1.本实用新型涉及一种圆弧工件打孔的加工设备,具体地说是指应用于圆弧工件打孔加工设备的独立式钻孔平台。
背景技术:
2.现有平面工件打孔加工时,为了保证打孔加工要求,在平面工件上找到对应的位置点,确定其在这个平面上的位置,使待加工的平面工件在打孔加工的过程中不受外力的影响而发生位置改变,方可进行打孔作业。但是现有圆弧工件(如紫砂壶的壶嘴网孔件等)需要在其表面进行打孔作业时。
3.传统圆弧工件打孔方法是采用手工在圆弧工件上逐个进行挖孔作业,也有的采用手枪钻在圆弧工件上逐个进行钻孔作业,由于圆弧工件是曲面结构,使得工作人员操作比较困难,打出的孔精度不高,很容易出现打滑,打出来的孔位置容易出现偏斜的情况。现有打孔加工设备上的钻孔平台结构设计不够理想,其上钻孔平台在钻孔作业时,不够灵活,倘若出现故障,维护不便,影响其打孔效率;而且现有钻孔平台的打孔体量小,而且打出的孔质量不高。
技术实现要素:
4.本实用新型提供了应用于圆弧工件打孔加工设备的独立式钻孔平台,其目的在于克服现有钻孔平台在钻孔作业时,不够灵活,维护不便,影响其打孔效率而且打出的孔质量不高等缺点。
5.为了解决上述技术问题,本实用新型的技术方案如下:
6.应用于圆弧工件打孔加工设备的独立式钻孔平台,包括位于钻孔装置的正下方的长条基座以及沿长条基座长度方向依次间隔布置的多个独立单元平台,每个独立单元平台包括可左右摆动的支撑座,每个支撑座顶面上设有可装配模具的模具工位,每个支撑座底部设有第二驱动装置,每个模具工位通过对应的第二驱动装置带动起旋转动作;所述支撑座的后端部通过一传动轴可左右摆动地装设在长条基座上,并且通过一个第一驱动装置带动其可左右摆动动作。
7.进一步地说,每个支撑座呈l形状,每个支撑座包括用于安装模具工位的水平板以及连接在水平板后部的竖直板;每个第二驱动装置包括安装在水平板底部的旋转电机以及与对应的模具工位连接的旋转轴;每个第一驱动装置包括与竖直板连接的传动轴以及安装在传动轴后部的驱动电机。
8.进一步地说,所述钻孔装置包括装设在机架上的机头基座、可在机头基座上升降移动的水平背板以及依次间隔布置地位于多个模具工位正上方的多个钻孔机头。
9.进一步地说,所述模具为环形模具,该环形模具的内部为与圆弧工件相配合的容纳腔,该容纳腔内侧壁为带有螺纹的倾斜式侧壁,所述圆弧工件置于容纳腔内。
10.进一步地说,所述模具为圆柱形模具,该圆柱形模具的内部设有与圆弧工件下部
相配合的容纳腔,该容纳腔的造型和圆弧工件的下部造型相适配,该圆弧工件的上部为圆弧部,其下部为椎体部,所述圆弧工件可置于圆柱形模具内。
11.由上述对本实用新型的描述可知,和现有技术相比,本实用新型的优点在于:本独立式钻孔平台采用多个独立单元平台的设计,每个独立单元平台上的模具工位可实现独立的左右摆动及自旋转的动作,可实现对曲面结构的圆弧工件自动化独立的打孔作业,打孔体量大,打孔效率高,而且打出的孔质量高。每个独立单元平台在打孔作业时更加的灵活,并且日常设备的维护检修较为方便。
附图说明
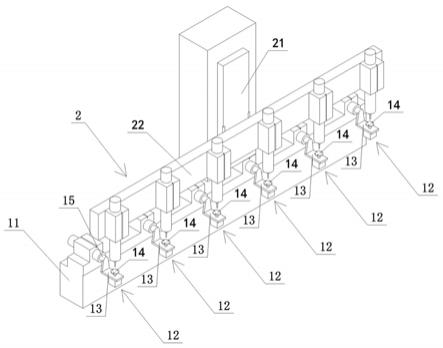
12.图1为本实用新型的立体结构示意图。
13.图2为本实用新型主视方向的示意图。
14.图3为本实用新型侧视方向的示意图。
15.图4为本实用新型中一个模具工位和一款圆弧工件之间配合的示意图。
16.图5为本实用新型中一个模具工位和另一款圆弧工件之间配合的示意图。
17.图6为本实用新型中另一款模具和一个圆弧工件之间配合的示意图,其中模具盖处于分离状态。
18.图7为本实用新型中另一款模具和一个圆弧工件之间配合的示意图,其中部分构件被剖视。
19.图8为本实用新型中另一款模具和一个圆弧工件之间配合的示意图,其中模具盖处于组合状态。
具体实施方式
20.实施例一
