1.本发明属于材料表面改性和涂层制备技术领域,尤其涉及一种磨损自修复密封涂层的制备方法,具体属于表面工程和再制造技术领域,可以应用于机械密封表面涂层的制备,有效降低密封配合间隙,提高零部件密封性能、可靠性和使用寿命。
背景技术:
2.采用热喷涂技术在机械零件密封配合面制备可磨耗封严涂层,由于具有良好的可磨耗性和较低的摩擦系数,可以通过密封配合面摩擦副之间的摩擦刮削作用,通过自身磨耗实现对密封间隙的自匹配补偿,从而有效降低密封配合间隙,提高密封可靠性和设备运行效率,在旋转机械密封领域得到广泛应用。作为航空发动机的关键材料之一,封严涂层可有效改善燃气轮机中旋转部件与固定部件之间的密封性,显著提高发动机的热效率和飞行安全。
3.现有的密封涂层材料体系以金属基自磨耗涂层材料为主,一般由“金属 非金属”两种组分构成,金属组分以ni基、al基金属材料为主,用于保证涂层的结合能力;非金属组分为固体润滑性能和自磨耗性好的非金属材料,如石墨、硅藻土、六方氮化硼、聚苯酯等。理想的封严涂层应在工作过程中确保自身不脱落、可刮削,并具有较低的摩擦系数,优异的抗热震性能以及与基体良好的附着性能;同时,应具备足够的强度抵抗外部颗粒和气流的冲蚀,且在与旋转部件发生摩擦接触时,不损伤对磨件。
4.密封涂层失效通常是由于密封涂层经过长时间对磨,造成密封间隙增大,或因进入异物形成磨粒而造成涂层表面和对磨旋转件损伤,从而导致密封系统整体失效。如ni/c涂层主要用于改善航空发动机静子部件和转子部件之间的密封性能,具有材料制备工艺成熟、成本低的优点,通过调节ni/c涂层中的石墨含量可以获得较低的涂层摩擦系数,但随着石墨含量的升高,涂层的机械强度降低,抵抗外部颗粒和气流冲刷的性能下降,从而影响涂层使用寿命,因而限制了其应用范围。因此,如何在提高密封涂层自身力学性能,改善其抗磨损和抗冲蚀性能的同时,保持其低摩擦、可磨耗,以及不损伤对磨件的特性,是本领域当前亟需解决的问题。
技术实现要素:
5.有鉴于此,本发明的目的在于提供一种磨损自修复密封涂层的制备方法,本发明将层状硅酸盐矿物成分引入到密封涂层粉体材料中,通过热喷涂方法制备延缓密封摩擦副表面磨损的密封涂层材料,有效保障机械密封装置的可靠性,提高密封性能,延长使用寿命。
6.本发明提供了一种磨损自修复密封涂层的制备方法,包括:
7.将硅酸盐矿物粉和金属粉进行复合造粒,得到自修复预制粉体;
8.将所述自修复预制粉体和密封涂层粉体混料,得到复合粉体;
9.将所述复合粉体进行喷涂,得到磨损自修复密封涂层。
10.优选的,所述硅酸盐矿物粉为层状硅酸盐矿物粉;
11.所述硅酸盐矿物粉的粒径为2~5μm;
12.所述硅酸盐矿物粉选自凹凸棒石和蛇纹石中的一种或几种。
13.优选的,所述金属粉的粒径≤500目;
14.所述金属粉选自铝基和/或镍基金属粉。
15.优选的,所述硅酸盐矿物粉的质量为金属粉质量的5~50%。
16.优选的,所述复合造粒的方法包括:
17.将金属粉、硅酸盐矿物粉、分散介质和粘结剂分散混合,得到复合粉末浆料;
18.将所述复合粉末浆料进行喷雾造粒和干燥,得到自修复预制粉体。
19.优选的,所述分散介质为乙醇;
20.所述粘结剂为聚乙烯醇。
21.优选的,所述自修复预制粉体的粒度为100~200目;
22.所述密封涂层粉体的粒度为100~200目。
23.优选的,所述喷涂为火焰喷涂;
