1.本发明属于冶金设备,主要应用在宽厚板铝合金矫平机领域,特别涉及一种超宽铝合金板材矫平机用多点弯辊机构及方法。
背景技术:
2.铝合金厚板矫平机主要用来矫平铝合金板材的弯曲,提高板面质量。铝合金板材对表面质量要求很高,随着板材宽度的增加,横向弯曲也越来越多,并且复杂多样。
3.传统的弯辊机构多采用整体弯曲的方案,这种弯辊机构多对矫直辊形成一个整体的弯曲,结构单一,不能适应随着板材变宽而增加的横向弯曲变化。对于宽度为600mm以上的超宽板材不能进行有效的弯曲。
技术实现要素:
4.为了克服现有弯辊机构多对矫直辊形成一个整体的弯曲,结构单一,不能适应随着板材变宽而增加的横向弯曲变化的问题,本发明提供一种超宽铝合金板材矫平机用多点弯辊机构及方法,本发明通过减速电机驱动丝杆转动,带动铜螺母左右移动,驱动斜楔左右移动从而实现升降,顶动矫直辊,从而实现矫直辊的预弯。本发明中在矫直辊横向预弯后,矫直不同横向弯曲的板材时,对横向弯曲的矫平有显著效果。
5.本发明采用的技术方案是:一种超宽铝合金板材矫平机用多点弯辊机构,包括机架、上辊盒和下辊盒,所述的上辊盒和下辊盒从上到下依次设在机架内,上辊盒内安装有对应的辊轴;还包括弯辊机构、矫直辊和支撑辊;所述的弯辊机构沿着矫直辊轴线方向布置有若干套;所述的矫直辊和支撑辊设在下辊盒内。
6.所述的矫直辊位于支撑辊上方,且支撑辊与矫直辊紧密贴合。
7.所述的弯辊机构采用机械式弯辊机构或液压式弯辊机构。
8.所述的机械式弯辊机构包括弯辊电机、联轴器、弯辊轴承座、铜螺母、丝杆、下斜楔和上斜楔,所述的弯辊电机通过联轴器与丝杆连接;所述的丝杆与铜螺母配合,铜螺母安装在下斜楔内;所述的上斜楔设在下斜楔上,所述的上斜楔与下斜楔的接触面为倾斜面;所述的下斜楔一端高,一端低,下斜楔高的一端的端部开有圆孔,丝杠的一端位于该圆孔内。
9.所述的圆孔内的丝杠与铜螺母配合,铜螺母安装在下斜楔内的径向凹槽内。
10.所述的铜螺母为圆柱形结构,与下斜楔配合;所述的铜螺母的外径与下斜楔内的轴向凹槽的内径相匹配。
11.所述的矫直辊一端连接有矫直辊轴承座,另一端连接有万向联轴器。
12.所述的上斜楔上方连接有支撑辊轴承座,且与支撑辊轴承座刚性联结。
13.所述的上斜楔与下斜楔的接触倾斜面的倾斜角度不超过10
°
。
14.一种超宽铝合金板材矫平机用多点弯辊机构的弯辊方法,具体步骤为:弯辊电机通过联轴器带动丝杆旋转,丝杆与铜螺母配合,当丝杆旋转时,铜螺母左右移动带动下斜楔
左右移动,下斜楔顶着上斜楔实现上下运动,并最终顶动矫直辊发生弹性弯曲,实现预弯。
15.本发明的有益效果为:本发明中减速电机驱动丝杆转动,进一步带动铜螺母左右移动,驱动斜楔左右移动从而实现升降,顶动矫直辊,从而实现矫直辊的预弯。本发明矫直辊横向预弯后,矫直不同横向弯曲的板材时,对于横向弯曲明显改善。
16.本发明中,沿矫直辊轴向方向根据辊长和矫直力大小布置有数套弯辊机构,多套弯辊机构实现了多点弯曲。对各个弯辊机构进行需要弯曲量的确定,来实现多个需要弯曲的弯曲进行弯曲。本发明中在矫直辊横向预弯后,矫直不同横向弯曲的板材时,改善了横向弯曲度。
17.下面结合实施例附图对本发明作进一步说明。
附图说明
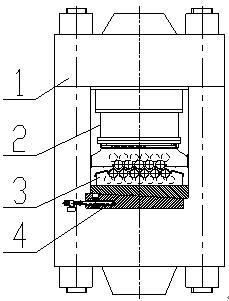
18.图1是本发明结构示意图。
19.图2为弯辊机构布置结构示意图。
20.图3为机械式弯辊机构结构示意图。
21.图4为矫直辊处的连接结构示意图。
22.图5为弯辊机构将矫直辊实现弹性预弯的结构示意图。
23.图6为多点受力示意图。
24.图7为液压式弯辊机构结构示意图。
25.图中,附图标记为:1、机架;2、上辊盒 ;3、下辊盒;4、弯辊机构;5、弯辊电机;6、联轴器;7、弯辊轴承座;8、螺母;9、丝杆;10、下斜楔;11、上斜楔;12、矫直辊轴承座;13、矫直辊;14、万向联轴器;15、支撑辊轴承座;16、支撑辊;17、伺服液压缸。
具体实施方式
