1.本发明属于金属材料领域,具体涉及一种成分异构中/高熵合金的制备方法。
背景技术:
2.传统金属材料的设计理念是由一种基体元素并混入少量合金元素组成简单的固溶体结构,其力学性能一直受限于合金化程度。与此不同的是,近十年发展迅速的中/高熵合金则含有多种基本元素,其浓度为等原子比或近等原子比,这些元素混合而成的高熵效应使得材料依旧形成简单的固溶体,而不是复杂的金属间化合物。多种混合元素的固溶强化造成了严重的晶格畸变,使得高熵合金在原子尺度上有特殊的结构和效应,但其与大多数传统金属材料类似,在提高强度的同时也会造成塑性的严重损失。因此,突破中/高熵合金的强度-塑性倒置关系依旧是阻碍高熵合金进一步发展和应用的难点所在。
3.经过对现有技术的文献检索发现,杜等人在《nature communications》自然通讯,2020,11:2390上发表的“dual heterogeneous structures lead to ultrahigh strength and uniform ductility in a co-cr-ni medium-entropy alloy”(具有超高的强度和均匀塑性的非均质结构co-cr-ni基中熵合金)一文中介绍了一种co34.46cr32.12ni27.42al3ti3(增加co含量、降低ni含量来减少层错能,添加al、ti形成共格l12析出相)中熵合金,利用液氮轧制 高温退火 等温时效的方式获得了非均匀部分再结晶组织 非均匀l12析出相组成的双级非均相纳米结构,特殊的微观结构使得材料具备了2.2gpa的抗拉强度和13%的均匀延伸率。本研究虽然证明了合金化设计和机械热处理是一种很有效的强化结构材料的方式,但依旧存在着以下问题:(1)合金化设计需要添加大量的合金元素,会大幅度提高研发和制造成本;(2)液氮轧制工艺较为复杂和昂贵,不利于工业制造;(3)热处理过程对于温度非常敏感,大尺寸构件对热处理炉的温度场要求严格,工艺会变得更加复杂。
4.进一步检索文献发现,hasan等人在《international journal of plasticity》国际塑性杂志,2019,123:178-195上发表的“simultaneously enhancing strength and ductility of a high-entropy alloy via gradient hierarchical microstructures”(梯度分层组织同时提高高熵合金的强度和塑性)一文中介绍了一种利用旋转加速喷丸技术,成功制备出一种孪晶、位错密度梯度分布的cocrfenimn高熵合金,这使得材料的强度和塑性均得到合理的提高。但制备的材料本身受表面纳米化技术的约束,并不具备后续加工成型的能力,阻碍了材料的工业化应用。
技术实现要素:
5.本发明的目的在于提供一种利用3d打印技术制备异构中/高熵合金的方法。该方法是多个路径同时输送金属粉末至3d打印机粉末盒混合,通过控制各个路径的送粉速度、送粉种类,来改变合金粉末中各金属元素的占比,经过3d打印逐层成型制备各层成分异构的中/高熵合金。然后在高于再结晶温度的环境下,以每道次小于10%的下压量下进行多次
轧制,经过异构热处理得到叠层异构中/高熵合金。
6.实现本发明目的的技术解决方案为:一种成分异构中/高熵合金的制备方法,包括如下步骤:
7.步骤(1):送粉混合:将构成中/高熵合金的各个金属粉末分别通入各个粉末盒内,然后将粉末送入粉末混合盒内,充分混合后送入自动铺粉设备;
8.步骤(2):3d打印:采用增材制造的方法对步骤(1)铺好的合金粉末进行逐层成型,得到成分不均匀分布的中/高熵合金坯料;
9.步骤(3):轧制处理:对步骤(2)得到的坯料加热保温后进行多次每道次小于10%的下压量的热轧,热轧结束进行水冷,然后对板材进行多次每道次小于10%的下压量的冷轧;
