1.本实用新型涉及一种焊接设备,具体涉及一种能自动将铜杆上料的焊接设备。
背景技术:
2.点焊机,是一种机械设备,采用双面双点过流焊接的原理,工作时两个电极加压工件使两层金属在两电极的压力下形成一定的接触电阻,而焊接电流从一电极流经另一电极时在两接触电阻点形成瞬间的热熔接,且焊接电流瞬间从另一电极沿两工件流至此电极形成回路,并且不会伤及被焊工件的内部结构。
3.铜杆点焊的过程为:铜杆上料、对铜杆端部点胶、在铜杆点胶部放置银点、对铜杆端部的银点进行点焊、卸料,目前,铜杆的上料都是人工操作完成,没有自动上料装置,由于人工操作,工作效率低,而且容易烫伤操作人员,易出次品,增加生产成本。
技术实现要素:
4.针对现有技术存在的不足,本实用新型的目的在于提供一种能自动将铜杆上料的焊接设备。
5.为实现上述目的,本实用新型提供了如下技术方案:包括将铜杆进行输送的输送装置及沿输送装置依次设置的将铜杆进行上料的铜杆上料装置、将铜杆端部进行点胶的点胶装置、将银点放置于铜杆端部的银点上料装置、将铜杆与银点焊接的焊接装置和将铜杆进行卸料的卸料装置,所述的铜杆上料装置包括铜杆震荡盘、铜杆上料轨道、移料块、移料驱动器及夹持机构,铜杆震荡盘将铜杆推送至铜杆上料轨道内并推动铜杆沿铜杆上料轨道移动,移料块设置于铜杆上料轨道相对铜杆震荡盘的另一端,移料驱动器驱动移料块沿垂直于铜杆上料轨道的方向移动,移料块上设置有与铜杆形状相适配的移料槽且移料槽与铜杆上料轨道相对,移料块侧壁设置有联通口且联通口延伸至移料槽,夹持机构将处于移料槽内的铜杆夹持。
6.通过采用上述技术方案,当需要将铜杆上料时,铜杆震荡盘将铜杆推送至铜杆上料轨道,直至铜杆被推送至铜杆上料轨道末端,此时移料槽与铜杆上料轨道末端相对,即铜杆进入移料槽,而后移料驱动器驱动移料块移动,由于联通口的设置,使得夹持机构能够将铜杆直接夹持,完成上料的动作,而后移料块移动回初始位置,等待下一次运输,保证铜杆源源不断的上料,工作效率高。
7.本实用新型进一步设置为:所述的夹持机构包括铜杆竖向驱动气缸、铜杆竖向座、铜杆横向气缸、铜杆横向座、旋转电机及夹爪,铜杆竖向驱动气缸驱动铜杆竖向座沿竖向移动,铜杆横向气缸设置于铜杆竖向座上并驱动铜杆横向座沿垂直于移料块移动方向移动,旋转电机设置于铜杆横向座并驱动夹爪气缸旋转,夹爪用于夹持处于移料槽中的铜杆。
8.通过采用上述技术方案,夹持机构的设置使得将横向放置的铜杆在夹持后,通过旋转电机,而进行九十度的旋转,使得铜杆竖向放置为后续对铜杆的点胶与焊接做好相应的准备。
9.本实用新型进一步设置为:所述的输送装置包括分度盘、分度盘驱动器及夹具,分度盘驱动器驱动分度盘旋转,铜杆上料装置、点胶装置、银点上料装置、焊接装置及卸料装置环绕设置于分度盘外周,夹具设置于分度盘上并用于夹持铜杆。
10.通过采用上述技术方案,分度盘将夹具运输至不同的装置中从而进行相应的动作,完成整个铜杆焊接过程。
11.本实用新型进一步设置为:所述的夹具包括左夹件、右夹件、固定块、推动杆及夹具驱动器,固定块设置于分度盘上,右夹件固定设置于固定块上,左夹件沿靠近及远离右夹件的方向滑移设置于固定块上,夹具驱动器设置于分度盘上并驱动推动杆沿垂直于左夹件移动方向进行移动,推动杆相对夹具驱动器的另一端设置有沿远离夹具驱动器方向横截面积逐渐增大的推动斜面,左夹件上设置有与推动斜面形状相适配的配合斜面,左夹件与推动杆燕尾配合,移动的推动杆使左夹件与右夹件具有左夹件与右夹件相抵的夹紧状态及左夹件与右夹件相离放松状态。