26.实施例1:为了克服现有弯辊机构多对矫直辊形成一个整体的弯曲,结构单一,不能适应随着板材变宽而增加的横向弯曲变化的问题,本发明提供如图1-图7所示的一种超宽铝合金板材矫平机用多点弯辊机构,本发明通过减速电机驱动丝杆转动,带动铜螺母左右移动,驱动斜楔左右移动从而实现升降,顶动支撑辊,支撑辊再顶动矫直辊,从而实现矫直辊的预弯。本发明中在矫直辊横向预弯后,矫直不同横向弯曲的板材时,有效矫直机了横向弯曲。
27.一种超宽铝合金板材矫平机用多点弯辊机构,包括机架1、上辊盒2和下辊盒3,所述的上辊盒2和下辊盒3从上到下依次设在机架1内,上辊盒2内安装有对应的辊轴;还包括弯辊机构4、矫直辊13和支撑辊16;所述的弯辊机构4沿着矫直辊13轴线方向布置有若干套;所述的矫直辊13和支撑辊16设在下辊盒3内。
28.本发明中,根据需要弯曲的板材的宽度来选择弯辊机构4的数量,适用于各种板材的宽度,尤其适用于宽度较宽及超宽的板材。本发明中,所述的矫直辊13、支撑辊16设在下辊盒3内,上辊盒2内也安装有类似的辊系。本发明中,如图1和2所示,沿矫直辊13轴向方向根据辊长和矫直力大小布置有数套弯辊机构4。弯辊机构4弯曲量的大小取决于板材的原始横向弯曲程度。弯曲的方向取决于板材的原始横向弯曲方向。本发明中在矫直辊13横向预
弯后,矫直不同横向弯曲的板材时,改善了横向弯曲度。
29.实施例2:基于实施例1的基础上,本实施例中,优选的,所述的矫直辊13位于支撑辊16上方,且支撑辊16与矫直辊13紧密贴合。
30.本发明中,支撑辊16和矫直辊13紧密贴合,弯辊机构4和支撑辊16的数量与矫直辊13的长度和负载相关。弯辊机构4的数量取决于矫直辊的长度,以及矫直负载,它并不是固定不变的,可以根据矫直辊13长度的变化进行相应地调整。
31.优选的,所述的弯辊机构4采用机械式弯辊机构或液压式弯辊机构。
32.所述的机械式弯辊机构包括弯辊电机5、联轴器6、弯辊轴承座7、铜螺母8、丝杆9、下斜楔10和上斜楔11,所述的弯辊电机5通过联轴器6与丝杆9连接;所述的丝杆9与铜螺母8配合,铜螺母8安装在下斜楔10内;所述的上斜楔11设在下斜楔10上,所述的上斜楔11与下斜楔10的接触面为倾斜面;所述的下斜楔10一端高,一端低,下斜楔10高的一端的端部开有圆孔,丝杠9的一端位于该圆孔内。
33.本发明中,所述的上斜楔11与下斜楔10的接触面为具有自锁角度的倾斜面。上斜楔11与下斜楔10的接触倾斜面的倾斜角度为自锁角度,它与两个接触斜面的材料以及表面粗糙度等相关。
34.本发明中,矫直辊轴承座12与机架刚性联结,它将矫直辊13两端轴向和径向固定,仅能旋转。所述的支撑辊轴承座14安装在上斜楔11上方,它均布有数套。所述的斜楔机构沿着矫直辊13轴向方向上均布,数量取决于承载力和结构空间(矫直辊13有效长度)。该斜楔机构在预弯矫直辊13的同时,也起到了承载支撑辊15矫直力的作用。
35.本发明中,弯辊机构4可以为机械式,通过斜楔机构驱动支撑辊向上顶工作辊弯曲,也可以是液压式,如图7所示,去掉斜楔机构后,在支撑辊轴承座14下方布置弯辊伺服液压缸17,单独调整弯曲量。伺服液压缸17活塞顶端与支撑辊轴承座15通过螺栓刚性联结。所述的伺服液压缸17及其控股系统在液压领域属于较为成熟的技术,这里就不详细阐述。
36.如图6所示,本发明中,多个弯辊机构4共同作用, 同时预紧矫直辊13,不同的预弯量,可以让矫直辊实现多种弹性预弯变形,以适应多种横向弯曲的矫直。
37.优选的,所述的圆孔内的丝杠9与铜螺母8配合,铜螺母安装在下斜楔10内的径向凹槽内。
38.优选的,所述的铜螺母8为圆柱形结构,与下斜楔10配合;所述的铜螺母8的外径与下斜楔10内的轴向凹槽的内径相匹配。
39.本发明中,铜螺母8竖直装在下斜楔10内的轴向凹槽的内,因此铜螺母8不能沿着丝杆9水平旋转,只能带动下斜楔左右移动。
40.所述的圆孔内的丝杠9通过弯辊轴承座7内的轴承机构轴向和径向固定,仅通过伺服电机驱动旋转,铜螺母8固定在下斜楔10内的轴向凹槽内。
