1.本发明涉及瑕疵检测相关领域,尤其涉及一种平面包在线瑕疵检测方法及装置。
背景技术:
2.包装是在产品流通的过程中,为了保护产品,方便存储运输,按照一定的方法和标准进行产品保护的过程。而平面包装是包装中的一种,一般指三维空间占用较少的产品的包装,如文件包装。随着物联网的不断发展,进行平面包装的智能检测成为主流趋势。
3.现有技术在进行平面包装的检测过程中,更多的依赖于人工进行检测,存在检测效率低,检测准确性不高,可靠性低的技术问题。
技术实现要素:
4.本技术通过提供一种平面包在线瑕疵检测方法及装置,解决了现有技术在进行平面包装的检测过程中,更多的依赖于人工进行检测,存在检测效率低,检测准确性不高,可靠性低的技术问题,达到通过智能设备进行智能准确的瑕疵检测,提高检测的准确性可靠性,提高检测效率的技术效果。
5.鉴于上述问题,提出了本技术提供一种平面包在线瑕疵检测方法及装置。
6.第一方面,本技术提供了一种平面包在线瑕疵检测方法,所述方法应用于在线瑕疵检测装置,所述在线瑕疵检测装置与产品识别设备、图像采集设备、光源控制设备通信连接,所述方法包括:采集输送线输送产品信息,并根据所述产品信息构建产品视觉识别特征;采集所述输送线的输送速度参数,并通过第一位置的所述产品识别设备进行产品识别,当检测包括产品信号时,根据所述输送速度、所述第一位置与第二位置的距离信息确定采集参数,其中,所述第二位置为所述图像采集设备和所述光源控制设备的位置;根据所述采集参数控制所述光源控制设备进行光源补偿,并待所述光源补偿稳定后,通过所述图像采集设备进行产品的图像采集,得到产品图像;对所述视觉识别特征进行所述产品图像的特征识别,生成特征影响评价参数;根据所述特征影响评价参数进行所述输送线、所述采集参数调整后,通过所述图像采集设备得到产品的检测图像;通过所述视觉识别特征进行所述检测图像的特征识别,根据特征识别结果生成检测结果。
7.另一方面,本技术还提供了一种平面包在线瑕疵检测装置,所述装置与产品识别设备、图像采集设备、光源控制设备通信连接,所述装置包括:特征构建单元,所述特征构建单元用于采集输送线输送产品信息,并根据所述产品信息构建产品视觉识别特征;产品定位识别单元,所述产品定位识别单元用于采集所述输送线的输送速度参数,并通过第一位置的所述产品识别设备进行产品识别,当检测包括产品信号时,根据所述输送速度、所述第一位置与第二位置的距离信息确定采集参数,其中,所述第二位置为所述图像采集设备和所述光源控制设备的位置;图像采集单元,所述图像采集单元用于根据所述采集参数控制所述光源控制设备进行光源补偿,并待所述光源补偿稳定后,通过所述图像采集设备进行产品的图像采集,得到产品图像;特征评价单元,所述特征评价单元用于对所述视觉识别特
征进行所述产品图像的特征识别,生成特征影响评价参数;检测图像采集单元,所述检测图像采集单元用于根据所述特征影响评价参数进行所述输送线、所述采集参数调整后,通过所述图像采集设备得到产品的检测图像;检测结果生成单元,所述检测结果生成单元用于通过所述视觉识别特征进行所述检测图像的特征识别,根据特征识别结果生成检测结果。
