1.本实用新型涉及装配装置技术领域,具体的,涉及轴用管状液压装配装置。
背景技术:
2.主轴内管两端需要安装一长一短的轴头,现有技术中在生产并安装主轴内管两端的轴头时,先限制主轴内管位置,人为将较短轴头安装在主轴内管一端,再利用其他装置将较长轴头组合完成后,人为将较长轴头安装在主轴内管另一端,现有技术的生产安装形式费时费力,人工成本较高,同时容易损坏产品。
技术实现要素:
3.本实用新型提出轴用管状液压装配装置,解决了相关技术中的在生产并安装主轴内管两端的轴头时,先限制主轴内管位置,人为将较短轴头安装在主轴内管一端,再利用其他装置将较长轴头组合完成后,人为将较长轴头安装在主轴内管另一端,整个生产过程费时费力,人工成本较高,同时容易损坏产品的问题。
4.本实用新型的技术方案如下:
5.轴用管状液压装配装置,包括
6.机架,
7.支撑架,移动设置在所述机架上,
8.安装件,设置在所述机架上,位于所述支撑架一端,
9.压紧件,移动设置在所述机架上,位于所述支撑架另一端,所述压紧件移动方向垂直于所述支撑架移动方向。
10.作为进一步的技术方案,还包括翻转夹紧机构,设置在所述机架上,位于所述压紧件和支撑架之间,所述翻转夹紧机构包括
11.翻转台,转动设置在所述机架上,
12.夹爪,为若干个,若干个所述夹爪铰接设置在所述翻转台上,若干个所述夹爪转动后,若干个所述夹爪相互靠近,
13.还包括
14.辅助压件,设置在所述压紧件上,所述辅助压件横截面积大于所述压紧件横截面积。
15.作为进一步的技术方案,所述翻转夹紧机构为两个,所述支撑架两侧均具有所述翻转夹紧机构。
16.作为进一步的技术方案,所述夹爪铰接轴向垂直于所述翻转台转动轴向。
17.作为进一步的技术方案,还包括
18.调整件,所述支撑架通过所述调整件移动设置在所述机架上。
19.本实用新型的工作原理及有益效果为:
20.本实用新型中,主轴内管两端需要安装一长一短的轴头,现有技术中在生产并安
装主轴内管两端的轴头时,先限制主轴内管位置,人为将较短轴头安装在主轴内管一端,再利用其他装置将较长轴头组合完成后,人为将较长轴头安装在主轴内管另一端,现有技术的生产安装形式费时费力,人工成本较高,同时容易损坏产品,为了解决上述问题,发明人设计了轴用管状液压装配装置;
21.支撑架的使用就是为了稳定支撑住需要安装轴头的主轴内管,安装件位于支撑架一端,其能够用来放置较短轴头,是为了方便安装,并且由于安装件位置固定,进而较短轴头的安装高度也为固定高度,则需要主轴内管与较短轴头对应好之后,才能够使用支撑架另一端旁的压紧件推动主轴内管向较短轴头移动完成较短轴头的安装,所以发明人设计支撑架移动设置,且压紧件移动方向垂直于支撑架移动方向,是为了方便调整主轴内管的高度,进而达到主轴内管方便与较短轴头对应,进而方便安装的目的,不再需要人为操作来安装轴头,大大降低了废品率和劳动力成本,并且提高了生产安装效率,
22.目前主轴内管上过都具有轴间,在主轴内管与较短轴头对应好的前提下,主轴内管通过压紧件的推动,实现将较短轴头安装在主轴内管一端的轴间处,完成安装。
附图说明
23.下面结合附图和具体实施方式对本实用新型作进一步详细的说明。
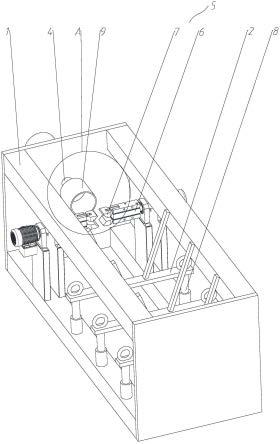
24.图1为本实用新型中轴用管状液压装配装置结构示意图;
25.图2为本实用新型图1中a部放大图;
26.图3为本实用新型中轴用管状液压装配装置结构示意图;
27.图4为本实用新型图3中b部放大图;
28.图5为本实用新型中主轴内管和两端轴头结构示意图;
29.图6为本实用新型中较长轴头结构示意图;
30.图中:1、机架,2、支撑架,3、安装件,4、压紧件,5、翻转夹紧机构,6、翻转台,7、夹爪,8、调整件,9、辅助压件。
具体实施方式
31.下面将结合本实用新型实施例,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都涉及本实用新型保护的范围。
32.如图1~图6所示,本实施例提出了轴用管状液压装配装置,包括
33.机架1,
34.支撑架2,移动设置在所述机架1上,
35.安装件3,设置在所述机架1上,位于所述支撑架2一端,
36.压紧件4,移动设置在所述机架1上,位于所述支撑架2另一端,所述压紧件4移动方向垂直于所述支撑架2移动方向。
