技术特征:
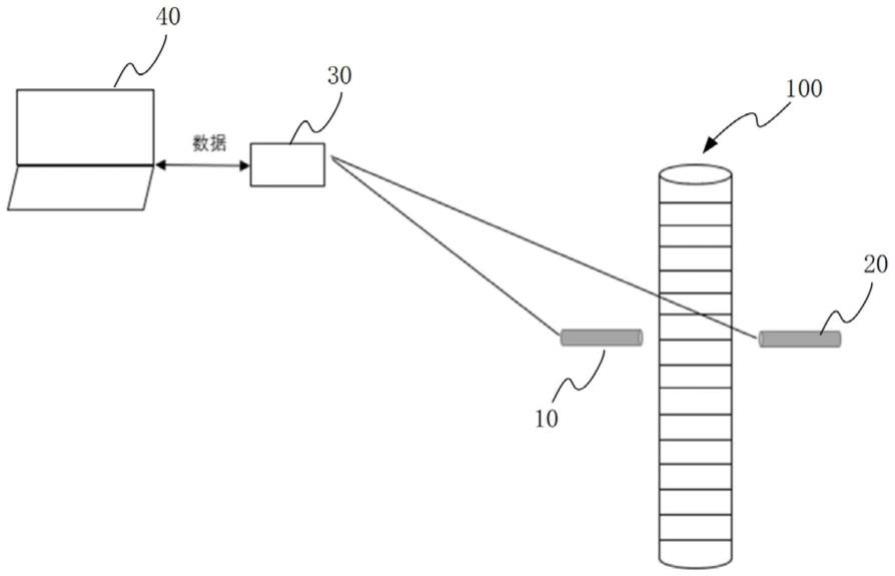
1.一种用于铺粉式金属增材制造设备的旋转轴健康监测装置,其特征在于,包括:沿着铺粉式金属增材制造设备的旋转轴设置的第一电涡流传感器(10)和第二电涡流传感器(20),分别用于检测在预设的时间周期t1范围内所述旋转轴的轴体转动状态以及轴体转动振动状态;数据采集卡(30),与所述第一电涡流传感器(10)和第二电涡流传感器(20)电连接;以及在线监测装置(40),与所述数据采集卡(30)数据连接,用于根据所述第一电涡流传感器(10)和第二电涡流传感器(20)的检测结果与预设标准的比对,判断所述旋转轴的损伤风险。2.根据权利要求1所述的用于铺粉式金属增材制造设备的旋转轴健康监测装置,其特征在于,所述第一电涡流传感器(10)和第二电涡流传感器(20)被设置成安装位于旋转轴的两侧。3.根据权利要求1所述的用于铺粉式金属增材制造设备的旋转轴健康监测装置,其特征在于,所述第一电涡流传感器(10)和第二电涡流传感器(20)被设置成安装位于中轴线同一侧,并沿着旋转轴位于上下位置。4.根据权利要求1所述的用于铺粉式金属增材制造设备的旋转轴健康监测装置,其特征在于,所述旋转轴为成型缸内设置的用于驱动成型基板在竖直位置上移动的丝杆轴,所述丝杆轴的表面设置有螺旋齿圈,所述丝杆轴在被驱动旋转时,基于与丝杆螺母的配合而驱动与丝杆轴固定连接的成型基板沿着丝杆轴的轴线方向直线升降运动;所述丝杆轴在每个预设的时间周期t1的直线位移高度为h,直线位移高度h根据增材制造工艺确定的每一层沉积层的厚度决定。5.根据权利要求4所述的用于铺粉式金属增材制造设备的旋转轴健康监测装置,其特征在于,所述第一电涡流传感器(10)被设置成根据以下方式检测所述轴体转动状态:根据增材制造工艺,获取标准状态的丝杆轴在每成型一层沉积层而在每个预设的时间周期t1的直线位移高度h,结合丝杆轴的设计参数计算出在预设的时间周期t1内旋转过的齿圈数n1;获取所述第一电涡流传感器(10)检测的预设的时间周期t1内输出的周期信号从而确定对应旋转过的实际齿圈数n2;如果实际齿圈数n2与齿圈数n1不同,则判定所述丝杆轴存在异常,否则判定正常。6.根据权利要求5所述的用于铺粉式金属增材制造设备的旋转轴健康监测装置,其特征在于,所述第二电涡流传感器(20)被设置成根据以下方式检测所述轴体转动振动状态:通过第二电涡流传感器(20)检测所述丝杆轴的连续振动,生成振动波形;对振动波形按照预设的时间周期t2进行连续的时序划分,获得实际的振动时序波形序列x,x=[x1,x2,x3,...,x
n
],其中x
n
表示第n个振动时序波形序列;以标准状态的丝杆轴的振动信号对应的标准振动波形为基础,对标准振动波形按照预设的时间周期t2进行连续的时序划分,获得参考的振动时序波形序列c,c=[c1,c2,c3,...,c
n
],,其中c
n
表示第n个参考波形序列;以参考波形序列为基准,对比每一个振动时序波形序列,计算序列幅值相对差a
i
:a
i
={|p
i1-q
i1
| |p
i2-q
i2
| |p
i3-q
i3
|
…
|p
im-q
im
|}/m
其中,m表示第i个振动时序波形序列中采样点的总数;i=1,2,3,...,n;p
im
表示第i个振动时序波形序列中第m个采样点的幅值;q
im