24.所述喷涂的方法包括:
25.将基体依次进行表面清洗、表面吹砂、喷涂粘结层和喷涂复合粉体。
26.优选的,所述喷涂粘结层过程中使用的粘结层材料选自nial系和/或mcraly系材料,m选自fe、ni和/或co;
27.所述喷涂粘结层过程中的工作气体包括:氧气和乙炔;
28.所述氧气的流量为1.2~1.4m3/h,所述氧气的压力为0.6~1.0mpa;
29.所述乙炔的流量为1.3~1.5m3/h,所述乙炔的压力为0.1~0.2mpa;
30.冷却气体为压缩空气,所述压缩空气的压力为0.3~0.7mpa;
31.喷涂距离为200~300mm;
32.喷涂厚度为0.1~0.2mm。
33.优选的,所述喷涂复合粉体过程中的喷涂距离为160~220mm;
34.工作气体包括:氧气和乙炔;
35.所述氧气的流量为1.2~1.4m3/h,所述氧气的压力为0.6~1.0mpa;
36.所述乙炔的流量为1.3~1.5m3/h,所述乙炔的压力为0.1~0.2mpa;
37.冷却气体为压缩空气,所述压缩空气的压力为0.3~0.7mpa;
38.喷涂厚度为0.5~1mm。
39.本发明将层状硅酸盐矿物成分加入到封严涂层材料中,在不改变原有封严涂层的硬度、可磨耗性以及强度的情况下,能够显著降低涂层的摩擦系数,确保不破坏对偶摩擦件的表面状态,从而提高系统的密封性能与可靠性,降低系统能耗。本发明制备的自修复密封涂层在摩擦过程中,在自身磨耗的同时,涂层中的硅酸盐矿物组分能够为对偶摩擦件提供自修复成分,诱发对偶摩擦件材料与硅酸盐矿物发生摩擦化学反应,从而实现对偶摩擦件摩擦表面损伤自修复与性能强化,从而有效改善对偶摩擦件的耐磨性与抗冲蚀性能,提高系统的密封性能和使用寿命。本方发明设计提供的自修复密封涂层制备技术工艺路线与封严涂层制备技术工艺路线一致,硅酸盐矿物成分以自修复预制粉末的形式添加到商品化的封严涂层材料中,可实现涂层中自修复成分的灵活调控,自修复成分与密封涂层材料复合
制备工序简单。本方发明提供的方法适用于多种密封涂层或封严涂层材料体系及相关应用场景,工业应用前景良好。
附图说明
40.图1为本发明实施例1制备凹凸棒石预制粉体的高倍扫描电镜照片;
41.图2为本发明对比例1制备密封涂层表面的高倍扫描电镜照片;
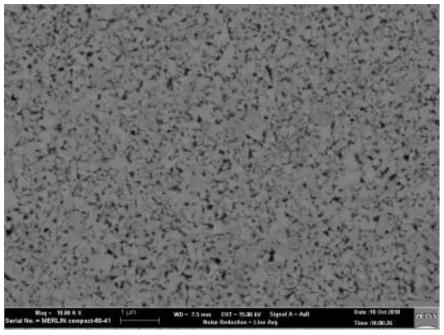
42.图3为本发明实施例1制备自修复密封涂层表面的高倍扫描电镜照片;
43.图4为本发明实施例1和对比例1制备涂层的摩擦系数对照图;
44.图5为本发明对比例1制备涂层对磨钢球磨痕形貌的高倍扫描电镜照片;
45.图6为本发明实施例1制备自修复密封涂层对磨钢球磨痕形貌的高倍扫描电镜照片。
具体实施方式
46.下面将对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
47.本发明提供了一种磨损自修复密封涂层的制备方法,包括:
48.将硅酸盐矿物粉和金属粉进行复合造粒,得到自修复预制粉体;
49.将所述自修复预制粉体和密封涂层粉体混料,得到复合粉体;
50.将所述复合粉体进行喷涂,得到磨损自修复密封涂层。