41.本发明中,所述的铜螺母8的外径与下斜楔10内的轴向凹槽的内径相匹配,因此铜螺母8不能旋转,只能带动下斜楔左右移动。
42.本发明中,如图3和图4所示,机械式的弯辊机构4通过弯辊电机5驱动丝杆9转动,丝杆9旋转,并最终驱动铜螺母8带动下斜楔10左右移动。铜螺母8位于下斜楔10中,驱动下斜楔10左右运动,并最终顶动上斜楔11上下运动。上斜楔11仅能上下运动,左右有固定导
向。上斜楔11横向固定,通过下斜楔10的左右移动来进行上下运动。
43.优选的,所述的矫直辊13一端连接有矫直辊轴承座12,另一端连接有万向联轴器14。
44.本发明中,矫直辊13通过矫直辊轴承座12轴向和径向固定不动,只能通过万向联轴器14驱动旋转。
45.优选的,所述的上斜楔11上方连接有支撑辊轴承座14,且与支撑辊轴承座14刚性联结。
46.本发明中,如图3所示,上斜楔11左右两端水平向固定,上斜楔11的下端面与上斜楔11的上端面始终接触连接,且这个接触面为倾斜面。
47.所述的矫直辊轴承座12与机架刚性联结,它将矫直辊两端轴向和径向固定,仅能旋转。所述的支撑辊轴承座14安装在上斜楔11上方,它均布有数套。
48.所述的机械式的弯辊机构4内的斜楔机构沿着矫直辊13轴向方向上均布,数量取决于承载力和结构空间(矫直辊13有效长度)。该斜楔机构至少包括上斜楔11与下斜楔10,上斜楔11位于下斜楔10上方,且二者的接触面为倾斜面。该斜楔机构在预弯矫直辊13的同时,也起到了承载支撑辊16矫直力的作用。弯辊机构4的数量取决于矫直辊13的长度,以及矫直负载,它并不是固定不变的,可以根据矫直辊13长度的变化进行相应地调整。
49.如图6所示,本发明中多点体现在多个弯辊机构4上,多个弯辊机构4分布呈多个点进行弯曲。本发明中支撑辊16的数量与矫直辊13的长度根据整体负载的情况进行选择确定。保证本发明整体能运行即可,本发明中将不再进行进一步的说明。
50.优选的,所述的上斜楔11与下斜楔10的接触倾斜面的倾斜角度不超过10
°
。
51.本发明中,上斜楔11与下斜楔10的接触倾斜面的倾斜角度根据需求设定,本发明中倾斜角度优选的2
°
、3
°
、4
°
、5、
°6°
。
52.一种超宽铝合金板材矫平机用多点弯辊机构的弯辊方法,具体步骤为:弯辊电机5通过联轴器6带动丝杆9旋转,丝杆9与铜螺母8配合,当丝杆9旋转时,铜螺母8左右移动带动下斜楔10左右移动,下斜楔10顶着上斜楔11实现上下运动,并最终通过上斜楔上面的支撑辊顶动矫直辊13发生弹性弯曲,实现预弯。同时由于沿着矫直辊轴向布置有若干套弯辊机构,对于超宽的板材,针对不同的横向弯曲,横向预弯可以更加自由和灵活。
53.本发明中,弯辊机构4沿着矫直辊13轴线方向布置有若干套,可根据矫直辊13轴线的长度计算弯辊机构布置多少套。弯辊机构的斜楔不仅仅实现矫直辊的预弯,还能承载矫直力。
54.本发明中,弯辊机构4由减速电机驱动丝杆9转动,进一步带动铜螺母8左右移动,驱动下斜楔10左右移动带动上斜楔11升降,再通过上斜楔11上方的支撑辊16顶动矫直辊13,从而实现矫直辊13的弹性预弯。本发明矫直辊横向预弯后,矫直不同横向弯曲的板材时,对于横向弯曲的矫直有显著效果。
55.本发明中,弯辊机构4将矫直辊实现弹性预弯(如图5所示),各个弯辊机构4的弯曲量根据线性原则计算得出。线性原则为现有公知常识,本发明中将不再进行进一步的说明。
56.本发明中多个弯辊机构4可以实现超宽板材矫平机用多点弯曲。对于不同宽度的板材进行预弯曲。同时多个点处的弯辊机构4根据需求调整成各种所需的弯曲量。矫直辊13横向预弯后,矫直不同横向弯曲的板材时,对于横向弯曲得到明显改善。
57.以上举例仅仅是对本发明的举例说明,并不构成对本发明的保护范围的限制,凡是与本发明相同或相似的设计均属于本发明的保护范围之内。本发明中未详细描述的装置系统结构及其方法步骤均为现有技术,本发明中将不再进行进一步的说明。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。