8.本技术中提供的一个或多个技术方案,至少具有如下技术效果或优点:由于采用了采集输送线输送产品信息,构建产品视觉识别特征;根据输送线的输送速度参数和第一位置的所述产品识别设备识别产品信号、所述第一位置与第二位置的距离信息确定采集参数,其中,所述第二位置为所述图像采集设备和所述光源控制设备的位置;根据采集参数控制所述光源控制设备进行光源补偿,并待所述光源补偿稳定后,通过所述图像采集设备进行产品的图像采集,得到产品图像;对所述视觉识别特征进行所述产品图像的特征识别,生成特征影响评价参数;根据所述特征影响评价参数进行所述输送线、所述采集参数调整后,通过所述图像采集设备得到产品的检测图像;通过所述视觉识别特征进行所述检测图像的特征识别,根据特征识别结果生成检测结果,达到通过智能设备进行智能准确的瑕疵检测,提高检测的准确性可靠性,提高检测效率的技术效果。
9.上述说明仅是本技术技术方案的概述,为了能够更清楚了解本技术的技术手段,而可依照说明书的内容予以实施,并且为了让本技术的上述和其它目的、特征和优点能够更明显易懂,以下特举本技术的具体实施方式。
附图说明
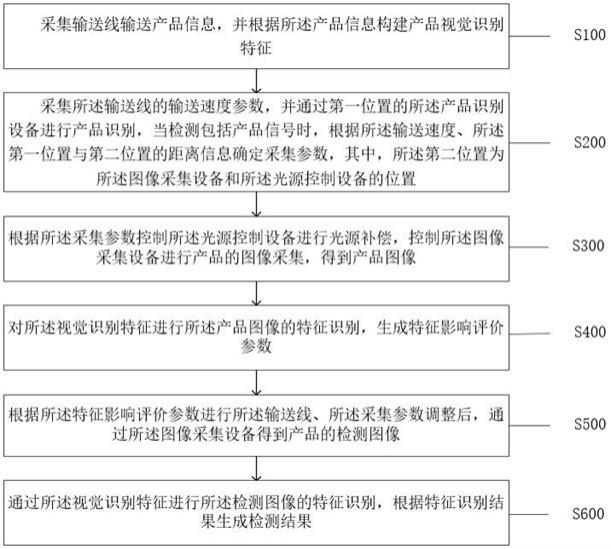
10.图1为本技术一种平面包在线瑕疵检测方法的流程示意图;图2为本技术一种平面包在线瑕疵检测方法的产品形状特征异常处理的流程示意图;图3为本技术一种平面包在线瑕疵检测方法的分流处理的流程示意图;图4为本技术一种平面包在线瑕疵检测方法的覆盖产品处理的流程示意图;图5为本技术一种平面包在线瑕疵检测装置的结构示意图。
11.附图标记说明:特征构建单元1,产品定位识别单元2,图像采集单元3,特征评价单元4,检测图像采集单元5,检测结果生成单元6。
具体实施方式
12.本技术通过提供一种平面包在线瑕疵检测方法及装置,解决了现有技术在进行平面包装的检测过程中,更多的依赖于人工进行检测,存在检测效率低,检测准确性不高,可靠性低的技术问题,达到通过智能设备进行智能准确的瑕疵检测,提高检测的准确性可靠性,提高检测效率的技术效果。下面结合附图,对本技术的实施例进行描述。本领域普通技术人员可知,随着技术的发展和新场景的出现,本技术提供的技术方案对于类似的技术问题,同样适用。
13.本技术的术语“包括”和“具有”以及他们的任何变形,意图在于覆盖不排他的包含,以便包含一系列单元的过程、方法、系统、产品或设备不必限于那些单元,而是可包括没有清楚地列出的或对于这些过程、方法、产品或设备固有的其它单元。
14.针对现有技术在进行平面包装的检测过程中,更多的依赖于人工进行检测,存在
检测效率低,检测准确性不高,可靠性低的技术问题,本技术提供的技术方案总体思路如下:本技术提供了一种平面包在线瑕疵检测方法,采集输送线输送产品信息,构建产品视觉识别特征;根据输送线的输送速度参数和第一位置的所述产品识别设备识别产品信号、所述第一位置与第二位置的距离信息确定采集参数,其中,所述第二位置为所述图像采集设备和所述光源控制设备的位置;根据采集参数控制所述光源控制设备进行光源补偿,并待所述光源补偿稳定后,通过所述图像采集设备进行产品的图像采集,得到产品图像;对所述视觉识别特征进行所述产品图像的特征识别,生成特征影响评价参数;根据所述特征影响评价参数进行所述输送线、所述采集参数调整后,通过所述图像采集设备得到产品的检测图像;通过所述视觉识别特征进行所述检测图像的特征识别,根据特征识别结果生成检测结果。
15.在介绍了本技术基本原理后,下面将结合说明书附图来具体介绍本技术的各种非限制性的实施方式。