51.无机硅酸盐矿物在物化性质上与密封涂层材料存在较大差别,简单将硅酸盐矿物和密封涂层材料机械混合进行喷涂,容易造成硅酸盐矿物成分的飞溅和烧蚀,矿物成分不能沉积在涂层内部,不利于喷涂制备工艺实现。本发明提出硅酸盐矿物成分的金属化技术,通过矿物成分与超细金属粉末团聚造粒,在矿物成分表面包覆一层金属颗粒,使其在物化性质上更利于喷涂工艺,同时保证了矿物成分的稳定性,有效的阻止了喷涂过程中造成的烧蚀、分解等问题。
52.在本发明中,所述硅酸盐矿物粉优选为层状硅酸盐矿物粉;所述硅酸盐矿物粉的粒径优选为2~5μm,更优选为3~4μm;所述硅酸盐矿物粉优选选自凹凸棒石和蛇纹石中的一种或几种。
53.在本发明中,层状硅酸盐矿物成分的主要的作用是,在对磨件(如航空发动机叶尖等对偶摩擦件)与封严涂层摩擦过程中,受摩擦化学效应与机械剪切力的作用,摩擦副摩擦表面会发生化学反应形成具有纳米结构的减摩抗磨自修复层,从而延缓了摩擦副的磨损程度,有效的控制摩擦副与密封涂层的间隙的增大,提高密封的可靠性。
54.在本发明中,所述金属粉优选为超细金属粉;所述金属粉的粒径优选≥500目,更优选为500~800目,最优选为600~700目。
55.在本发明中,所述金属粉优选为铝基和/或镍基金属粉,所述铝基金属粉优选为纯铝粉和/或铝合金粉,所述铝合金粉中al含量优选>90%;所述镍基金属粉优选为纯镍粉和/或镍合金粉,所述镍合金粉中ni含量优选>90%。
56.在本发明中,所述硅酸盐矿物粉的质量优选为金属粉质量的5~50%,更优选为30~40%,最优选为35%。
57.在本发明中,所述复合造粒的方法优选包括:
58.将金属粉和硅酸盐矿物粉、分散介质和粘结剂分散混合,得到复合粉末浆料;
59.将所述复合粉末浆料进行喷雾造粒和干燥,得到自修复预制粉体。
60.在本发明中,所述分散介质优选为乙醇,更优选为无水乙醇;所述粘结剂优选为聚乙烯醇(pva)。
61.在本发明中,所述金属粉、分散介质和粘结剂的质量比优选为(20~40):(52~78):(2~8),更优选为(25~35):(55~75):(3~7),更优选为(28~32):(60~70):(4~6),最优选为30:65:5。
62.在本发明中,所述分散混合的方法优选为球磨;所述球磨优选在行星式球磨机或三辊混料机中进行。
63.在本发明中,所述喷雾造粒优选在喷雾干燥设备中进行;所述喷雾造粒过程中进风温度优选为180~270℃,更优选为200~250℃,最优选为220~230℃;出风温度优选为80~150℃,更优选为100~130℃,最优选为110~120℃;雾化盘频率优选为210~300hz,更优选为230~270hz,最优选为250hz;得到喷雾干燥后的球形团聚粉末。
64.在本发明中,所述干燥的温度优选为300~350℃,更优选为310~340℃,最优选为320~330℃;所述干燥的时间优选为2~4h,更优选为3h。
65.在本发明中,所述干燥后优选进行筛分,得到目标粒度为100~200目的自修复预制粉体;所述自修复预制粉体的粒度优选为100~200目,更优选为130~170目,最优选为150目。
66.在本发明中,所述密封涂层粉体的粒度优选为100~200目,更优选为130~170目,最优选为150目。
