0.1%、sr 0.01%-0.02%、tib
2 0.08%-0.12%、fe≤0.2%,al余量。
8.可选的,在本技术一些实施例中,铸造铝硅合金,其成分按照质量百分含量计,包括:si 7.0%-7.15%、mg 0.54%-0.60%、mn 0.14%-0.175%、ti 0.12%-0.18%、er 0.08%-0.095%、sr 0.012%-0.015%、tib
2 0.085%-0.115%、fe≤0.2%,al余量。
9.铝合金成分中ti元素,以al-ti中间合金形式加入。ti与al形成tial3相,成为结晶时的非自发核心,起到细化铸造组织和焊缝组织的作用。tib2以tib2/al复合材料形式加入,tib2为六方晶体结构的晶种材料,tib2的平面点阵面和α-al的平面点阵面错配度小于15%,从晶格匹配角度来看,tib2是α-al潜在的形核基底,在凝固过程中可以作为异质形核核心有效细化晶粒,同时亚微米级的tib2陶瓷颗粒弥散分布在基体中可以起到弥散强化作用提高合金的强度。
10.本技术第二个方面为提供一种铸造铝硅合金的制备方法,其包括:
11.获得具有如下合金成分的合金熔体,按照质量百分含量计:si 6.8%-7.2%、mg 0.45%-0.65%、mn 0.1%-0.2%、ti 0.1%-0.2%、er 0.07%-0.1%、sr 0.01%-0.02%、tib
2 0.08%-0.12%、fe≤0.2%,al余量,熔铸后得到合金铸锭;
12.对所述合金铸锭进行固溶淬火处理,之后进行时效处理,冷却后得到所述铝硅合金。
13.可选的,在本技术一些实施例中,所述固溶淬火处理采用以下工艺参数:固溶的温度为540℃-545℃,固溶的时间为10h-16h,淬火的温度为60℃-80℃。
14.可选的,在本技术一些实施例中,所述时效处理采用以下工艺参数:时效的温度为150℃-170℃,时效的时间3h-8h;和/或,所述冷却为空冷。
15.可选的,在本技术一些实施例中,将纯度大于99.00%的铝锭、含si原料、含mn原料和含ti原料加入至熔炉中加热熔化,待所有原料溶清后保温静置,再依次加入mg、tib2/al复合材料和含er原料,溶清后静置,得到所需成分的中间熔体;
16.对所述中间熔体进行除杂处理,之后进行精炼,在精炼的同时加入含sr原料进行变质处理,再经除渣后得到所述合金熔体。
17.可选的,在本技术一些实施例中,所述含si原料为al-si中间合金;和/或,所述含mn原料为al-mn中间合金;和/或,所述含ti原料为al-ti中间合金;和/或,所述含er原料为al-er中间合金;和/或,所述含sr原料为al-sr中间合金。
18.可选的,在本技术一些实施例中,所述tib2/al复合材料的tib2的质量百分比为20%-30%,和/或,所述tib2/al复合材料的粒度直径为100nm-1.0μm。
19.可选的,在本技术一些实施例中,所述铝硅合金的抗拉强度为355mpa-377mpa,屈服强度为300mpa-331 mpa,延伸率>5%。
20.相应的,本技术还提供一种航空或汽车铸件用铝硅合金,包括上述的铝硅合金;或者包括上述的制备方法制备的铝硅合金。
21.可选的,本技术实施例中的铝硅合金可以用于制造航空铸件或汽车铸件。
22.本技术具有以下一种或多种有益效果:
23.本技术,通过优化铝硅合金成分,采用纯度为99.00-99.77%的铝锭作为原料,制备高强韧性的铝硅合金,其力学性能与高纯铝生产的zl114a合金性能相当,但其成本相较于使用高纯铝锭制备的硅铝合金下降40%,改善高力学性能合金因杂质受限带来的高昂成