12.通过采用上述技术方案,当需要用夹具对铜杆进行固定时,夹具驱动器驱动推动杆沿靠近夹具驱动器方向移动,由于推动斜面与配合斜面的存在,使得左夹件向右夹件靠近,从而对铜杆进行夹持,而在此过程中,由于左夹件与推动杆的燕尾配合,使得左夹具只能相对推动杆移动而不能脱离推动杆,且固定块又限制左夹具只能沿靠近及远离右夹具的方向移动,故构成了夹具对铜杆的夹持。
13.本实用新型进一步设置为:所述的银点上料装置包括银点震荡盘、银点上料轨道、转移块、转移驱动器及银点转移机构,银点震荡盘将银点推送至银点上料轨道内并推动银点沿银点上料轨道移动,转移块设置于银点上料轨道相对银点震荡盘的另一端,转移驱动器驱动转移块沿垂直于银点上料轨道的方向移动,转移块上设置有与银点形状相适配的转移槽,转移驱动器使转移块具有接收位置与输送位置,接收位置为转移槽与银点上料轨道相对,输送位置为转移槽与银点上料轨道相错,银点转移机构将处于输送位置的银点转移至对应铜杆端部。
14.通过采用上述技术方案,对银点进行上料并由银点转移机构将银点放置于已经完成点胶的铜杆上,等待后续对银点与铜杆的焊接。
附图说明
15.图1为本实用新型整体的结构示意图;
16.图2为本实用新型中铜杆上料装置的结构示意图;
17.图3为本实用新型输送装置的结构示意图;
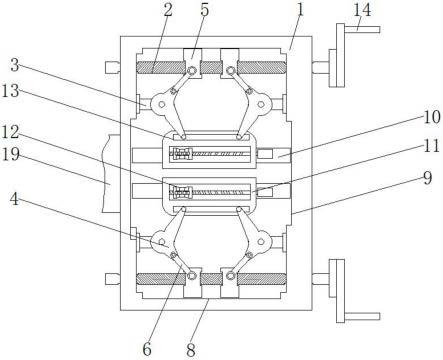
18.图4为本实用新型中夹具的剖视图;
19.图5为本实用新型中银点上料装置的结构示意图;
20.图6为本实用新型中局部放大图a;
21.图7为本实用新型中局部放大图b;
22.图8为本实用新型夹持机构的结构示意图。
具体实施方式
23.下面将结合附图对本实用新型的技术方案进行清楚、完整地描述,显然,所描述的
实施例是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
24.在本实用新型的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
25.如图1-8所示,本实用新型公开了一种能自动将铜杆上料的焊接设备,包括将铜杆进行输送的输送装置1及沿输送装置1依次设置的将铜杆进行上料的铜杆上料装置2、将铜杆端部进行点胶的点胶装置3、将银点放置于铜杆端部的银点上料装置4、将铜杆与银点焊接的焊接装置5和将铜杆进行卸料的卸料装置6,铜杆上料装置2包括铜杆震荡盘21、铜杆上料轨道22、移料块23、移料驱动器24及夹持机构25,铜杆震荡盘21将铜杆推送至铜杆上料轨道22内并推动铜杆沿铜杆上料轨道22移动,移料块23设置于铜杆上料轨道22相对铜杆震荡盘21的另一端,移料驱动器24驱动移料块23沿垂直于铜杆上料轨道22的方向移动,移料块23上设置有与铜杆形状相适配的移料槽231且移料槽231与铜杆上料轨道22相对,移料块23侧壁设置有联通口232且联通口232延伸至移料槽231,夹持机构25将处于移料槽231内的铜杆夹持,当需要将铜杆上料时,铜杆震荡盘21将铜杆推送至铜杆上料轨道22,直至铜杆被推送至铜杆上料轨道22末端,此时移料槽231与铜杆上料轨道22末端相对,即铜杆进入移料槽231,而后移料驱动器24驱动移料块23移动,由于联通口232的设置,使得夹持机构25能够将铜杆直接夹持,完成上料的动作,而后移料块23移动回初始位置,等待下一次运输,保证铜杆源源不断的上料,工作效率高。