10.步骤(4):异构化热处理:将步骤(3)冷轧获得的中/高熵合金板材放入真空环境下进行异构化热处理,温度在600-900℃,时间在5-120min。
11.进一步的,步骤(1)中的金属粉末为co、cr、ni、v、ti、fe、mn、mo和al中的至少三种。
12.进一步的,金属粉末的粒径为45~105μm。
13.进一步的,步骤(1)将粉末送入粉末混合盒内中的金属粉末的送粉速率为0-30g/min,通过调整每一种金属粉末的送粉速率实现成分的调节和可控。
14.进一步的,步骤(2)具体为:
15.3d打印过程中用切片软件将零件的三维模型按照铺粉层的厚度切片分层,从而得到激光扫描路径信息;
16.在自动铺粉设备中从下至上按顺序铺上合金粉末,按照已设定的激光扫描的工艺参数进行,激光扫描烧结一层结束,自动铺粉设备中的粉料缸上升,成型缸下降,刮刀将粉料缸的粉末刮入成型缸;
17.逐步堆叠扫描熔化后得到合金坯料。
18.进一步的,步骤(2)中激光扫描的工艺参数具体如下:激光功率为900~1400w,扫描间距50~150μm,扫描速度为500~2000mm/min,激光扫描每层的厚度为20~50μm,成型的每层合金的厚度为1~5mm。
19.进一步的,步骤(3)中的加热保温后进行热轧的加热温度在900-1100℃,累积轧制变形量为20%-50%;
20.冷轧的累积变形量为20%-90%。
21.一种成分异构中/高熵合金,异构中/高熵合金成品包括粗晶和细晶,细晶晶粒在1μm以下,粗晶晶粒尺寸在2μm以上;
22.异构中/高熵合金成品为多相异构,其中多相异构包括fcc结构晶粒,bcc结构晶粒,l12相结构;具有强塑层交替分布,软硬组元组成的异构中/高熵合金。
23.进一步的,合金的成分为按cocrni/cocrni
0.8
/cocrni/cocrni
0.8
....的顺序层状交替分布。
24.进一步的,或者,合金的成分按cocrni/vconi/cocrni/vconi......的顺序层状交替分布;
25.或者,合金的成分按cocrni/(cocrni)
94
al3ti3/cocrni/(cocrni)
94
al3ti3......的顺序层状交替分布。
26.本发明与现有技术相比,其显著优点在于:
27.(1)本发明创新性的采用3d打印技术逐层成型中/高熵合金,可以更加灵活地调整中/高熵合金的化学成分;
28.(2)本发明可以通过改变送粉速度和送粉种类控制各层的合金成分,得到成分不均匀分布的异构中/高熵合金;
29.(3)通过异构热处理可以灵活地调控微观结构,得到跨尺度异构的中/高熵合金,软硬组元协调变形可以获得优异的力学性能。
30.(4)通过改变3d打印过程中铺粉和激光扫描路径可以制备不同空间构型的异构中/高熵合金。
附图说明
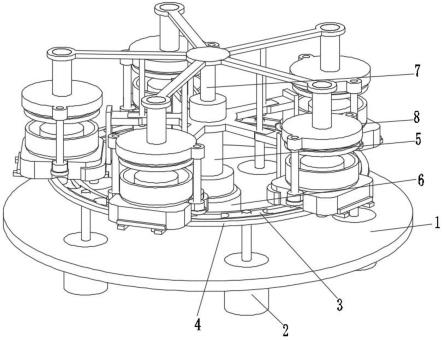
31.图1制备化学成分不均匀的中/高熵合金坯料装置示意图。
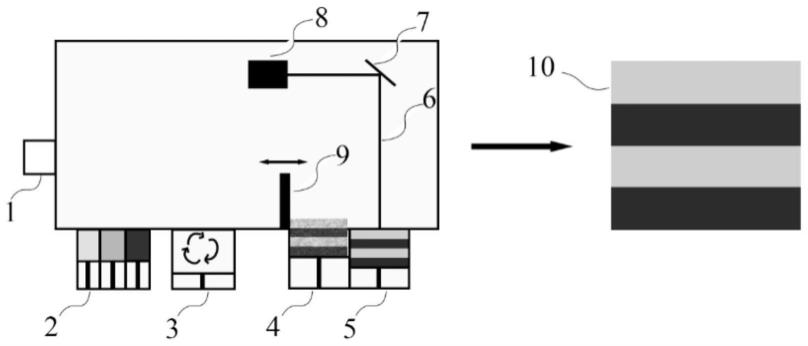
32.图2制备化学成分不均匀的中/高熵合金坯料的过程示意图。
33.图3化学成分不均匀的中/高熵合金的组织调控过程。
34.图4制备化学成分不均匀的中/高熵合金的组织结构示意图;其中(1)为成品宏观示意图,(2)为晶粒示意图,(3)为晶相示意图;图中a.粗晶层,b.细晶层,c.单相晶粒,d.具有l12相的晶粒。
35.附图标记说明:
36.1-保护气体充入装置,2-金属粉末送粉装置,3-粉末混合装置,4-自动铺粉设备,5-成型缸,6-激光,7-振镜,8-激光器,9-刮刀,10-化学成分不均匀的中/高熵合金坯料,11-co金属粉盒,12-cr金属粉盒,13-ni金属粉盒,14-轧辊,15-轧制后的板材,16-真空炉。
具体实施方式
37.下面结合附图对本发明作进一步详细描述。