0.115%、fe≤0.2%,al余量。
33.上述实施例通过优化合金成分采用纯度为99.00-99.77%铝锭(a00铝)为原料,降低了高力学性能的铝硅合金的生产成本,其优化了主要合金元素si,mg的成分范围。优化sr元素的添加量,保证si的变质效果及熔体含气量。添加mn,er等微量元素以及微量的tib2,通过添加mn元素可以改善铝硅合金中影响力学性能fe相形貌,消弱fe杂质对力学性能的影响,因为fe杂质过多会影响铝合金的抗拉和屈服性能,另一方面会影响成本,同时添加mn元素克服了技术偏见,因为现有zl114a铝合金成分设计中将mn元素作为杂质成分,而不是作为微合金化成分添加,本技术则是将mn元素转变为一大助力活性成分,在起到改善fe相形貌的同时变废为宝,降低合金成本;tib2是一种陶瓷颗粒可以在凝固过程中作为形核核心细化铝合金铸态组织的晶粒尺寸,起到细晶强化作用,进而有利于保持材料的延伸率,同时亚微米级的tib2颗粒可以起到弥散强化作用,从而有利于提高材料的抗拉强度和屈服强度,解决了铝硅合金的强韧性匹配问题,延伸率可以保证大于5%。另外,通过向合金成分中添加tib2并确保其含量到达0.08%-0.12%,起到细化剂以及弥散强化作用,有利于在提高材料强度的同时提高延伸率。而现有相关技术中通过添加al5tib、al5tic等细化剂起到细化作用,涉及到通过添加al5tib引入b起到细化作用,但是无法稳定地形成定量的tib2。以及添加er元素可以进一步提高铝合金强度及再结晶温度。在另一些实施例中,通过优化后的合金成分并配合热处理工艺,得到一种低成本高强韧性的铝硅合金材料,其抗拉强度,屈服强度及延伸率均达到航天1级标准,但其成本相较于使用高纯铝锭制备的zl114a铝合金下降40%。
34.相应的,本技术还提供一种铸造铝硅合金的制备方法,其包括:
35.s1,获得具有如下合金成分的合金熔体,按照质量百分含量计:si 6.8%-7.2%、mg 0.45%-0.65%、mn 0.1%-0.2%、ti 0.1%-0.2%、er 0.07%-0.1%、sr 0.01%-0.02%、tib
2 0.08%-0.12%、fe≤0.2%,al余量,熔铸后得到合金铸锭。
36.需要说明的是,s1步骤中,熔炼采用的铝原料为纯度大于99.00%的铝锭,该纯度的铝锭可以为工业原铝,其纯度一般为99.00-99.77%。该类铝原料是铝电解工业的初级产品,只是在电解过程中经过简单的气体直接精炼而来。而高纯铝,纯度一般为99.999%-99.9999%,这类铝原料是由工业原铝经过电解精炼、偏析联合工艺所获得的产品,其生产制造成本远高于本技术所用的工业原铝。
37.进一步需要说明的是,s1获得具有上述成分的合金熔体可以采用常规的熔炼方式得到,例如,分批熔炼法或半连续熔炼法。
38.s2,对合金铸锭进行固溶淬火处理。
39.具体为,将铝硅合金铸锭放入热风循环固溶炉中进行固溶处理,固溶后迅速放入设定温度的水中淬火。
40.需要说明的是,固溶处理也可以采用除了热风循环固溶炉以外的其他固溶设备。在另一些实施例中,固溶淬火处理采用以下工艺参数:固溶的温度为540℃-545℃,固溶的时间为10h-16h,水中淬火温度为60℃-80℃。固溶温度及固溶时间的匹配,有利于保证mg2si相,er相以及si相等凝固析出相的回溶,合理的淬火温度能保证过饱和固溶体固定不分解,防止材料冷裂,防止强化相析出,降低淬火时效后的力学性能。
