1.本实用新型涉及输送装置领域,具体涉及一种棒料锻件制坯自动输送装置。
背景技术:
2.锻造用棒料在经过加热后,需要转移至锻造机上进行锻造,其往往借助输送装置进行输送,以提高加热棒料输送安全性,然而实际输送装置为了避免与锻造机发生干涉,往往在输送装置与锻造机之间预留一定空间,通过人工去将加热的棒料转移到锻造机上,该过程具备一定的安全隐患,而若采用机械手等结构其成本又很高,而且机械手的电控部件往往很难适用上述复杂工控;
3.锻压后的棒料往往在需要人工通过手动工具将其取出,其同样存在安全风险,而且效率低下,周边环境影响工人身心健康。
4.针对上述现有技术存在的问题,本实用新型结合相关领域多年的设计及使用经验,辅以过强的专业知识,设计制造了一种棒料锻件制坯自动输送装置,来克服上述缺陷。
技术实现要素:
5.对于现有技术中所存在的问题,本实用新型提供的一种棒料锻件制坯自动输送装置,能够实现棒料从输入锻造机到输出锻造机的自动化,且提高了输送效率,降低了安全隐患。
6.为了实现上述目的,本实用新型采用的技术方案如下:一种棒料锻件制坯自动输送装置,包括锻造机平台,所述锻造机平台输入方向设有自动输送装置,所述锻造机平台输入方向一侧设有推料装置,所述锻造机平台输入方向另一侧设有输出装置;
7.所述自动输送装置包括输送支架,所述输送支架上设有输送链,所述输送链输送方向末端设有推送装置,所述推送装置包括推送气缸,所述推送气缸设置在所述输送支架上,所述推送气缸的气缸杆端部铰接有推送板,所述气缸杆端部还设有止退板,止退板设置在推送板的后方底部,止退板可限制所述推送板向推送反方向转动,所述输送链末端设有推送滑道,所述推送装置在所述推送滑道上方移动;
8.所述推料装置包括推料支架,所述推料支架上设有推料气缸,所述推料气缸端部设有倾斜推板,所述倾斜推板与推送装置推送方向呈夹角设置,所述输出装置包括输出支架,所述输出支架上设有输出链,所述输出链的输送方向与所述倾斜推板的倾斜角度相同。
9.优选的,所述推送板自由状态下推送板端部的高度小于所述止退板的高度;
10.所述止退板的高度大于棒料在所述推送滑道上的高度。
11.优选的,所述推送滑道上设有检测是否有棒料的检测装置。
12.优选的,所述推送滑道设为v型槽滑道。
13.优选的,所述倾斜推板靠近推料气缸的端部设有限位板,所述限位板垂直于所述倾斜推板且设置在所述倾斜推板的推料侧。
14.优选的,所述输出链远离锻造机平台一侧设有挡板,所述挡板限制所述推料装置
将棒料推离出输出链。
15.该实用新型的有益之处在于:
16.1.本实用新型利用自动输送装置将加热后的棒料输送到锻造机平台上,锻压后的棒料经过推送装置推送到输出装置上,推送装置采用倾斜推板推送便于锻压棒料与锻压平台的分离以及方向的自适应调整。
17.2.本实用新型自动输送装置不影响下一根棒料转移到推送滑道上时,区别于传统的输送结构下一根棒料需要等待推送装置归位后才能转移到推送滑道上,本实用新型大大提高了生产节奏,比以往生产效率提高了20%。
18.3.本实用新型推送板在推送完上一根棒料后,后一根棒料转移到推送滑道上时,推送板在向后运动时,绕气缸杆端部铰接位置向上转动从而从后一根棒料上方后退到后一根棒料的后端,然后推送板在重力情况下下降,推送板向前运动推送后一根棒料,过程中止退板限制推送板向推送反方向转动,从而很好的解决了推料板与棒料输送路径的干涉问题。
附图说明
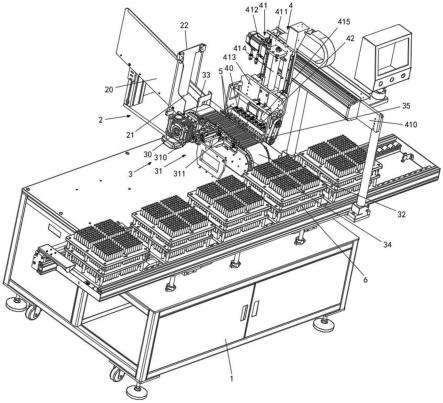
19.图1为一种棒料锻件制坯自动输送装置的结构示意图;
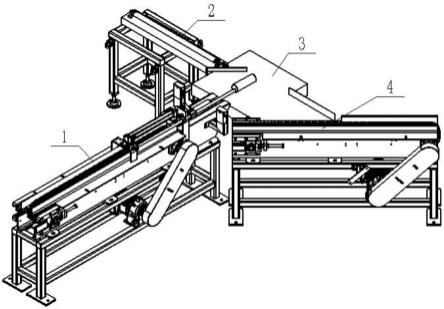
20.图2为一种棒料锻件制坯自动输送装置的俯视图;
21.图3为本实用新型自动输送装置的结构示意图;