21.参考附图1、图2和图3。应用于圆弧工件打孔加工设备的独立式钻孔平台包括位于钻孔装置2正下方并且固定在机架上的长条基座11以及沿长条基座11长度方向依次间隔布置的多个独立单元平台12,该独立单元平台12的数目为六个,每个独立单元平台12包括可左右摆动的支撑座13,每个支撑座13顶面上设有可装配模具的模具工位14,每个支撑座13底部设有第二驱动装置,每个模具工位14通过对应的第二驱动装置带动起自旋转动作;每个支撑座13的后端部通过一传动轴15可左右摆动地装设在长条基座11上,并且通过一个第一驱动装置带动其可左右摆动动作。所述钻孔装置2、第一驱动装置和第二驱动装置均受控于控制器。采用长条基座11结合六个独立单元平台12的设计,可实现曲面结构的圆弧工件(如紫砂壶的壶嘴网孔件等)自动化打孔作业,灵活性好而且可操控性强,每个独立单元平台12可实现独立的左、右摆动动作以及带动其上的模具工位14独立进行自旋转动作,六个独立单元平台12彼此之间不易受到影响,降低了设备运行的故障率,同时倘若某一独立单元平台12出现故障,也不会影响其它独立单元平台12的独立运行。
22.另外,所述独立单元平台的数目也可以是四个、八个、十二个或二十个等其他合适的数目。
23.参考附图1和图3。每个支撑座13呈l形状,每个支撑座13包括用于安装模具工位14的水平板131以及连接在水平板131后部的竖直板132,每个第二驱动装置包括安装在水平
板131底部的旋转电机16以及与对应的模具工位30连接的旋转轴17;每个第一驱动装置包括与竖直板132连接的传动轴18以及安装在传动轴18后部的驱动电机19。
24.参考附图1、图2和图3。所述钻孔装置2包括装设在机架上的机头基座21、可在机头基座21上升降移动的水平背板22以及依次间隔布置地位于六个模具工位14正上方的六个钻孔机头20;所述机头基座21上设有竖直轨道,所述水平背板22的背面中央处设有与竖直轨道相配合的滑块,所述水平背板22通过滑块在竖直轨道上滑动配合而实现在所述机头基座21上升降移动动作。
25.参考附图1和图4。所述模具为环形模具4,该环形模具4通过锁固件(如螺丝)固定在模具工位14上,所述环形模具4的内部为与圆弧工件3相配合的容纳腔40,该容纳腔40内侧壁为带有螺纹的倾斜式侧壁,所述圆弧工件3(如半圆形)置于容纳腔40内。所述容纳腔40采用带有螺纹的倾斜式内侧壁的设计,使得所述圆弧工件3置于容纳腔40内,其底边受到螺纹的摩擦力的作用,不易出现松动或者偏移,而且也方便打孔作业完成后的圆弧工件3的取出。
26.另外,所述模具也可以为圆柱形模具4’,该圆柱形模具4’的内部设有与另一款圆弧工件3’下部相配合的容纳腔40’,该容纳腔40’的造型和圆弧工件3’的下部造型相适配,该圆弧工件3’的上部为圆弧部,其下部为椎体部,所述圆弧工件3’的下部可置于圆柱形模具4’的容纳腔40’内,具体可参考说明书附图5。
27.实施例二
28.参考附图1、图6、图7和图8。本实施例和实施例一的实施方式基本相同,不同之处在于:模具的造型不同,所述模具工位30的顶部设有用于锁固模具5的锁固孔。该模具5可以由橡胶材料制成,该模具5包括用于摆放圆弧工件3的模具座51以及盖设在模具座51上并对圆弧工件3起到限位定心作用的模具盖52;所述模具座51包括通过螺丝6穿插在锁固孔中固定在模具工位14上的模具基座511和与模具基座511顶面连接的模具凸台512。所述模具盖52顶部开设有上下贯穿的限位通道,该限位通道包括用于限位所述圆弧工件3的底部外周沿的上限位通道521和用于扣设在模具凸台512的侧壁上的下限位通道522,该下限位通道522的口径大于上限位通道521的口径。所述上限位通道521的截面呈等腰梯形,并且该上限位通道52的上口径大于其的下口径。
29.参考附图6、图7和图8。所述模具凸台512的顶面开设有与所述圆弧工件3的底部周沿相适配的浅槽513,所述圆弧工件3的底部置于该浅槽513内,然后再通过所述模具盖52盖设在所述模具凸台512上。所述模具基座511开设有上下贯穿的竖直通道514,该竖直通道514的口径小于所述浅槽513的口径,并且所述浅槽513位于所述模具凸台512的顶口处。由于圆弧工件3如壶嘴网孔件,该壶嘴网孔件一般采用陶土(如紫砂陶土)材质制成,其材质较脆,容易破损。本模具5结构新颖独特,所述模具5上的壶嘴网孔件不易出现偏移或晃动,而且能对其上的壶嘴网孔件起到限位定心作用,大大地提高了对壶嘴网孔件进行钻孔作业的精准度高,同时也降低了壶嘴网孔件在钻孔作业过程中的破损率,使得成品率可达到99%以上。
30.上述仅为本实用新型的具体实施方式,但本实用新型的设计构思并不局限于此,凡利用此构思对本实用新型进行非实质性的改动,均应属于侵犯本实用新型保护范围的行为。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