表示第i个参考波形序列中第m个采样点的幅值;当出现任意两个连续的振动时序波形序列的序列幅值相对差以超过预设阈值时,则判定旋转轴存在损坏风险。7.根据权利要求4所述的用于铺粉式金属增材制造设备的旋转轴健康监测装置,其特征在于,所述第一电涡流传感器(10)被设置成根据以下方式检测所述轴体转动状态:获取所述第一电涡流传感器(10)检测的预设的时间周期t1内输出的周期信号从而确定对应旋转过的实际齿圈数n2;计算丝杆轴的实际转速rad:rad=n2/t1;如果丝杆轴的实际转速rad与预设的转速r0不同,则判定所述丝杆轴存在异常,否则判定正常,其中所述预设的转速rad被设置成根据增材制造工艺对应的每成型一层沉积层的直线位移高度h确定。8.根据权利要求7所述的用于铺粉式金属增材制造设备的旋转轴健康监测装置,其特征在于,所述第二电涡流传感器(20)被设置成根据以下方式检测所述轴体转动振动状态:通过第二电涡流传感器(20)检测所述丝杆轴的连续振动,生成振动波形;对振动波形按照预设的时间周期t2进行连续的时序划分,获得实际的振动时序波形序列x,x=[x1,x2,x3,...,x
n
],其中x
n
表示第n个振动时序波形序列;以标准状态的丝杆轴的振动信号对应的标准振动波形为基础,对标准振动波形按照预设的时间周期t2进行连续的时序划分,获得参考的振动时序波形序列c,c=[c1,c2,c3,...,c
n
],,其中c
n
表示第n个参考波形序列;以参考波形序列为基准,对比每一个振动时序波形序列,计算序列幅值相对差a
i
:a
i
={|p
i1-q
i1
| |p
i2-q
i2
| |p
i3-q
i3
|
…
|p
im-q
im
|}/m其中,m表示第i个振动时序波形序列中采样点的总数;i=1,2,3,...,n;p
im
表示第i个振动时序波形序列中第m个采样点的幅值;q
im
表示第i个参考波形序列中第m个采样点的幅值;当出现任意两个连续的振动时序波形序列的序列幅值相对差以超过预设阈值时,则判定旋转轴存在损坏风险。9.一种使用权利要求1所述的用于铺粉式金属增材制造设备的旋转轴健康监测装置实现的旋转轴健康监测方法,其特征在于,所述旋转轴为成型缸内设置的用于驱动成型基板在竖直位置上移动的丝杆轴,所述旋转轴健康监测方法包括以下步骤:步骤1、第一电涡流传感器(10)根据以下方式检测所述轴体转动状态:根据增材制造工艺,获取标准状态的丝杆轴在每成型一层沉积层而在每个预设的时间周期t1的直线位移高度h,结合丝杆轴的设计参数计算出在预设的时间周期t1内旋转过的齿圈数n1;获取所述第一电涡流传感器(10)检测的预设的时间周期t1内输出的周期信号从而确定对应旋转过的实际齿圈数n2;如果实际齿圈数n2与齿圈数n1不同,则判定所述丝杆轴存在异常,否则判定正常;
步骤2、所述第二电涡流传感器(20根据以下方式检测所述轴体转动振动状态:通过第二电涡流传感器(20)检测所述丝杆轴的连续振动,生成振动波形;对振动波形按照预设的时间周期t2进行连续的时序划分,获得实际的振动时序波形序列x,x=[x1,x2,x3,...,x
n
],其中x
n
表示第n个振动时序波形序列;以标准状态的丝杆轴的振动信号对应的标准振动波形为基础,对标准振动波形按照预设的时间周期t2进行连续的时序划分,获得参考的振动时序波形序列c,c=[c1,c2,c3,...,c
n
],,其中c
n
表示第n个参考波形序列;以参考波形序列为基准,对比每一个振动时序波形序列,计算序列幅值相对差a
