7以及气动手指6进行限位。弹性凸起9参考现有的产品,例如弹性定位珠。
42.本实施例优选的,为了便于快速和精准的调整待焊保持架5以及顶紧件2.1的位置,在夹板1.2上设置有长度刻度(未图示),长度刻度的长度方向与夹板1.2的径向一致。
43.如图1所示,所述翻转组件3以及伸缩组件4的作用是便于焊接工装翻面焊接,本实施例的伸缩组件4和翻转组件3均为两组,具体如下:
44.如图1所示,两组伸缩组件4位于同一径向上,伸缩组件4包括基座4.1以及伸缩件4.2(伸缩件参考现有的伸缩油缸);基座4.1用于保证结构的稳定,伸缩件4.2的固定端固定在基座4.1上,伸缩件4.2的伸缩端上直接或间接与翻转组件3(具体是动力件3.1)连接,伸缩组件4的作用是带动夹板1.2以及待焊保持架5上升,制造夹板1.2的翻转空间。本实施例的基座4.1可以通过滑轨机构或现有技术中能实现滑动的结构进行水平滑动,以便于靠近或远离夹板1.2,避免阻碍两组夹板1.2进行连接固定。
45.如图1和图2所示,翻转组件3包括动力件3.1以及夹板抓手3.2;所述动力件3.1参考现有的旋转电机或旋转油缸,本实施优选为旋转油缸;动力件3.1设置在伸缩件4.2的输出端上;所述夹板抓手3.2固定设置在动力件3.1的输出端上,夹板抓手3.2用于夹紧和松开两组夹板1.2,本实施例的夹板抓手3.2参考现有的夹爪机构(例如气动手指);夹板抓手3.2的两个夹持端上均设置有夹持稳定部3.3(柱形),两个夹板1.2外侧的板面上均开设有盲孔1.2c(盲孔与夹持稳定部一一对应),盲孔1.2c的规格与夹持稳定板规格相匹配,夹紧时,夹持稳定板插入盲孔1.2c内,以保证夹板抓手3.2和夹板1.2之间的相对稳定。
46.本实施例的保持架焊接工装工作流程是:
47.步骤1、将下夹板1.2放置在支撑柱8上,将顶紧件2.1安装在下夹板1.2上;
48.步骤2、将第一组待焊保持架5放置在下夹板1.2上,并通过两组顶紧件2.1的弧形顶板2.11分别与该待焊保持架5的内环面和外环面相抵,再通过螺栓2.13和螺母的配合将顶紧件2.1固定在下夹板1.2上,完成第一组待焊保持架5的固定;
49.步骤3、第二组待焊保持架5放置在下夹板1.2上,其位于第一组待焊保持架5的一侧,根据夹板1.2上的长度刻度调整其至焊接位置(焊接缺口1.2a与焊接位置对应);气动手指6转动至第一组待焊保持架5和第二组待焊保持架5之间,控制气动手指6张开后,第一组待焊保持架5和第二组待焊保持架5的端面分别与气动手指6的两个外侧面相抵;然后按照步骤2中的方式,将与第二组待焊保持架5对应的顶紧件2.1固定在下夹板1.2上;
50.步骤4、按照上述步骤3,将四组待焊保持架5固定完成后,全部气动手指6的夹爪6.1闭合,然后转动弧形连接板7和气动手指6至非工作位置,弹性凸起9挡住弧形连接板7,避免弧形连接板7在焊接过程中带动气动手指6转动至焊接位置,从而影响焊接;
51.步骤5、盖上上夹板1.2,并通过固定件1.1将两组夹板1.2固定好;
52.步骤6、伸缩组件4带动翻转组件3运动至夹板1.2的一侧,夹板抓手3.2驱动夹板抓手3.2夹紧两组夹板1.2,具体是夹板抓手3.2上下两端的夹持稳定部3.3插入夹板1.2的盲
孔1.2c内,以夹紧两组夹板1.2;
53.步骤7、外部焊接机构在焊接缺口1.2a位置,对相邻两组待焊保持架5进行焊接,在需要翻面焊接时,伸缩件4.2向上伸出,使得夹板1.2具有翻转的空间,动力件3.1驱动夹板抓手3.2带动两组夹板1.2翻转,翻转完成后伸缩件4.2回缩,支撑柱8对夹板1.2进行支撑,继续进行焊接工作,直至焊接完成。
54.以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,对于本领域的技术人员来说,本实用新型可以有各种更改和变化。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。