26.夹持机构25包括铜杆竖向驱动气缸251、铜杆竖向座252、铜杆横向气缸253、铜杆横向座254、旋转电机255及夹爪256,铜杆竖向驱动气缸251驱动铜杆竖向座252沿竖向移动,铜杆横向气缸253设置于铜杆竖向座252上并驱动铜杆横向座254沿垂直于移料块23移动方向移动,旋转电机255设置于铜杆横向座254并驱动夹爪256气缸旋转,夹爪256用于夹持处于移料槽231中的铜杆,夹持机构25的设置使得将横向放置的铜杆在夹持后,通过旋转电机255,而进行九十度的旋转,使得铜杆竖向放置为后续对铜杆的点胶与焊接做好相应的准备。
27.输送装置1包括分度盘11、分度盘驱动器12及夹具13,分度盘驱动器12驱动分度盘11旋转,铜杆上料装置2、点胶装置3、银点上料装置4、焊接装置5及卸料装置6环绕设置于分度盘11外周,夹具13设置于分度盘11上并用于夹持铜杆,分度盘11将夹具13运输至不同的装置中从而进行相应的动作,完成整个铜杆焊接过程。
28.夹具13包括左夹件131、右夹件132、固定块133、推动杆134及夹具驱动器135,固定块133设置于分度盘11上,右夹件132固定设置于固定块133上,左夹件131沿靠近及远离右夹件132的方向滑移设置于固定块133上,夹具驱动器135设置于分度盘11上并驱动推动杆134沿垂直于左夹件131移动方向进行移动,推动杆134相对夹具驱动器135的另一端设置有沿远离夹具驱动器135方向横截面积逐渐增大的推动斜面134,左夹件131上设置有与推动斜面134形状相适配的配合斜面1311,左夹件131与推动杆134燕尾配合,移动的推动杆134
使左夹件131与右夹件132具有左夹件131与右夹件132相抵的夹紧状态及左夹件131与右夹件132相离放松状态,当需要用夹具13对铜杆进行固定时,夹具驱动器135驱动推动杆134沿靠近夹具驱动器135方向移动,由于推动斜面134与配合斜面1311的存在,使得左夹件131向右夹件132靠近,从而对铜杆进行夹持,而在此过程中,由于左夹件131与推动杆134的燕尾配合,使得左夹具13只能相对推动杆134移动而不能脱离推动杆134,且固定块133又限制左夹具13只能沿靠近及远离右夹具13的方向移动,故构成了夹具13对铜杆的夹持。
29.银点上料装置4包括银点震荡盘41、银点上料轨道42、转移块43、转移驱动器44及银点转移机构45,银点震荡盘41将银点推送至银点上料轨道42内并推动银点沿银点上料轨道42移动,转移块43设置于银点上料轨道42相对银点震荡盘41的另一端,转移驱动器44驱动转移块43沿垂直于银点上料轨道42的方向移动,转移块43上设置有与银点形状相适配的转移槽46,转移驱动器44使转移块43具有接收位置与输送位置,接收位置为转移槽46与银点上料轨道42相对,输送位置为转移槽46与银点上料轨道42相错,银点转移机构45将处于输送位置的银点转移至对应铜杆端部,对银点进行上料并由银点转移机构45将银点放置于已经完成点胶的铜杆上,等待后续对银点与铜杆的焊接。
30.点胶装置3、焊接装置5及卸料装置6皆为现有技术故在本文中未详细展开说明。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。