16.实施例一如图1所示,本技术提供了一种平面包在线瑕疵检测方法,所述方法应用于在线瑕疵检测装置,所述在线瑕疵检测装置与产品识别设备、图像采集设备、光源控制设备通信连接,所述方法包括:步骤s100:采集输送线输送产品信息,并根据所述产品信息构建产品视觉识别特征;步骤s200:采集所述输送线的输送速度参数,并通过第一位置的所述产品识别设备进行产品识别,当检测包括产品信号时,根据所述输送速度、所述第一位置与第二位置的距离信息确定采集参数,其中,所述第二位置为所述图像采集设备和所述光源控制设备的位置;具体而言,所述在线瑕疵检测装置为对平面包装进行瑕疵检测的装置,它可以通过分析采集数据,对于采集目标进行瑕疵检测、标识和分流处理。所述产品识别设备为包括轮廓图像采集设备的可以进行待检测产品识别定位的装置,所述图像采集设备为可以进行移动目标采集的高频摄像设备,可以为线扫相机。所述光源控制设备为进行图像采集过程中光源供给的设备,一般而言,在使用线扫相机作为图像采集的设备时,需要的光源的亮度较高,一般需要达到1000000lux,且所述在线瑕疵检测装置与产品识别设备、图像采集设备、光源控制设备通信连接,可以进行相互的信息交互。
17.进一步的,所述输送线为完成物料输送任务的输送设备,一般为皮带输送线,所述输送产品为平面包装后的产品,且所述产品为进行瑕疵检测的产品,通过采集所述产品信息,根据所述产品的包装检测标准,构建所述产品视觉识别特征集合,其中,所述特征集合包括错边特征、线头特征、字符特征、纱布特征、图案特征等,且所述特征为不断进行深度学习的特征,通过深度学习不断进行特征比对过程的优化。
18.更进一步的,所述输送速度参数为所述输送线输送产品的速度参数,所述第一位置为设置所述产品识别设备的位置,为了进行准确的产品图像采集,在产品采集装置进行采集图像前,即所述第一位置处设置识别产品的设备,当检测到输送线存在产品,则根据所述第一位置到图像采集装置的距离和输送线速度设置采集信息。
19.更进一步来说,所述第二位置为设置所述光源控制设备和图像采集设备的位置,且所述第一位置和所述第二位置的距离优选的设置为1m-2m之间。通过所述输送线速度、所述第一位置和所述第二位置的实际设置距离信息,通过时间t=距离s/输送线速度v,计算得出采集图像时间,且所述光源控制设备需要进行光源的提前开启,以保证图像采集过程亮度稳定,一般根据光源控制设备的灵敏度确定实际的控制时间。并根据与输送线速度匹配的图像采集控制匹配参数控制图像采集的采集线频率。
20.步骤s300:根据所述采集参数控制所述光源控制设备进行光源补偿,控制所述图像采集设备进行产品的图像采集,得到产品图像;步骤s400:对所述视觉识别特征进行所述产品图像的特征识别,生成特征影响评价参数;具体而言,所述光源控制设备的控制节点与光源补偿稳定性相关,且所述图像采集设备需要在产品到达图像采集位置处开始图像采集,因此根据图像开始采集的时间节点,基于所述光源补偿的稳定性,进行光源控制设备的补偿节点确定,通过光源补偿的控制时间节点的开合设定,降低了光源持续打开的功耗,使得采集过程更加的智能,降低能耗。当光源补偿稳定后,通过所述图像采集设备进行产品的图像采集,得到产品图像。
21.进一步的,当完成图像采集后,通过所述产品视觉识别特征进行所述产品图像的图像识别,基于图像的识别结果得到所述特征影响评价参数。通过进行图像采集过程的光源信息的图像采集参数的控制,为后续得到更加清晰准确的特征比对结果提供了支持,进而为获得准确的瑕疵检测结果夯实了基础。