41.在一具体示例中,例如,固溶的温度可以为540℃、541℃、542℃、543℃、544℃或
545℃的任一温度,当然也可以为上述固溶温度范围内的其他任意取值。固溶的时间可以为10h、11h、12h、13h、14h、15h或16h的任意一时间,当然也可以为上述固溶时间范围内的其他任意取值。
42.s3,s2步骤之后进行时效处理,快速冷却后得到铝硅合金。在一些实施例中,完成时效处理后,采用空冷以对铝硅合金铸锭进行冷却。
43.具体为,将经s2步骤固溶淬火处理后的铝硅合金铸锭放入热风循环时效炉中进行时效处理。在另一些实施例中,时效处理采用以下工艺参数:时效的温度为150℃-170℃,时效的时间为3h-8h;在一具体示例中,例如,时效的温度可以为150℃、155℃、160℃、165℃或170℃的任一温度,当然也可以采用上述时效温度范围内的其他任意温度。时效的时间可以为3h、4h、5h、6h、7h或8h的任一时间,当然也可以采用上述时效时间范围内的其他任意时间。
44.在本技术另一些实施例中,为了获得相对良好的延伸率,以及更高的抗拉强度和屈服强度的铝硅合金,将上述实施例设计的铝硅合金成分配合t6热处理工艺进行处理,处理后得到的材料抗拉强度能达到355mpa以上,屈服强度能达到300mpa以上,延伸率能超过5%,相比相同热处理后的zl114a合金,其抗拉强度、屈服强度以及延伸率均有提升。具体可以采用以下优选工艺参数:固溶的温度为545℃,固溶的时间为12h,淬火的温度为80℃,时效的温度为160℃,时效的时间为6h,处理后的铝硅合金的抗拉强度达到376.09mpa,屈服强度达到331mpa,延伸率达到5.4%。
45.需要说明的是,在具体实施时本领域技术人员可以根据实际需求将本技术的合金成分匹配相应的热处理工艺条件,以获得相应性能的铝硅合金材料。
46.在本技术的一些实施例中,采用以下步骤获得设计合金成分的铝硅合金熔体,包括以下步骤:
47.s101,按照设计的铝硅合金成分进行计算配料。
48.s102,将纯度大于99.00%的铝锭、含si原料、含mn原料和含ti原料依次加入至熔炉中加热至720℃-760℃熔化,待所有原料溶清后保温静置50min-70min,再依次加入mg、tib2/al复合材料和含er原料,溶清后静置8min-15min,取上述熔体进行成分检测,得到熔体各成分质量含量,并根据检测结果调整熔体各成分至合格,得到所需成分的中间熔体。在一具体示例中,可以采用光谱进行成分检测。在另一些实施例中,含si原料为al-si中间合金;含mn原料为al-mn中间合金;含ti原料为al-ti中间合金;含er原料为al-er中间合金;采用中间合金作为原料,避免了原料的烧损,有利于高熔点合金的熔入。通过添加tib2/al复合材料引入tib2,tib2极稳定,所以在后续添加过程中,可以根据添加量精确控制tib2含量,以匹配所需含量的tib2。
49.需要说明的是,s102步骤中,控制熔炼温度不超过760℃。当熔化温度超过770℃时,会造成铝合金的氧化严重,熔炼过程的吸氢和夹渣增多,在浇铸凝固过程出现晶粒粗大,降低铝硅合金的机械性能。静置的时间为8分钟-15分钟,有利于tib2更均匀地分散于铝熔体中,避免tib2发生团聚和沉降现象,进而有利于提高tib2的细化强化作用。
50.s103,向中间熔体中加入打渣剂,进行除杂处理。
51.s104,除杂处理之后进行精炼处理,起到净化铝液的作用,同时加入含sr原料进行变质处理。含sr原料为长效变质剂,变质时间可持续6h-8h,使得粗大片状共晶硅细化,成为