67.在本发明中,所述密封涂层粉体优选选自金属基自磨耗材料,如镍石墨、铝硅聚苯酯、铝硅石墨和铝硅氮化硼中的一种或几种;所述镍石墨中石墨的质量含量优选为20~50%,更优选为30~40%,最优选为35%;所述铝硅聚苯酯中聚苯酯的质量含量优选为20~50%,更优选为30~40%,最优选为35%;所述铝硅石墨中石墨的质量含量优选为20~50%,更优选为30~40%,最优选为35%;所述铝硅氮化硼中氮化硼的质量含量优选为20~50%,更优选为30~40%,最优选为35%。
68.本发明对所述密封涂层粉体的来源没有特殊的限制,可由市场购买获得。
69.在本发明中,所述自修复预制粉体和密封涂层粉体的质量比优选为(1~5):(45~49),更优选为(2~4):(46~48),最优选为3:47。
70.在本发明中,所述混料优选在摇臂混料机中进行;所述混料的时间优选为20~30小时,更优选为22~28小时,最优选为24~26小时。
71.在本发明中,优选将所述复合粉体在基体表面进行喷涂,使其沉积于基体上,得到磨损自修复密封涂层。
72.在本发明中,所述喷涂的方法优选为火焰喷涂;所述喷涂的方法优选包括:
73.将基体依次进行表面清洗、表面吹砂、喷涂粘结层和喷涂复合粉体。
74.在本发明中,所述基体优选为45#钢板;所述基体的成分优选为:
75.c:0.42~0.50wt%;
76.si:0.17~0.37wt%;
77.mn:0.50~0.80wt%;
78.p:≤0.035wt%;
79.s:≤0.035wt%;
80.cr:≤0.25wt%;
81.ni:≤0.35wt%;
82.cu:≤0.25wt%;
83.余量为fe。
84.在本发明中,所述表面清洗的方法优选包括:
85.使用脱脂棉或毛刷蘸取酒精或丙酮对基体表面擦洗,去除基体表面油污。
86.在本发明中,所述表面擦洗后优选还包括:
87.将擦洗后的表面进行清洗。
88.在本发明中,所述清洗的方法优选为超声清洗;所述清洗的时间优选为5~15分钟,更优选为10分钟;所述清洗的介质优选为乙醇,更优选为无水乙醇。
89.在本发明中,所述表面吹砂的方法优选包括:
90.采用喷气式吹砂机对清洗后的基体表面进行吹砂处理,去除基体表面氧化皮,吹砂完成后使用压缩空气吹除表面浮灰,检查吹砂表面应均匀、无金属光泽,吹砂后的表面禁止赤手接触,且避免因工位器具等不洁净而造成污染。
91.在本发明中,所述表面吹砂优选为采用气体喷砂进行粗化处理;所述气体喷砂的材料优选为白刚玉砂;所述白刚玉砂的粒度优选为50~200目,更优选为100~150目;所述气体喷砂过程中的工作气体压强优选为0.3~0.5mpa,更优选为0.4mpa;喷砂距离优选为100~150mm,更优选为110~140mm,最优选为120~130mm。
92.在本发明中,所述喷涂粘结层过程中使用的粘结层材料优选选自nial系和/或mcraly系材料,所述m选自fe、ni和/或co。本发明对所述粘结层材料的来源没有特殊的限制,可由市场购买获得。
93.在本发明中,所述喷涂粘结层的过程中优选将吹砂后的基体预热至100~200℃,更优选为130~170℃,最优选为150℃;所述喷涂粘结层过程中的工作气体优选包括:氧气和乙炔;所述氧气的流量优选为1.2~1.4m3/h,更优选为1.3m3/h;所述氧气的压力优选为0.6~1.0mpa,更优选为0.7~0.9mpa,最优选为0.8mpa;所述乙炔的流量优选为1.3~1.5m3/h,更优选为1.4m3/h;所述乙炔的压力优选为0.1~0.2mpa,更优选为0.13~0.17mpa,最优选为0.15mpa;冷却气体优选为压缩空气;所述压缩空气的压力优选为0.3~0.7mpa,更优选为0.4~0.6mpa,最优选为0.5mpa;喷涂距离优选为200~300mm,更优选为230~270mm,最优选为250mm;喷涂厚度优选为0.1~0.2mm,更优选为0.13~0.17mm,最优选为0.15mm。