22.进一步的,如图2所示,本技术步骤s400还包括:步骤s410:判断特征识别结果是否存在产品形状特征异常;步骤s420:当所述识别结果为存在产品形状特征异常时,生成产品与所述输送速度参数不匹配的预警信息;步骤s430:根据所述预警信息进行所述输送速度参数调整,并同步调整所述采集参数后,继续进行识别检测,并将存在产品形状特征异常的产品重新进行检测。
23.具体而言,在进行特征识别的过程中,首先进行产品的整体形状特征识别,即整体轮廓识别,再进行内部标准的形状特征识别,如方形格特征。当整体轮廓的识别结果和方形格特征识别结果均为存在形状特征异常,此时表明图像采集设备与产品的速度出现了不一致,进而导致得到的产品图像异常。一般情况下,导致此种情况的原因为产品的重量与传送线的速度不匹配,导致产品出现滑移,影响检测结果。
24.此时,根据所述产品形状特征异常的识别结果,生成产品与所述输送线的输送速度参数不匹配的预警信息,根据所述预警信息获得所述特征影响评价参数,并通过所述特征影响评价参数进行输送线速度参数调整,并根据速度参数调整结果对图像采集时间,光源补偿时间,图像的采集线频率进行调整优化后进行后续的产品检测,并将刚刚检测的产品重新投入检测。
25.步骤s500:根据所述特征影响评价参数进行所述输送线、所述采集参数调整后,通过所述图像采集设备得到产品的检测图像;步骤s600:通过所述视觉识别特征进行所述检测图像的特征识别,根据特征识别结果生成检测结果。
26.具体而言,通过所述特征影响评价参数进行输送线速度参数调整,并根据速度参数调整结果对图像采集时间,光源补偿时间,图像的采集线频率进行调整优化,此时通过所述图像采集设备进行产品的重新采集,得到检测图像。
27.通过所述视觉识别特征进行所述检测图像的特征识别,根据特征识别结果生成检测结果。当检测结果为检测通过时,则标明检测为通过结果,通过所述输送线将检测通过的产品输送至下一工作点,达到通过智能设备进行智能准确的瑕疵检测,提高检测的准确性可靠性,提高检测效率的技术效果。
28.进一步而言,如图3所示,所述在线瑕疵检测装置与气缸分流设备通信连接,本技术还包括:步骤s710:判断所述检测结果是否为检测通过结果;步骤s720:当所述检测结果为检测通过结果时,对当前检测产品进行检测通过标识,并记录检测通过结果;步骤s730:当所述检测结果为检测未通过结果时,记录检测未通过结果,且所述未通过结果中包括未通过原因;步骤s740:根据所述未通过原因匹配分流参数,并记录检测产品位置;步骤s750:根据所述检测产品位置和第三位置的距离信息生成分流控制时间,其中,所述第三位置为所述气缸分流设备的位置;步骤s760:通过所述分流参数和所述分流控制时间进行检测产品的分流处理。
29.具体而言,所述气缸分流设备为设置在分流点,可以进行所述产品的分流处理的设备,一般通过喷气改变产品的输送路径,且所述气缸分流设备设置在第三位置处。判断所述检测结果是否为检测通过结果,当所述检测结果为检测通过结果时,对当前检测产品进行检测通过标识,并记录检测通过结果;当所述检测结果为检测不通过结果时,根据检测不通过的原因进行未通过记录,并生成控制分流的参数。
30.进一步来说,气缸分流设备可以通过改变喷气的大小,进而控制产品进行不同缺陷存储位置的分流处理。根据所述第二位置和所述第三位置的距离信息和输送带的输送速度信息生成所述气缸分流设备的控制时间节点,以保证能够准确进行异常产品的定位和分流处理。通过时间节点和异常类型匹配的分流参数进行所述气缸分流设备控制,进而完成异常瑕疵产品的准确分流和记录。通过进行智能化的记录和分流处理,可以准确进行瑕疵产品的检测和记录分流,进而为后续进行产品的后续处理提供了便利。