38.如图1-4所示,一种成分异构中/高熵合金的制备方法,包含送粉混合、3d打印、轧制处理、异构化热处理四步工序,首先将构成合金的各个金属粉末(co,cr,ni,v,ti,fe,mn,mo,al等够形成中/高熵合金的三种及以上原始粉末)分别通入送粉装置的粉末盒内,通过控制各个粉末盒的送粉速率,改变合金粉末中金属元素的种类或者占比,灵活地调节合金粉末的化学不均匀性,控制某些金属元素与其他元素的比例在(0~1):1,送粉速率范围在0-30g/min;再经过3d打印制备元素分布不均匀的中/高熵合金坯料,3d打印过程中用切片软件将零件的三维模型按照铺粉层的厚度切片分层,从而得到激光扫描路径信息,然后,在自动铺粉设备中从下至上按一定顺序铺上合金粉末,按照已设定的激光扫描的工艺参数进行,激光扫描烧结一层结束,自动铺粉设备中的粉料缸上升一定距离,成型缸下降一定距离,刮刀将粉料缸的粉末刮入成型缸,这样逐步堆叠扫描熔化后得到合金坯料;然后,对坯料进行热轧和冷轧处理得到中/高熵合金板材;最后,进行异构化热处理得到异构中/高熵合金。热处理过程中,由于元素分布不均匀,材料各区域的微观结构变化有所差异,其中,ni元素含量较少的合金层有较大的晶粒尺寸,ni元素含量较高的合金层具有较小的晶粒尺寸,得到晶粒尺寸异构的中/高熵合金;或者由于元素种类不同,导致局部热处理后形成κ相,σ相,l12相等,获得双/多相异构的中/高熵合金。
39.一种成分异构中/高熵合金的制备方法,包括以下步骤;
40.步骤一,送粉混合:将构成合金的各个金属粉末分别通入各个粉末盒内,先以一定的送粉速率将co、cr、ni、v等金属粉末送入粉末混合盒内,充分混合后再送入自动铺粉设备,通过改变送粉速率和送粉种类控制铺粉层的合金成分。
41.步骤二,3d打印:采用增材制造的方法对步骤一铺好的合金粉末进行逐层成型,得到成分不均匀分布的中/高熵合金坯料。
42.步骤三,轧制处理:轧制包括热轧和冷轧两步,首先对步骤二得到的坯料加热保温后进行热轧使组织更加密实,加热温度在900-1100℃,累积轧制变形量为20%-50%左右,热轧结束进行水冷,然后对热轧的板材进行冷轧实现组织细化,累积变形量为20%-90%。
43.步骤四,异构化热处理:将步骤三获得的中/高熵合金板材放入真空环境下进行异构化热处理,温度在600-900℃,时间在5-120min,组织结构图如图4所示,其中粗/细晶组成的异构中/高熵合金成品中细晶晶粒在1μm以下,粗晶晶粒尺寸在2μm以上;多相异构通常包含fcc结构晶粒,bcc结构晶粒,l12相结构等,最终制备的产品具有强塑层交替分布,最后得到由软硬组元组成的异构中/高熵合金。
44.实施例1
45.1.送粉混合:将co、cr、ni金属粉末分别装入各个粉末盒内,控制co、cr金属粉末盒以10g/min的速率,ni金属粉末盒以8g/min的速率均匀送粉,一定时间后由刮刀送入粉末混合盒,充分混合后得到cocrni
0.8
合金粉末,再送入铺粉设备;保持co、cr金属粉末盒送粉速率不变,将ni金属粉末盒的送粉速率改为10g/min,同样经一定时间的均匀送粉后由刮刀送入粉末混合盒,充分混合后得到cocrni合金粉末,送入铺粉设备。
46.2.3d打印:在激光器控制软件中输入100mm(x)*50mm(y)*10mm(z)尺寸的cad模型,用magics切片软件将三维模型按照铺粉层的厚度切片分层,每层厚20μm,从下到上按照cocrni/cocrni
0.8
/cocrni/cocrni
0.8
......的顺序在粉料缸中铺入平均粒径为50μm的cocrni和cocrni
0.8
合金粉末,每层厚度为1mm,总层数为10层。激光功率为1200w,扫描间距50μm,扫描速度为600mm/min,激光熔覆过程中持续通氩气进行保护。
47.3.热轧:将从选区激光熔化得到的坯料切取40mm*30mm*10mm的块状样品,在真空炉1000℃下保温1h后进行轧制,累积变形量为50%,轧制结束迅速水冷;之后对热轧的板材进行室温冷轧,累积变形量为80%,最后板材厚度为1mm。