94.在本发明中,所述喷涂粘结层后得到的粘结层的厚度优选为0.1~0.2mm,更优选为0.13~0.17mm,最优选为0.15mm。
95.在本发明中,所述喷涂复合粉体过程中的喷涂距离优选为160~220mm,更优选为170~210mm,更优选为180~200mm,最优选为190mm;工作气体优选包括:氧气和乙炔;所述氧气的流量优选为1.2~1.4m3/h,更优选为1.3m3/h;所述氧气的压力优选为0.6~1.0mpa,
更优选为0.7~0.9mpa,最优选为0.8mpa;所述乙炔的流量优选为1.3~1.5m3/h,更优选为1.4m3/h;所述乙炔的压力优选为0.1~0.2mpa,更优选为0.13~0.17mpa,最优选为0.15mpa;冷却气体优选为压缩空气;所述压缩空气的压力优选为0.3~0.7mpa,更优选为0.4~0.6mpa,最优选为0.5mpa;喷涂厚度优选为0.5~1mm,更优选为0.5~0.8mm,最优选为0.7mm。
96.在本发明中,所述喷涂复合粉体过程中的涂层厚度优选为0.5~1mm,更优选为0.6~0.9mm,最优选为0.7~0.8mm。
97.在本发明中,所述喷涂复合粉体完成后优选还包括:
98.将得到的复合涂层进行机械加工,满足涂层的装配和使用要求。
99.在本发明中,所述机械加工的方法优选为打磨处理;所述打磨处理优选采用砂纸进行打磨;所述砂纸的目数优选为800~1200目,更优选为1000目;所述机械加工后复合涂层的表面粗糙度优选为10~30微米,更优选为15~25微米,最优选为20微米。
100.本发明将层状硅酸盐矿物成分加入到封严涂层材料中,在不改变原有封严涂层的硬度、可磨耗性以及强度的情况下,能够显著降低涂层的摩擦系数,确保不破坏对偶摩擦件的表面状态,从而提高系统的密封性能与可靠性,降低系统能耗。本发明制备的自修复密封涂层在摩擦过程中,在自身磨耗的同时,涂层中的硅酸盐矿物组分能够为对偶摩擦件提供自修复成分,诱发对偶摩擦件材料与硅酸盐矿物发生摩擦化学反应,从而实现对偶摩擦件摩擦表面损伤自修复与性能强化,从而有效改善对偶摩擦件的耐磨性与抗冲蚀性能,提高系统的密封性能和使用寿命。本方发明设计提供的自修复密封涂层制备技术工艺路线与封严涂层制备技术工艺路线一致,硅酸盐矿物成分以自修复预制粉末的形式添加到商品化的封严涂层材料中,可实现涂层中自修复成分的灵活调控,自修复成分与密封涂层材料复合制备工序简单。本方发明提供的方法适用于多种密封涂层或封严涂层材料体系及相关应用场景,工业应用前景良好。
101.下面结合具体实施例对本发明做进一步说明,但本发明绝非仅限于实施例。
102.实施例1
103.选取100mm
×
100mm
×
10mm的45#钢板为基体,在其表面加工制备复合密封涂层,密封原材料选用凹凸棒石预制粉体和ni/c粉体(镍包石墨粉末,石墨含量25%wt)的混合粉体,粘结层原料采用nial粉,加工方法普通火焰喷涂,涂层厚度0.7mm。
