1.本实用新型应用于组装设备的技术领域,特别涉及一种零件组装设备。
背景技术:
2.随着科技的发展,平板电脑已成为人类生活中重要的工具,平板电脑组件多且要求集成度高,如果不进行高精度组装将直接影响用户的体验感,组件a和组件b是平板电脑的重要组件,由于组件a上带有粘性的结构,组件a的表面上粘贴着离型纸,离型纸是一种防止预浸料粘连,可以保护预浸料不受污染的防粘纸,因此需撕离组件a表面上的离型纸与组件b组装,再将组合件安装在产品上,中国专利号为cn202439329u公开了自动撕离离型纸的机台,其实现了自动撕离离型纸,但其结构复杂,维修保养困难,设备成本高,并且无法实现零件的组装,因此有必要提供一种结构紧凑、精度高且实现自动撕离型纸的零件组装设备。
技术实现要素:
3.本实用新型所要解决的技术问题是克服现有技术的不足,提供了一种结构紧凑、精度高且实现自动撕离型纸的零件组装设备。
4.本实用新型所采用的技术方案是:本实用新型包括机体,所述机体上设置有第一上料机构、第二上料机构以及保压机构,所述第一上料机构包括第一三轴移动模块和第一安装架,所述第一三轴移动模块的动作端依次设置有旋转组件和第一驱动气缸,所述第一驱动气缸的输出轴传动连接有吸盘,所述第一安装架上设置有第二驱动气缸和凸块,所述第二驱动气缸的输出轴传动连接传动块,所述传动块上设置有一对夹爪,所述第一安装架上铰接有钩子,所述钩子的中部与所述传动块铰接,所述钩子上远离铰接处的一端位于一对所述夹爪的内侧,一对所述夹爪与所述凸块配合,所述第二上料机构包括第二三轴移动模块和若干组飞达供料模块,所述第二三轴移动模块的动作端设置有第三驱动气缸,所述第三驱动气缸的输出轴传动连接吸嘴,所述保压机构包括第二安装架和第一直线模组,所述第二安装架上设置有第四驱动气缸,所述第四驱动气缸的输出轴传动连接有压块,所述第一直线模组的动作端设置有若干组与产品相适配的定位块。
5.由上述方案可见,所述第一上料机构作为组件a的上料机构,所述第二上料机构作为组件b的上料机构,所述第一三轴移动模块和所述第二三轴移动模块均为xyz轴机械手,所述吸盘与所述吸嘴均与外部真空源导通,所述第一三轴移动模块驱动所述吸盘移动至组件a的待取位,所述第一驱动气缸驱动所述吸盘向下吸取组件a,由于组件a的底部黏贴着离型纸,需要把离型纸撕离再与组件b进行组装,所述第一三轴移动模块驱动组件a移动至所述凸块上,离型纸外露在所述凸块的外侧,所述第二驱动气缸的输出轴传动连接所述传动块,一对所述夹爪设置在所述传动块上,所述钩子的一端与所述第一安装架的底部铰接,所述钩子的中部与所述传动块铰接,所述钩子的另一端位于一对所述夹爪的内侧,当所述第二驱动气缸向上驱动时,由于铰接的作用,所述钩子上远离铰接处的一端也随着向上运动,一对所述夹爪对离型纸进行夹持,所述第二驱动气缸向下驱动,所述钩子上远离铰接处的
一端向下运动,使得离型纸脱离一对所述夹爪上,从而实现离型纸的撕离,由于组件b需安装在组件a的底部,所述旋转组件设置在所述第一三轴移动模块的动作端,所述旋转组件对组件a进行180度的翻转,组件a的底部朝上,组件b装载在若干个所述飞达供料模块上,所述第二三轴移动模块驱动所述吸嘴移动至所述飞达供料模块上,所述第三驱动气缸驱动所述吸嘴向下吸取组件b,组件a的底部带有粘性,所述第二三轴移动模块驱动组件b与组件a进行组装,若干组所述定位块设置在所述第一直线模组的动作端上,产品放置在所述定位块上,所述第一三轴移动模块将组合件进行翻转并放置在产品的安装槽上,所述第二安装架设置在所述第一直线模组的一侧,所述第四驱动气缸设置在所述第二安装架上,所述第四驱动气缸的输出轴传动连接有所述压块,所述第四驱动气缸向下驱动所述压块对组合件进行保压,所述零件组装设备整体结构紧凑,模块化,便于维修与保养。
6.一个优选方案是,所述第一上料机构还包括测量模组,所述测量模组设置在所述第一安装架的一侧,所述测量模组包括第三安装架,所述第三安装架上设置有第二直线模组,所述第二直线模组的动作端设置有激光测距仪,所述激光测距仪将采集的数字信号传输给上位机。