31.进一步的,如图4所示,所述在线瑕疵检测装置还与产品分隔设备通信连接,本技术步骤s200还包括:步骤s210:当进行产品识别过程中,检测到产品信号且产品存在覆盖关系时,进行产品的轮廓拟合;步骤s220:通过轮廓拟合结果生成分隔控制参数;步骤s230:通过所述分隔控制参数控制所述产品分隔设备进行产品的分隔,并同时生成区域连续采集参数;步骤s240:通过所述区域连续采集参数进行分隔后产品的图像采集。
32.具体而言,所述产品分隔设备为进行产品在输送线位置调整的设备,一般为采用空气控制的产品分隔设备。
33.当通过所述产品识别设备进行产品识别的过程中,当检测产品距离过近(存在覆盖关系认为距离过近),此时,对于产品采集的图像轮廓进行拟合,并通过产品的实际形状特征将覆盖部分的产品还原,且确定好产品的上下关系。根据上下关系、非覆盖位置的位置坐标参数,生成分隔控制参数。通过所述分隔控制参数控制所述产品分隔设备进行产品的分隔,并同时生成区域连续采集参数。
34.更进一步来说,在进行产品的分隔控制的过程中,对于上层位置的产品进行分隔控制,由于上层产品控制的位置结果的不确定性,和上层产品控制过程可能对于下层产品产生关联影响,进而影响位置结果,因此,当产生分隔控制时,此时生成区域连续采集参数,此时根据所述区域连续采集参数控制进行分隔的时间节点的光源控制设备的常亮补偿,图像采集设备的连续采集,直至完成下一产品的图像采集,结束所述区域连续采集参数。通过进行重叠产品的识别,智能化进行产品的分隔,避免因为产品的遮挡影响产品检测结果,提高检测的准确性和智能性。
35.进一步的,本技术步骤s210还包括:步骤s211:判断所述轮廓拟合结果是否超过预定轮廓重合值;步骤s212:当所述轮廓拟合结果超过所述预定轮廓重合值时,生成处理异常参数;步骤s213:根据所述处理异常参数控制所述图像采集设备不进行图像采集,并控制所述气缸分流设备进行存在覆盖关系的产品的检测异常分流。
36.具体而言,一般而言,所述预定轮廓重合值为基于产品分隔设备的分隔能力确定的轮廓重合约束值,一般设定为重合度50%。判断当前检测的轮廓拟合结果是否满足所述预定轮廓重合值,当所述轮廓拟合结果不满足所述预定轮廓重合值时,通过轮廓拟合结果生成分隔控制参数,控制所述产品分隔设备进行产品分隔。当所述轮廓拟合结果超过所述预定轮廓重合值时,生成处理异常参数,此时根据所述异常处理参数,不进行重合产品的图像采集,并根据所述第一位置和所述第三位置的距离信息和输送带输送速度信息,确定气缸分流设备的分流时间,根据处理异常参数生成分流控制参数,将重合产品分流至未完成检测的产品存储空间。通过对于轮廓重合值的设定,进而对于重合产品的控制更加的准确合理,对于不容易进行分隔的产品进行异常处理,进而实现准确检测的技术效果。
37.进一步的,本技术步骤s600还包括:步骤s610:判断特征识别结果是否n个特征不匹配,其中,n为大于2的正整数;步骤s620:当所述特征识别结果n个特征不匹配时,生成检测异常控制参数;步骤s630:通过所述检测异常控制参数控制所述气缸分流设备进行产品的检测异常分流。
38.具体而言,判断所述特征识别结果n个特征不匹配,其中,n为大于2的正整数时,此时表明存在多特征异常,可能出现多特征异常的原因为产品检测面不是目标检测面。此时生成检测异常控制参数。