104.具体按如下步骤进行操作:
105.步骤1:凹凸棒石预制粉体制备
106.首先将超细镍粉(500~800目)和凹凸棒石(2~5微米)粉末按质量比3:2进行混合,再与分散介质无水乙醇、粘结剂聚乙烯醇(pva)按质量比(7:12:1)放入行星式球磨机上进行充分球磨分散混合均匀,制备出复合粉末浆料;
107.然后利用喷雾造粒干燥设备对上述复合粉末浆料进行喷雾造粒和干燥,最后对干燥所得的粉末进行筛分,得到目标粒度为100~200目范围内的凹凸棒石预制粉体。
108.步骤2:自修复密封涂层复合粉体制备
109.将步骤1制备得到的预制粉体按质量4%的比例加入到100~200目的ni/c粉体(kf-21t镍石墨复合粉末,石墨质量含量25%,其余为ni,购自北矿新材科技有限公司)中,并置于摇臂混料机上混料24小时,混合均匀后待用。
110.步骤3:喷涂表面预处理,包括除油和表面吹砂粗化
111.除油处理,去除待加工面的油污,选用棉纺纱布蘸丙酮擦拭基体表面,然后采用超声清洗10min,清洗介质为无水乙醇。
112.粗化处理,喷涂加工面采用气体喷砂进行粗化处理,喷砂材料为50~200目白刚玉砂,工作气体压强为0.45mpa,喷砂距离为120mm;粗化后待喷涂表面在光照条件下无反光面为合格,实现粗化表面100%覆盖。
113.步骤4:喷涂粘结层
114.采用普通火焰喷涂技术,喷涂材料nial(kf-2镍包铝粉,ni 80wt%,al20wt%,购自购自北矿新材科技有限公司)粉体,喷涂层厚度0.1mm,喷涂距离260mm;工作气体和冷却气体参数如下:
115.气体名称流量(m3/h)压力(mpa)备注氧气1.30.8 乙炔1.40.15 压缩空气
‑‑
0.5冷却气体
116.步骤5:喷涂工作层,采用普通火焰喷涂技术,喷涂材料ni/c基自修复密封涂层复合粉体(步骤2制备的复合粉体),喷涂层厚度0.6mm,喷涂距离控制在200mm;工作气体和冷却气体参数同上(与喷涂粘结层参数一致)。
117.步骤6:涂层后处理
118.采用1000目砂纸对涂层表面进行打磨处理,处理后涂层表面粗糙度ra为10~30微米。
119.对本发明实施例1制备的凹凸棒石预制粉体进行高倍扫描电镜检测,检测结果如图1所示,由图1可知,制备的预制粉体粒径约为在50~80微米之间,呈椭球体形,粉体表面清晰可见凹凸棒石矿物颗粒和ni金属颗粒团聚在一起,且两种颗粒分布均匀。
120.对本发明实施例1制备的自修复密封涂层表面进行高倍扫描电镜检测,检测结果如图3所示,由图3可知,涂层主要由浅灰色的ni金属相和黑色的石墨相组成,凹凸棒石相呈凸点状均匀分布在ni金属相内部,说明通过本发明预制粉体的方法,采用热喷涂工艺能够将凹凸棒石矿物成分均匀的引入涂层内部,进而实现复合涂层的减摩自修复功效。
121.实施例2
122.按照实施例1的方法制备复合密封涂层,与实施例1的区别在于,步骤2:自修复密封涂层复合粉体制备过程中预制粉体按质量含量6%加入。
123.实施例3
124.按照实施例1的方法制备复合密封涂层,与实施例1的区别在于,步骤2:自修复密封涂层复合粉体制备过程中预制粉体按质量含量8%加入。
125.对比例1
126.选取100mm
×
100mm
×
10mm的45#钢板为基体,在其表面加工制备密封涂层,密封原材料选用ni/c粉体(镍包石墨粉末,石墨含量25%wt),粘结层原料采用nial粉体,加工方法普通火焰喷涂,涂层厚度0.7mm。