48.4.异构热处理:将轧制后的板材切割后放入700℃的热处理炉中,进行真空热处理,处理时间为10min,ni含量高的区域晶粒尺寸小于ni含量低的区域,最后得到粗晶和细晶组成的异构cocrni中熵合金。
49.实施例2
50.1.送粉混合:将co、cr、ni、v金属粉末分别装入各个粉末盒内,控制co、cr金属粉末盒以10g/min的速率,ni金属粉末盒以10g/min的速率均匀送粉,一定时间后由刮刀送入粉末混合盒,充分混合后得到cocrni合金粉末,再送入铺粉设备;保持co金属粉末盒送粉速率为10g/min不变,将v、ni金属粉末盒的送粉速率分别改为10g/min、20g/min,cr金属粉末盒停止送粉,同样经一定时间的均匀送粉后由刮刀送入粉末混合盒,充分混合后得到vconi合金粉末,送入铺粉设备。
51.2.3d打印:在激光器控制软件中输入100mm(x)*50mm(y)*20mm(z)尺寸的cad模型,
用magics切片软件将三维模型按照铺粉层的厚度切片分层,每层厚20μm,从下到上按照cocrni/vconi/cocrni/vconi......的顺序在粉料缸中铺入粒径为50μm的cocrni和vconi合金粉末,每层厚度为2mm,总层数为10层。激光功率为1200w,扫描间距50μm,扫描速度为600mm/min,过程中持续通氩气进行保护;
52.3.热轧处理:将从选区激光熔化得到的坯料切取40mm*30mm*20mm的块状样品,在真空炉950℃下保温1h后进行轧制,累积变形量为50%,轧制结束迅速水冷;之后对热轧的板材进行室温冷轧,累积变形量为90%,最后板材厚度为1mm。
53.4.异构化热处理:将轧制后的板材切割后放入900℃的热处理炉中,进行真空热处理,处理时间为5min,cocrni区域为等轴fcc晶粒,vconi区域为fcc和l12相组成的双相结构,最后得到双相异构中熵合金。
54.实施例3
55.1.送粉混合:将co、cr、ni、al、ti金属粉末分别装入各个粉末盒内,控制co、cr金属粉末盒以15g/min的速率,ni金属粉末盒以15g/min的速率均匀送粉,一定时间后由刮刀送入粉末混合盒,充分混合后得到cocrni合金粉末,再送入铺粉设备;保持co、cr、ni金属粉末盒送粉速率不变,分别以1.5g/min、2.5g/min的速率送入al、ti金属粉末,同样经一定时间的均匀送粉后由刮刀送入粉末混合盒,充分混合后得到(cocrni)
94
al3ti3合金粉末,送入铺粉设备。
56.2.3d打印:在激光器控制软件中输入100mm(x)*50mm(y)*16mm(z)尺寸的cad模型,用magics切片软件将三维模型按照铺粉层的厚度切片分层,每层厚20μm,从下到上按照cocrni/(cocrni)
94
al3ti3/cocrni/(cocrni)
94
al3ti3......的顺序在粉料缸中铺入粒径为50μm的cocrni和(cocrni)
94
al3ti3合金粉末,每层厚度为2mm,总层数为8层。激光功率为1200w,扫描间距50μm,扫描速度为600mm/min,过程中持续通氩气进行保护。
57.3.热轧处理:将从选区激光熔化得到的坯料切取40mm*30mm*16mm的块状样品,在真空炉1050℃下保温1h后进行轧制,累积变形量为50%,轧制结束迅速水冷;之后对热轧的板材进行室温冷轧,累积变形量为80%,最后板材厚度为1.6mm。
58.异构化热处理:将轧制后的板材切割后放入700℃的热处理炉中,进行真空热处理,处理时间为30min,cocrni区域为等轴fcc晶粒,(cocrni)
94
al3ti3区域为fcc和l12相组成的双相结构,最后得到异构中/高熵合金。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。