39.通过所述检测异常控制参数控制所述产品进行检测异常分流,通过对于多特征异常的产品进行异常分流,可以有效识别反方向异常的产品,进而实现降低瑕疵检测误判率,提高瑕疵检测效果的技术效果。
40.进一步的,本技术还包括:步骤s640:对所述检测图像进行初始特征识别,并根据初始特征识别结果确定检
测方向信息;步骤s650:根据所述检测方向信息和所述产品视觉识别特征进行同位置特征匹配,基于同位置特征匹配结果生成所述检测结果。
41.具体而言,所述初始特征为进行辅助方向判断的特征,举例而言,所述初始特征为可以为三个带有预定长度的线段构成,且三个线段中一个线段分布在产品上半面,相对于产品竖直,两个线段设置在产品下半面,且两个线段相对于产品水平。通过识别所述初始特征的位置和方向进行所述检测方向的确定。
42.当确定检测方向后,对所述视觉识别特征进行同位置的特征匹配,根据匹配结果生成所述检测结果。所述同位置特征匹配为进行特征同位置比对的过程,包括绝对同位置和模糊同位置,绝对同位置是指位置不会发生偏差的特征,如文字特征、图案特征,模糊同位置是指可能出现位置波动的特征,模糊同位置是在预定范围内只要存在特征即为同位置特征。通过进行同位置的特征比对,降低了特征识别匹配的实际运算量,提高运算效率和识别的准确性。
43.综上所述,本技术所提供的一种平面包在线瑕疵检测方法具有如下技术效果:1、由于采用了采集输送线输送产品信息,构建产品视觉识别特征;根据输送线的输送速度参数和第一位置的所述产品识别设备识别产品信号、所述第一位置与第二位置的距离信息确定采集参数,其中,所述第二位置为所述图像采集设备和所述光源控制设备的位置;根据采集参数控制所述光源控制设备进行光源补偿,并待所述光源补偿稳定后,通过所述图像采集设备进行产品的图像采集,得到产品图像;对所述视觉识别特征进行所述产品图像的特征识别,生成特征影响评价参数;根据所述特征影响评价参数进行所述输送线、所述采集参数调整后,通过所述图像采集设备得到产品的检测图像;通过所述视觉识别特征进行所述检测图像的特征识别,根据特征识别结果生成检测结果,达到通过智能设备进行智能准确的瑕疵检测,提高检测的准确性可靠性,提高检测效率的技术效果。
44.2、通过进行智能化的记录和分流处理,可以准确进行瑕疵产品的检测和记录分流,进而为后续进行产品的后续处理提供了便利。
45.3、通过进行重叠产品的识别,智能化进行产品的分隔,避免因为产品的遮挡影响产品检测结果,提高检测的准确性和智能性。
46.4、通过对于轮廓重合值的设定,进而对于重合产品的控制更加的准确合理,对于不容易进行分隔的产品进行异常处理,进而实现准确检测的技术效果。
47.5、通过进行同位置的特征比对,降低了特征识别匹配的实际运算量,提高运算效率和识别的准确性。
48.实施例二基于与前述实施例中一种平面包在线瑕疵检测方法同样发明构思,本发明还提供了一种平面包在线瑕疵检测装置,如图5所示,所述装置与产品识别设备、图像采集设备、光源控制设备通信连接,所述装置包括:特征构建单元1,所述特征构建单元1用于采集输送线输送产品信息,并根据所述产品信息构建产品视觉识别特征;产品定位识别单元2,所述产品定位识别单元2用于采集所述输送线的输送速度参数,并通过第一位置的所述产品识别设备进行产品识别,当检测包括产品信号时,根据所述