细小组织,进一步改善机械性能;并且在精炼的同时加入含sr原料,提高变质效果,可以减少烧损及衰退。在一具体示例中,含sr原料采用al-sr中间合金。
52.需要说明的是,精炼处理可以采用常规的除气旋转精炼。例如,采用除气精炼,向中间熔体中通入惰性气体或者精炼剂。在一具体示例中,使用旋转喷吹装置向中间熔体中通入氩气,转速为300转/分钟-700转/分钟,精炼的时间为10分钟-20分钟。
53.s105,变质处理之后,除去熔体表面的漂浮物进行除渣,后得到铝硅合金熔体。
54.s106,成分调整,除气精炼并静置后,取铝硅合金熔体试样进行光谱检测,调整至成分合格后得到熔体。
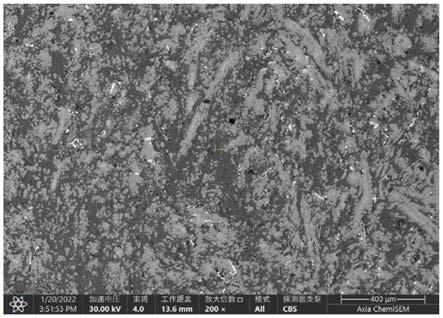
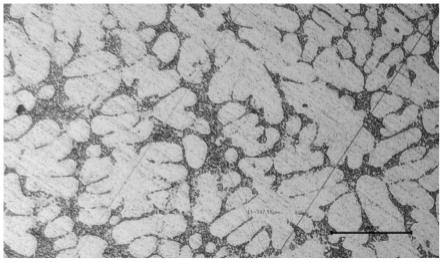
55.在本技术另一些实施例中,tib2/al复合材料的tib2的质量百分比为20%-30%,和/或,tib2/al复合材料的粒度直径为100nm-1.0μm。tib2颗粒在凝固过程中作为形核核心有效细化铝合金铸态晶粒尺寸,起到细晶强化作用,同时粒度直径为100nm-1.0μm亚微米级的tib2颗粒可以起到弥散强化作用,由图2可见tib2颗粒均匀分布在晶内,有效细化组织且提高强度。在一些实施例中,tib2/al复合材料采用以下方法制备得到:
56.包含如下的组份,b的质量百分含量为1.0-2.5%,ti/b的摩尔比为=1/2,余量为al,物相组成包括α-al、tib2,tib2平均颗粒尺寸为0.6μm以下,tib2颗粒分散相对均匀;包括以下步骤:
57.(1)原料准备,按要求称量h3bo3、tio2、铝粉、钛粉、铝锭,其中h3bo3:tio2:al粉:ti粉的摩尔比=(3.5-5.2):(0.5-2.1):(3.5-5.7):(0.2-1.5),ti/b的摩尔比为=1/2,铝锭纯度99.9%;
58.(2)将h3bo3、tio2混合均匀,在200℃加热两个小时,去除水分,去除过程中每20-40分钟取出一次,搅拌粉末,使粉末烘干均匀,不易结块;
59.(3)将加热后的tio2、h3bo3和铝粉、钛粉混合均匀,将混合均匀的粉末置于模具中,压制成块体;
60.(4)利用井式电阻炉将铝锭加热至900-1050℃,待铝锭完全熔化,石墨钟罩压入步骤(3)的块体,待反应出现火化后取出钟罩进行熔体自蔓延直接反应,反应时间为5-8min;反应完成后,压入c2c
l6
精炼,搅拌,静置5-20min,扒渣,重复搅拌、静置和扒渣过程1-2次,将所得熔体在750-900℃之间浇注到已预热到250℃的钢模中,获得大体积分数al-tib2纯相中间合金,即tib2/al复合材料。
61.上述方法采用熔体自蔓延直接合成法,利用原料来源广泛成本低廉的tio2、h3bo3,研制一种制备过程环保、洁净、颗粒含量高的纯相al-tib2中间合金。解决了传统方法制备困难、制备成本高且有tial3残留的问题,中间合金中tib2粒子尺寸小,分布均匀,颗粒含量高或大体积分数,体积分数可达25%,一般最高可达50%;所得中间合金为纯相,只有α-al、tib2。
62.在另一些实施例中,优化后的铝硅合金成分,配合精确热处理工艺,得到的铝硅合金,经测试铝硅合金的抗拉强度为355mpa-377mpa,屈服强度为300mpa-331mpa,延伸率>5%。现有相关的航天1级标准zl114a在t6热处理状态下单铸试棒,抗拉强度≥350mpa,屈服强度≥280mpa,延伸率≥5%。本技术铝硅合金与现有zl114a铝合金的机械性能相比,其抗拉强度和屈服强度有所提高。但是现有相关的zl114a铝合金对铝合金杂质含量要求较高,铝锭常采用99.99高纯铝锭,其制造成本较高。