7.由上述方案可见,所述测量模组设置在所述第一安装架的一侧,所述激光测距仪设置在所述第三安装架上,当组件a的离型纸撕掉后,所述第一三轴移动模块将组件a移动至所述激光测距仪的上方,所述激光测距仪将测量尺寸的数据上传至上位机,上位机位所述零件组装设备的控制机构,为提高组装精度奠定了基础。
8.一个优选方案是,所述第二上料机构还包括第一ccd相机,所述第一ccd相机设置在所述第二三轴移动模块的动作端上,所述第一ccd相机将采集的数字信号传输给上位机。
9.由上述方案可见,每一组的飞达供料模块装载着不同规格的组件b,所述控制机构根据所述激光测距仪反馈的结果对所述第二三轴移动模块和所述第一ccd相机进行相应的控制,根据组件a实际的规格进行匹配, 所述第一ccd相机设置在所述第二三轴移动模块的动作端上,所述第一ccd相机把光学影像转化为数字信号,用于所述第二三轴移动模块的定位、校准、保证高精度组装。
10.一个优选方案是,所述保压机构还包括第三直线模组,所述第三直线模组设置在所述第二安装架上,所述第三直线模组的动作端设置有第二ccd相机,所述第二ccd相机与所述压块配合,所述第二ccd相机将采集的数字信号传输给上位机。
11.由上述方案可见,所述第二ccd相机设置在所述第三直线模组的动作端,所述第二ccd相机用于所述压块的定位、校准。
12.一个优选方案是,所述第一上料机构还包括料仓模块、上料模块以及第四安装架,所述料仓模块包括第四直线模组,所述第四直线模组的动作端纵向设置有若干个支撑架,所述支撑架上放置着载盘,所述上料模块包括第五直线模组,所述第五直线模组的动作端设置有托板,所述托板与载盘配合,所述第四安装架设置在所述上料模块的一侧,所述第四安装架与载盘相适配。
13.由上述方案可见,所述第四直线模组的动作端纵向设置有若干个所述支撑架,所述支撑架上放置着装载有组件a的载盘,当组件a上料时,所述第五直线模组驱动所述托板顶起载盘并且移动至所述第四安装架,便于所述第一三轴移动模块进行上料。
14.一个优选方案是,所述第四安装架上设置有若干个第五驱动气缸,若干个所述第
五驱动气缸的输出轴均传动连接有第一夹块,所述第一夹块与与载盘配合。
15.由上述方案可见,若干个所述第五驱动气缸设置在所述第四安装架上,当载盘放置在所述第四安装架上,若干个所述第五驱动气缸驱动所述第一夹块夹紧载盘,实现载盘的限位固定。
16.一个优选方案是,所述定位块内设置有若干个第六驱动气缸,若干个所述第六驱动气缸的输出轴均传动连接有第二夹块,所述第二夹块与产品配合。
17.由上述方案可见,若干个所述第六驱动气缸设置在所述定位块内,若干个所述第六驱动气缸驱动所述第二夹块夹紧产品,保证保压的精度。
18.一个优选方案是,所述定位块的组数为两组,所述第一直线模组传动连接有滑块,两组所述定位块设置在所述滑块上。
19.由上述方案可见,两组所述定位块通过所述第一直线模组左右切换位置,将两组所述定位块上的产品同时测量和保压,有利于提高工作效率。
20.一个优选方案是,所述第一直线模组的两端均设置有缓冲器,所述缓冲器与所述滑块限位配合。
21.由上述方案可见,所述缓冲器所述第一直线模组的两端,用于所述滑块的缓冲限位,避免所述第一直线模组移动过撑。
附图说明
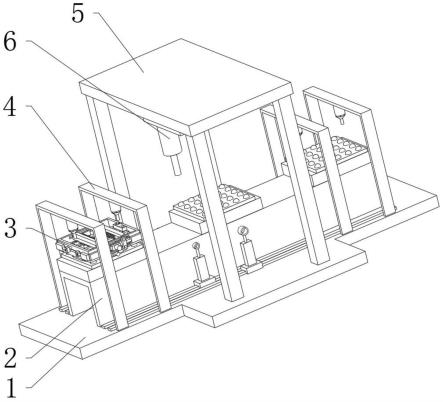
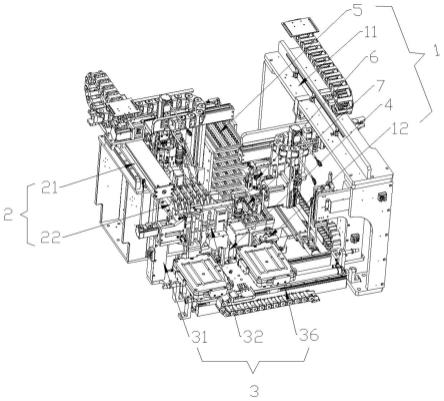
22.图1是本实用新型的立体结构示意图;
23.图2是所述第一上料机构第一局部的立体结构示意图;
24.图3是所述第一上料机构第二局部的立体结构示意图;
25.图4是所述第二上料机构第一局部的立体结构示意图;
26.图5是所述第二上料机构第二局部的立体结构示意图;
27.图6是所述保压机构第一局部的立体结构示意图;
28.图7是所述保压机构第二局部的立体结构示意图;
29.图8是所述测量模组的立体结构示意图;
30.图9是所述料仓模块的立体结构示意图;