127.具体按如下步骤进行:
128.步骤1:喷涂表面预处理,包括除油和表面吹砂粗化
129.除油处理,去除待加工面的油污,选用棉纺纱布蘸丙酮擦拭基体表面,然后采用超声清洗10min,清洗介质为无水乙醇。
130.粗化处理,喷涂加工面采用气体喷砂进行粗化处理,喷砂材料为50~200目白刚玉砂,工作气体压强为0.45mpa,喷砂距离为120mm;粗化后待喷涂表面在光照条件下无反光面为合格,实现粗化表面100%覆盖。
131.步骤2:喷涂粘结层
132.采用氧-乙炔火焰喷涂技术,喷涂材料nial粉体(成分及来源同实施例1),喷涂层厚度0.1mm,喷涂距离控制在260mm;工作气体和冷却气体参数如下:
133.气体名称流量(m3/h)压力(mpa)备注氧气1.30.75 乙炔1.40.15 压缩空气
‑‑
0.5冷却气体
134.步骤3:喷涂工作层
135.采用普通火焰喷涂技术,喷涂材料ni/c粉体(来源同实施例1),喷涂层厚度0.6mm,喷涂距离控制在200mm;工作气体和冷却气体参数同上(与喷涂粘结层一致)
136.步骤4:涂层后处理
137.采用1000目砂纸对涂层表面进行打磨处理,处理后涂层表面粗糙度ra为10~30微米。
138.对本发明对比例1制备密封涂层表面进行高倍扫描电镜检测,检测结果如图2所示,由图2可知,涂层主要由浅灰色的ni金属相和黑色的石墨相组成,且两相分布均匀;与实施例1中的复合涂层表面形貌相近,说明实施例1中预制粉体成分对涂层的整体形貌结构未构成明显影响。
139.性能检测
140.涂层表面洛氏硬度测试
141.对实施例和对比例制备的涂层表面进行硬度测试,涂层表面洛氏硬度由600mrd/s型数显表面洛式硬度计测得,选用hr15y标尺,淬火不锈钢压头,加载载荷15kg,加载时间5s,平均硬度取3次测量结果的平均值。
142.检测结果如下:
[0143][0144]
以上为实施例1、2、3和对比例1制备的涂层的hr15y标尺硬度,由表中硬度值可知,添加凹凸棒石对涂层硬度值影响较小,硬度值是衡量密层涂层可磨耗性能关键指标之一,因此凹凸棒石对密封的涂层可磨耗性能未产生不利影响。
[0145]
涂层可磨耗性及对偶摩擦件耐磨性测试
[0146]
对实施例和对比例制备的涂层进行耐磨性测试,利用srv-4型磨损试验机对备的
密封涂层的可磨耗性及对偶摩擦件的耐磨性进行大气环境下的室温干摩擦测试:测试采用球盘接触的往复运动形式,其中,往复运动的下试样圆盘表面为实施例和比较例制备的涂层,与涂层对磨的上试样固定,材质为gcr钢球,直径为10mm;试验载荷为20n,频率为10hz,往复行程为1mm,试验时间2小时;试验过程中,设备自动记录摩擦系数随时间的变化;试验结束后,采用激光共聚焦显微镜测量涂层与对磨钢球球的磨损体积;采用涂层的磨损体积评价其可磨耗性,磨损体积越大,可磨耗性越好;采用钢球的磨损体积评价其耐磨性,磨损体积越小,耐磨性越好。
[0147]
检测结果如下:
[0148]
密封涂层磨损体积对比
[0149]
涂层类别磨损体积(
×
106μm3)实施例1密封涂层9.35
±
0.36实施例2密封涂层8.65
±
0.24实施例3密封涂层7.27
±
0.51对比例1密封涂层9.48
±
0.47