63.在申请的另一实施例还提供一种航空或汽车铸件用铝硅合金,其包括上述的铝硅合金;或者采用上述的制备方法制备的铝硅合金。本技术提供的低成本高强韧性的铝硅合金可以应用于航空航天领域,以及在生产成本大幅度地降低条件下,其较为优异机械性能应用于汽车等行业以弥补zl101a铝合金在性能上的不足,满足汽车轻量化,尤其是簧下减重越来越迫切的需求。
64.本技术实施例中的铝硅合金可以用于制造航空铸件或汽车铸件。
65.为使本发明上述实施细节和操作能清楚地被本领域技术人员理解,以及本发明实施例的铸造铝硅合金及其制备方法进步性能显著的体现,以下通过多个实施例来举例说明上述技术方案。
66.实施例1
67.本实施例提供一种铸造铝硅合金的制备方法,其包括以下步骤:
68.s1,获得具有如下合金成分的合金熔体,按照质量百分含量计:si 7.077%、mg 0.54%、mn 0.15%、ti 0.172%、er 0.08%、sr 0.013%、tib
2 0.08%、fe≤0.2%,al余量,熔铸后得到合金铸锭。
69.s2,对合金铸锭放入热风循环固溶炉中进行固溶淬火处理,固溶淬火处理采用以下工艺参数:固溶的温度为542℃,固溶的时间为15h,水中淬火温度为60℃。
70.s3,将经s2固溶淬火处理后的合金铸锭放入热风循环时效炉中进行时效处理,时效处理采用以下工艺参数:时效的温度为150℃,时效的时间为4h;冷却后得到铝硅合金。
71.实施例2
72.本实施例熔铸获得具有如下合金成分的合金铸锭,其成分按照质量百分含量计包括:si 7.2%、mg 0.55%、mn 0.14%、ti 0.18%、er 0.07%、sr 0.012%、tib
2 0.1%、fe≤0.2%,al余量。
73.本实施例与实施例1采用相同热处理工艺。
74.实施例3
75.本实施例熔铸获得具有如下合金成分的合金铸锭,其成分按照质量百分含量计包括:si 7.15%、mg 0.49%、mn 0.14%、ti 0.17%、er 0.07%、sr 0.01%、tib
2 0.1%、fe≤0.2%,al余量。
76.本实施例与实施例1采用相同热处理工艺。
77.实施例4
78.s1,获得具有如下合金成分的合金熔体,按照质量百分含量计:si 7.1%、mg 0.57%、mn 0.17%、ti 0.156%、er 0.09%、sr 0.012%、tib
2 0.11%、fe≤0.2%,al余量,熔铸后得到合金铸锭。
79.s2,对合金铸锭放入热风循环固溶炉中进行固溶淬火处理,固溶淬火处理采用以下工艺参数:固溶的温度为540℃,固溶的时间为15h,水中淬火温度为75℃。
80.s3,将经s2固溶淬火处理后的合金铸锭放入热风循环时效炉中进行时效处理,时效处理采用以下工艺参数:时效的温度为170℃,时效的时间为5h;冷却后得到铝硅合金。
81.实施例5
82.本实施例熔铸获得具有如下合金成分的合金铸锭,其成分按照质量百分含量计包括:si 7.0%、mg 0.57%、mn 0.16%、ti 0.19%、er 0.07%、sr 0.01%、tib
2 0.12%、fe
≤0.2%,al余量。
83.本实施例与实施例4采用相同热处理工艺。
84.实施例6