22.图4为本实用新型自动输送装置的局部放大示意图。
23.图中:1-自动输送装置、2-推送装置、3-锻造机平台、4-输出装置、11-输送支架、12-输送链、13-推送气缸、14-推送板、15-止退板、16-检测装置、17-推送滑道、21-倾斜推板。
具体实施方式
24.为了便于本领域技术人员理解,下面结合附图对本实用新型作进一步的说明。
25.如图1至图4所示,一种棒料锻件制坯自动输送装置,包括锻造机平台3,锻造机平台3输入方向设有自动输送装置1,锻造机平台3输入方向一侧设有推料装置,锻造机平台3输入方向另一侧设有输出装置4,利用自动输送装置1将加热后的棒料输送到锻造机平台3上,锻压后的棒料经过推送装置2推送到输出装置4上。
26.自动输送装置1具体包括输送支架11,输送支架11上设有输送链12,加热后的棒料通过输送链12进行有序输送,输送链12输送方向末端设有推送装置2,利用推送装置2将加热后的棒料转移到锻造机平台3上。本实用新型推送装置2包括推送气缸13,推送气缸13设置在输送支架11上并设置在输送链12上方,推送气缸13的气缸杆端部铰接有推送板14,气缸杆端部还设有止退板15,止退板15设置在推送板14的后方底部,止退板15可限制推送板14向推送反方向转动,推送板14自由状态下推送板14端部的高度小于止退板15的高度,输送链12末端设有推送滑道17,推送装置2在推送滑道17上方移动,本实用新型止退板15的高度大于棒料在推送滑道17上的高度,避免止退板15对推送滑道17上的棒料造成干涉。
27.为实现自动化,本实用新型推送滑道17上设有检测是否有棒料的检测装置16,通过检测结果判断推送气缸13的推送动作。为保证棒料在推送滑道17上的稳定性,本实用新
型推送滑道17优选设为v型槽滑道,底部v型结构可以对氧化皮进行收集,防止输送受到影响;
28.本实用新型推料装置包括推料支架,推料支架上设有推料气缸,推料气缸端部设有倾斜推板21,倾斜推板21与推送装置2推送方向呈夹角设置,本实用新型倾斜推板21靠近推料气缸的端部设有限位板,限位板垂直于倾斜推板21且设置在倾斜推板21的推料侧,从而保证倾斜推板21推料过程棒料移动的稳定性,输出装置4包括输出支架,输出支架上设有输出链,输出链的输送方向与倾斜推板21的倾斜角度相同,输出链远离锻造机平台3一侧设有挡板,挡板能够限制推料装置将棒料推离出输出链。
29.本实用新型的具体工作过程:
30.锻造用棒料在经过加热后,由该输送链12输送至推送滑道17上。检测装置16检测来料后,推送气缸13动作,气缸杆前端装有推送板14,推送板14推动棒料在推送滑道17上向前运动,直至将棒料运送至锻造机平台3上,推送气缸13回退至起始位置。
31.在上述过程中,推送板14可以绕气缸杆端部旋转,当输送链12将棒料运送至推送板14处时,棒料件将推送板14向前、向上顶起,待棒料通过推送板14下方后,推送板14由于自重下落至止退板15处。此时,推送板14已位于棒料后方,推送气缸13动作时,带动推送板14向前顶紧工件直至将棒料运送至锻造机平台3。
32.在锻造机平台3上完成锻造后,推料气缸带动倾斜推板21推出,倾斜推板21推送便于锻压棒料与锻造机平台3的分离以及方向的自适应调整,然后锻压后的棒料被推送到输出链上完成最后的输送过程。
33.纵观整个输送过程,无需人工参与,且提高了生产效率,保证了工人的安全性。
34.应当理解,这些实施例的用途仅用于说明本实用新型而非意欲限制本实用新型的保护范围。此外,也应理解,在阅读了本实用新型的技术内容之后,本领域技术人员可以对本实用新型做各种改动、修改和/或变型,所有的这些等价形式同样落于本技术所附权利要求书所限定的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。