31.图10是所述上料模块的立体结构示意图;
32.图11是所述第四安装架的立体结构示意图。
具体实施方式
33.如图1至图11所示,在本实施例中,本实用新型包括机体,所述机体上设置有第一上料机构1、第二上料机构2以及保压机构3,所述第一上料机构1包括第一三轴移动模块11和第一安装架12,所述第一三轴移动模块11的动作端依次设置有旋转组件13和第一驱动气缸14,所述第一驱动气缸14的输出轴传动连接有吸盘15,所述第一安装架12上设置有第二驱动气缸16和凸块17,所述第二驱动气缸16的输出轴传动连接传动块18,所述传动块18上设置有一对夹爪19,所述第一安装架12上铰接有钩子101,所述钩子101的中部与所述传动块18铰接,所述钩子101上远离铰接处的一端位于一对所述夹爪19的内侧,一对所述夹爪19与所述凸块17配合,所述第二上料机构2包括第二三轴移动模块21和若干组飞达供料模块
22,所述第二三轴移动模块21的动作端设置有第三驱动气缸23,所述第三驱动气缸23的输出轴传动连接吸嘴24,所述保压机构3包括第二安装架31和第一直线模组32,所述第二安装架31上设置有第四驱动气缸33,所述第四驱动气缸33的输出轴传动连接有压块34,所述第一直线模组32的动作端设置有若干组与产品相适配的定位块35。
34.在本实施例中,所述第一上料机构1还包括测量模组4,所述测量模组4设置在所述第一安装架12的一侧,所述测量模组4包括第三安装架41,所述第三安装架41上设置有第二直线模组42,所述第二直线模组42的动作端设置有激光测距仪43,所述激光测距仪43将采集的数字信号传输给上位机。
35.在本实施例中,所述第二上料机构2还包括第一ccd相机25,所述第一ccd相机25设置在所述第二三轴移动模块21的动作端上,所述第一ccd相机25将采集的数字信号传输给上位机。
36.在本实施例中,所述保压机构3还包括第三直线模组36,所述第三直线模组36设置在所述第二安装架31上,所述第三直线模组36的动作端设置有第二ccd相机37,所述第二ccd相机37与所述压块34配合,所述第二ccd相机37将采集的数字信号传输给上位机。
37.在本实施例中,所述第一上料机构1还包括料仓模块5、上料模块6以及第四安装架7,所述料仓模块5包括第四直线模组51,所述第四直线模组51的动作端纵向设置有若干个支撑架52,所述支撑架52上放置着载盘,所述上料模块6包括所述第五直线模组61,所述第五直线模组61的动作端设置有托板62,所述托板62与载盘配合,所述第四安装架7设置在所述上料模块6的一侧,所述第四安装架7与载盘相适配。
38.在本实施例中,所述第四安装架7上设置有若干个第五驱动气缸71,若干个所述第五驱动气缸71的输出轴均传动连接有第一夹块72,所述第一夹块72与与载盘配合。
39.在本实施例中,所述定位块35内设置有若干个第六驱动气缸,若干个所述第六驱动气缸的输出轴均传动连接有第二夹块301,所述第二夹块301与产品配合。
40.在本实施例中,所述定位块35的组数为两组,所述第一直线模组32传动连接有滑块38,两组所述定位块35设置在所述滑块38上。
41.在本实施例中,所述第一直线模组32的两端均设置有缓冲器39,所述缓冲器39与所述滑块38限位配合。
42.本实用新型的工作原理:所述第一驱动气缸驱动所述吸盘向下吸取组件a,所述第一三轴移动模块驱动组件a移动至所述凸块上,所述第二驱动气缸向上驱动,一对所述夹爪对离型纸进行夹持,所述第二驱动气缸向下驱动,所述钩子上远离铰接处的一端向下运动,使得离型纸脱离一对所述夹爪上,所述第一三轴移动模块将组件a移动至所述激光测距仪的上方,所述激光测距仪测量尺寸,所述旋转组件对组件a进行180度的翻转,所述第二三轴移动模块驱动所述吸嘴吸取相适配的组件b,所述第一三轴移动模块将组合件进行翻转并放置在产品的安装槽上,所述第四驱动气缸向下驱动所述压块,实现组合件的保压。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。