[0150]
对磨钢球磨损体积对比
[0151]
涂层类别磨损体积(
×
106μm3)实施例1中的对磨钢球2.48
±
0.32实施例2中的对磨钢球0.93
±
0.47实施例3中的对磨钢球4.24
±
0.26对比例1中的对磨钢球9.40
±
0.28
[0152]
采用激光共聚焦显微镜对实施例1、2、3和对比例1制备的两种涂层及其对磨钢球的磨损体积进行了测量,由密封涂层磨损体积对比表内值可知,涂层的磨损体积接近,表明添加自修复矿物成分后的对涂层的可磨耗影响较小;对磨钢球的磨损体积的表中,由于凹凸棒石矿物成分在摩擦磨损过程中的对磨痕表面自修复作用,在同等的磨损条件下,与实施例2制备的涂层对磨的钢球磨损体积为0.93
×
106μm,与对比例1制备的涂层对磨的钢球磨损体积降低了90.1%,材料耐磨性提高了9.1倍。
[0153]
图4为实施例1和对比例1制备的涂层的摩擦系数曲线,1200秒以前2种涂层的摩擦曲线趋于一致,之后未添加凹凸棒石的对比例1涂层的摩擦系数持续升高;而添加凹凸棒石的实施例1涂层摩擦系数趋于平缓,这是由于摩擦表面随着摩擦反应的发生,摩擦表面逐渐形成了自修复反应层,具有较好的减摩效果。图5、6分别为对比例1和实施例1制备的涂层对磨摩擦副(对磨钢球)的磨痕形貌,通过外观尺寸测量可见,实施例1制备的涂层可以延缓对磨摩擦副的磨损。
[0154]
由以上检测结果可知,本发明提供的方法制备的封严涂层,在确保自身可磨耗性的同时,具有更低的摩擦系数,同时对对偶摩擦件表面具有损伤修复作用,显著提高对偶摩擦件的耐磨性,从而具有更好的密封性能。
[0155]
本发明将层状硅酸盐矿物成分加入到封严涂层材料中,在不改变原有封严涂层的硬度、可磨耗性以及强度的情况下,能够显著降低涂层的摩擦系数,确保不破坏对偶摩擦件的表面状态,从而提高系统的密封性能与可靠性,降低系统能耗。本发明制备的自修复密封涂层在摩擦过程中,在自身磨耗的同时,涂层中的硅酸盐矿物组分能够为对偶摩擦件提供
自修复成分,诱发对偶摩擦件材料与硅酸盐矿物发生摩擦化学反应,从而实现对偶摩擦件摩擦表面损伤自修复与性能强化,从而有效改善对偶摩擦件的耐磨性与抗冲蚀性能,提高系统的密封性能和使用寿命。本方发明设计提供的自修复密封涂层制备技术工艺路线与封严涂层制备技术工艺路线一致,硅酸盐矿物成分以自修复预制粉末的形式添加到商品化的封严涂层材料中,可实现涂层中自修复成分的灵活调控,自修复成分与密封涂层材料复合制备工序简单。本方发明提供的方法适用于多种密封涂层或封严涂层材料体系及相关应用场景,工业应用前景良好。
[0156]
虽然已参考本发明的特定实施例描述并说明本发明,但是这些描述和说明并不限制本发明。所属领域的技术人员可清晰地理解,在不脱离如由所附权利要求书定义的本发明的真实精神和范围的情况下,可进行各种改变,以使特定情形、材料、物质组成、物质、方法或过程适宜于本技术的目标、精神和范围。所有此类修改都意图在此所附权利要求书的范围内。虽然已参考按特定次序执行的特定操作描述本文中所公开的方法,但应理解,可在不脱离本发明的教示的情况下组合、细分或重新排序这些操作以形成等效方法。因此,除非本文中特别指示,否则操作的次序和分组并非本技术的限制。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。