85.s1,获得具有如下合金成分的合金熔体,按照质量百分含量计:si 7.15%、mg 0.65%、mn 0.19%、ti 0.17%、er 0.085%、sr 0.015%、tib
2 0.118%、fe≤0.2%,al余量,熔铸后得到合金铸锭。
86.本实施例与实施例4采用相同热处理工艺。
87.实施例7
88.本实施例提供一种铸造铝硅合金的制备方法,其包括以下步骤:
89.s1,获得具有如下合金成分的合金熔体,按照质量百分含量计:si 7.08%、mg 0.55%、mn 0.18%、ti 0.17%、er 0.08%、sr 0.02%、tib
2 0.09%、fe≤0.2%,al余量,熔铸后得到合金铸锭。
90.s2,对合金铸锭放入热风循环固溶炉中进行固溶淬火处理,固溶淬火处理采用以下工艺参数:固溶的温度为545℃,固溶的时间为12h,水中淬火温度为80℃。
91.s3,将经s2固溶淬火处理后的合金铸锭放入热风循环时效炉中进行时效处理,时效处理采用以下工艺参数:时效的温度为160℃,时效的时间为6h;冷却后得到铝硅合金。
92.实施例8
93.s1,获得具有如下合金成分的合金熔体,按照质量百分含量计:si 6.9%、mg 0.48%、mn 0.17%、ti 0.19%、er 0.08%、sr 0.019%、tib
2 0.115%、fe≤0.2%,al余量,熔铸后得到合金铸锭。
94.本实施例与实施例7采用相同热处理工艺。
95.实施例9
96.s1,获得具有如下合金成分的合金熔体,按照质量百分含量计:si 7.18%、mg 0.50%、mn 0.19%、ti 0.155%、er 0.085%、sr 0.017%、tib
2 0.11%、fe≤0.2%,al余量,熔铸后得到合金铸锭。
97.本实施例与实施例7采用相同热处理工艺。
98.对比例
99.制备一种zl114a铝合金材料,其包括:
100.熔铸获得zl114a铝合金铸锭:si 6.5%、mg 0.50%、ti 0.25%、be 0.04-0.05%、杂质fe≤0.2%、mn≤0.1%,其余为al。熔铸时添加al5tib晶粒细化剂细化组织,添加钠盐进行变质。
101.对获得的zl114a铝合金铸锭采用t6热处理后,得到zl114a铝合金材料。
102.表1为实施例1-9制备的铸造铝硅合金与对比例的zl114a铝合金经t6热处理后力学性能的对比表:
[0103][0104][0105]
表1
[0106]
综上可知,实施例1-9的铸造铝硅合金表现出良好的力学性能,抗拉强度和屈服强度均高于qj3185-2003中zl114a铝合金1级标准,同时延伸率保持在5%以上。
[0107]
上述实施例1-9的铸造铝硅合金的铸态组织的检测结果,请参照图1和图2铝硅合金的铸态金相图所示,由图1可见,通过截线法测定二次枝晶臂间距20μm-25μm,结果表明铝合金二次枝晶臂间距得到明显细化,细化后组织均匀。且在基体中未发现针状或片状的β-fe相,说明添加mn元素可以改善铝合金中fe相的形貌。由图2可见,tib2颗粒均匀分布在晶内,有效细化组织且提高强度。
[0108]
以上对本技术进行了详细介绍,本文中应用了具体个例对本技术的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本技术的方法及其核心思想;同时,对于本领域的一般技术人员,依据本技术的思想,在具体实施方式及应用范围上均会有改变之处,综上所述,本说明书内容不应理解为对本技术的限制。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。