37.本实施例中,主轴内管两端需要安装一长一短的轴头,现有技术中在生产并安装主轴内管两端的轴头时,先限制主轴内管位置,人为将较短轴头安装在主轴内管一端,再利用其他装置将较长轴头组合完成后,人为将较长轴头安装在主轴内管另一端,现有技术的
生产安装形式费时费力,人工成本较高,同时容易损坏产品,为了解决上述问题,发明人设计了轴用管状液压装配装置;
38.支撑架2的使用就是为了稳定支撑住需要安装轴头的主轴内管,安装件3位于支撑架2一端,其能够用来放置较短轴头,是为了方便安装,并且由于安装件3位置固定,进而较短轴头的安装高度也为固定高度,则需要主轴内管与较短轴头对应好之后,才能够使用支撑架2另一端旁的压紧件4推动主轴内管向较短轴头移动完成较短轴头的安装,所以发明人设计支撑架2移动设置,且压紧件4移动方向垂直于支撑架2移动方向,是为了方便调整主轴内管的高度,进而达到主轴内管方便与较短轴头对应,进而方便安装的目的,不再需要人为操作来安装轴头,大大降低了废品率和劳动力成本,并且提高了生产安装效率,
39.目前主轴内管上过都具有轴间,在主轴内管与较短轴头对应好的前提下,主轴内管通过压紧件4的推动,实现将较短轴头安装在主轴内管一端的轴间处,完成安装。
40.进一步,还包括翻转夹紧机构5,设置在所述机架1上,位于所述压紧件4和支撑架2之间,所述翻转夹紧机构5包括
41.翻转台6,转动设置在所述机架1上,
42.夹爪7,为若干个,若干个所述夹爪7铰接设置在所述翻转台6上,若干个所述夹爪7转动后,若干个所述夹爪7相互靠近,
43.还包括
44.辅助压件9,设置在所述压紧件4上,所述辅助压件9横截面积大于所述压紧件4横截面积。
45.本实施例中,现有技术中,在安装较长轴头之前,仍需利用其他装置将较长轴头组合,其中较长轴头的组合形式为:在一个小型管件一端的轴间处推进安装一个横截面积逐渐变大的卡紧件,也是人为固定住小型管件后,向其一端推进安装卡紧件;完成较长轴头的组合后,再人为将小型管件上的卡紧件一端卡紧在主轴内管另一端,由于卡紧件横截面积逐渐变大,所以较长轴头也能够更稳定卡紧在主轴内管另一端,之后再人为焊接连接紧固;
46.为了不再使用其他装置组合较长轴头的同时,还能够使用安装较短轴头的压紧件4实现组合较长轴头,且完成利用压紧件4将较长轴头安装在主轴内管另一端,所谓发明人在压紧件4和支撑架2之间加设了翻转夹紧机构5和辅助压件9,辅助压件9设置在压紧件4上,且辅助压件9的横截面积大于压紧件4的横截面积,是为了在组合较长轴头的卡紧件时,方便通过压紧件4的带动,实现辅助压件9将卡紧件推进安装在被夹爪7夹紧的小型管件上,此时小型管件能够伸入到辅助压件9的内部空间处,不会被辅助压件9所影响,能够很好的完成较长轴头的组合;
47.完成较长轴头的组合后,由于卡紧件此时位于远离主轴内管另一端的一侧,而安装较长轴头时,又需要卡紧件靠近主轴内管另一端,使大部分的小型管件露在外界,通过压紧件4的作用推动较长轴头,完成安装,所以发明人使用翻转台6,对完成组合的较长轴头进行翻转操作,夹爪7夹紧较长轴头,此时翻转台6翻转使得较长轴头的卡紧件靠近主轴内管的另一端,此时放松夹爪7,使较长轴头可以移动,驱动压紧件4来推动较长轴头完成安装,并且辅助压件9的内部空间长度小于露在外界大部分的小型管件长度,进而达到辅助压件9在压紧件4的带动下安装较长轴头时不会影响到较长轴头的安装。
48.进一步,所述翻转夹紧机构5为两个,所述支撑架2两侧均具有所述翻转夹紧机构
5。
49.本实施例中,为了更方便对较长轴头进行安装组合操作,发明人使用了两个翻转夹紧机构5,支撑架2两侧均设置有翻转夹紧机构5,能够更好的夹紧较长轴头,且可以使其较为稳定的移动。
50.进一步,所述夹爪7铰接轴向垂直于所述翻转台6转动轴向。
51.本实施例中,为了减少设备使用空间,并且方便对较长轴头进行操作,发明人设计夹爪7铰接轴向垂直于翻转台6转动轴向。
52.进一步,还包括
53.调整件8,所述支撑架2通过所述调整件8移动设置在所述机架1上。
54.本实施例中,为了方便调整支撑架2,进而方便调整主轴内管的高度没发明人设计支撑架2通过调整件8移动设置在机架1上,可以使用螺母螺栓等螺纹连接的形式。
55.以上仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。