输送速度、所述第一位置与第二位置的距离信息确定采集参数,其中,所述第二位置为所述图像采集设备和所述光源控制设备的位置;图像采集单元3,所述图像采集单元3用于根据所述采集参数控制所述光源控制设备进行光源补偿,控制所述图像采集设备进行产品的图像采集,得到产品图像;特征评价单元4,所述特征评价单元4用于对所述视觉识别特征进行所述产品图像的特征识别,生成特征影响评价参数;检测图像采集单元5,所述检测图像采集单元5用于根据所述特征影响评价参数进行所述输送线、所述采集参数调整后,通过所述图像采集设备得到产品的检测图像;检测结果生成单元6,所述检测结果生成单元6用于通过所述视觉识别特征进行所述检测图像的特征识别,根据特征识别结果生成检测结果。
49.进一步的,所述装置与气缸分流设备通信连接,所述检测结果生成单元6还用于:判断所述检测结果是否为检测通过结果;当所述检测结果为检测通过结果时,对当前检测产品进行检测通过标识,并记录检测通过结果;当所述检测结果为检测未通过结果时,记录检测未通过结果,且所述未通过结果中包括未通过原因;根据所述未通过原因匹配分流参数,并记录检测产品位置;根据所述检测产品位置和第三位置的距离信息生成分流控制时间,其中,所述第三位置为所述气缸分流设备的位置;通过所述分流参数和所述分流控制时间进行检测产品的分流处理。
50.进一步的,所述特征评价单元4还用于:判断特征识别结果是否存在产品形状特征异常;当所述识别结果为存在产品形状特征异常时,生成产品与所述输送速度参数不匹配的预警信息;根据所述预警信息进行所述输送速度参数调整,并同步调整所述采集参数后,继续进行识别检测,并将存在产品形状特征异常的产品重新进行检测。
51.进一步的,所述装置还与产品分隔设备通信连接,所述产品定位识别单元2还用于:当进行产品识别过程中,检测到产品信号且产品存在覆盖关系时,进行产品的轮廓拟合;通过轮廓拟合结果生成分隔控制参数;通过所述分隔控制参数控制所述产品分隔设备进行产品的分隔,并同时生成区域连续采集参数;通过所述区域连续采集参数进行分隔后产品的图像采集。
52.进一步的,所述产品定位识别单元2还用于:判断所述轮廓拟合结果是否超过预定轮廓重合值;当所述轮廓拟合结果超过所述预定轮廓重合值时,生成处理异常参数;根据所述处理异常参数控制所述图像采集设备不进行图像采集,并控制所述气缸分流设备进行存在覆盖关系的产品的检测异常分流。
53.进一步的,所述检测结果生成单元6还用于:判断特征识别结果是否n个特征不匹配,其中,n为大于2的正整数;当所述特征识别结果n个特征不匹配时,生成检测异常控制参数;通过所述检测异常控制参数控制所述气缸分流设备进行产品的检测异常分流。
54.进一步的,所述检测结果生成单元6还用于:对所述检测图像进行初始特征识别,并根据初始特征识别结果确定检测方向信息;根据所述检测方向信息和所述产品视觉识别特征进行同位置特征匹配,基于同位置特征匹配结果生成所述检测结果。
55.前述图1实施例一中的一种平面包在线瑕疵检测方法的各种变化方式和具体实例同样适用于本实施例的一种平面包在线瑕疵检测装置,通过前述对一种平面包在线瑕疵检测方法的详细描述,本领域技术人员可以清楚的知道本实施例中一种平面包在线瑕疵检测装置的实施方法,所以为了说明书的简洁,在此不再详述。
56.以上所述仅为本技术技术方案的较佳实施例而已,并非用于限定本技术的保护范围。凡在本技术的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本技术的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。