i
:a
i
={|p
i1-q
i1
| |p
i2-q
i2
| |p
i3-q
i3
|
…
|p
im-q
im
|}/m其中,m表示第i个振动时序波形序列中采样点的总数;i=1,2,3,...,n;p
im
表示第i个振动时序波形序列中第m个采样点的幅值;q
im
表示第i个参考波形序列中第m个采样点的幅值;当出现任意两个连续的振动时序波形序列的序列幅值相对差以超过预设阈值时,则判定旋转轴存在损坏风险。10.使用权利要求1所述的用于铺粉式金属增材制造设备的旋转轴健康监测装置实现的旋转轴健康监测方法,其特征在于,所述旋转轴为成型缸内设置的用于驱动成型基板在竖直位置上移动的丝杆轴,所述旋转轴健康监测方法包括以下步骤:步骤1、第一电涡流传感器(10)根据以下方式检测所述轴体转动状态:获取所述第一电涡流传感器(10)检测的预设的时间周期t1内输出的周期信号从而确定对应旋转过的实际齿圈数n2;计算丝杆轴的实际转速rad:rad=n2/t1;如果丝杆轴的实际转速rad与预设的转速r0不同,则判定所述丝杆轴存在异常,否则判定正常,其中所述预设的转速rad被设置成根据增材制造工艺对应的每成型一层沉积层的直线位移高度h确定;步骤2、所述第二电涡流传感器(20根据以下方式检测所述轴体转动振动状态:通过第二电涡流传感器(20)检测所述丝杆轴的连续振动,生成振动波形;对振动波形按照预设的时间周期t2进行连续的时序划分,获得实际的振动时序波形序列x,x=[x1,x2,x3,...,x
n
],其中x
n
表示第n个振动时序波形序列;以标准状态的丝杆轴的振动信号对应的标准振动波形为基础,对标准振动波形按照预设的时间周期t2进行连续的时序划分,获得参考的振动时序波形序列c,c=[c1,c2,c3,...,c
n
],,其中c
n
表示第n个参考波形序列;以参考波形序列为基准,对比每一个振动时序波形序列,计算序列幅值相对差a
i
:a
i
={|p
i1-q
i1
| |p
i2-q
i2
| |p
i3-q
i3
|
…
|p
im-q
im
|}/m其中,m表示第i个振动时序波形序列中采样点的总数;i=1,2,3,...,n;p
im
表示第i个振动时序波形序列中第m个采样点的幅值;q
im
表示第i个参考波形序列中第m个采样点的幅值;当出现任意两个连续的振动时序波形序列的序列幅值相对差以超过预设阈值时,则判定旋转轴存在损坏风险。
技术总结
本发明提供一种用于铺粉式金属增材制造设备的旋转轴健康监测装置与方法,包括:沿着铺粉式金属增材制造设备的旋转轴设置的第一电涡流传感器和第二电涡流传感器,分别用于检测在预设的时间周期范围内旋转轴的轴体转动状态以及轴体转动振动状态;数据采集卡;在线监测装置,与数据采集卡数据连接,用于根据第一电涡流传感器和第二电涡流传感器的检测结果与预设标准的比对,判断旋转轴的损伤风险。本发明通过3D打印过程中旋转轴的旋转特性来持续在线监测,基于对轴体的转动状态以及转动振动状态的持续检测,对于细微损伤以及旋转轴转动故障、轴体细微损伤可实现在线、快速、精确的检测。的检测。的检测。
技术研发人员:孙韬 张巍 王凌风 邢飞 唱丽丽
受保护的技术使用者:南京中科煜宸激光技术有限公司
技术研发日:2022.06.19
技术公布日:2022/9/13
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。