1.本实用新型涉及五金配件辅助打磨技术领域,尤其涉及一种快速夹持用五金配件打磨装置。
背景技术:
2.五金配件是指由五金制成的机器零件或部件,以及一些可以单独使用或作为辅助用具的五金产品,如五金工具、五金配件、日用五金、建筑五金、保安用品等,五金配件在投入使用之前,需要使用打磨装置消除掉五金配件表面的毛刺与印刻。
3.现有的五金配件打磨装置为了实现良好的对圆盘状的五金配件的装夹定位效果,需要设置多个独立的夹紧件对圆盘状五金配件夹紧固定,但是这样便会导致对圆盘状五金配件的夹持动作耗时较长,进而影响对五金配件的打磨效率。
技术实现要素:
4.本实用新型的目的是为了解决现有技术中五金配件打磨装置为了实现良好的对五金配件的装夹定位效果,需要设置多个独立的夹紧件对五金配件夹紧固定,但是这样便会导致对五金配件的夹持动作耗时较长,进而影响对五金配件的打磨效率的问题,而提出的一种快速夹持用五金配件打磨装置。
5.为了实现上述目的,本实用新型采用了如下技术方案:
6.一种快速夹持用五金配件打磨装置,包括底座,所述底座上表面圆形阵列有支撑折杆,所述支撑折杆顶部一端焊接有固定环,所述底座于固定环几何中心下方转动连接有驱动块,所述驱动块转轴侧面焊接有容纳筒,所述容纳筒侧面活动插入限位杆,所述限位杆顶部螺纹连接有安装螺栓,所述容纳筒顶部于安装螺栓位置开设有矩形槽,所述安装螺栓头部宽度大于矩形槽宽度,所述固定环侧面圆形阵列有可将五金配件快速夹持到驱动块上表面的快夹件。
7.可选地,所述底座上表面边缘位置固定连接有支撑架,所述支撑架顶部边缘位置沿竖直方向设置有驱动气缸,所述驱动气缸输出端固定设置有打磨组件。
8.可选地,所述快夹件包括压持折杆、过渡折杆、调整螺栓,所述压持折杆设置成倒钩状。
9.可选地,所述压持折杆采用转销转动连接在固定环上,所述压持折杆底部与过渡折杆顶部一端焊接,所述过渡折杆侧面螺纹旋入有调整螺栓,所述调整螺栓远离头部一端打磨成尖端。
10.可选地,所述驱动块侧面圆形阵列有倾斜段,所述驱动块于倾斜段一端设置有连接段,所述驱动块于连接段另一端设置有弧形段。
11.可选地,所述底座上表面固定连接有限位环,所述限位环侧面开设有孔洞,所述限位环孔洞与限位杆直径相同。
12.与现有技术相比,本实用新型具备以下优点:
13.1、本实用新型在固定环上转动设置有三组快夹件,当操作人员转动驱动块使得限位杆插入到限位环上时,驱动块可带动三组快夹件将放置在驱动块上表面的圆盘状五金配件多个角度快速夹持,有效地减少了对圆盘状五金配件的夹持耗时,提高对圆盘状五金配件打磨效率。
14.2、本实用新型的快夹件的过渡折杆位置处设置有调整螺栓,可通过改变调整螺栓伸入过渡折杆的长度,从而改变过渡折杆头部下压的高度,使得整个装置可对不同厚度的圆盘状五金配件进行夹持。
附图说明
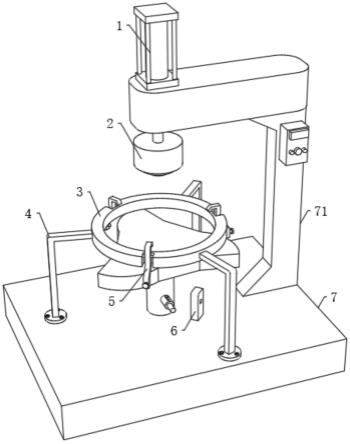
15.图1为本实用新型整体结构示意图;
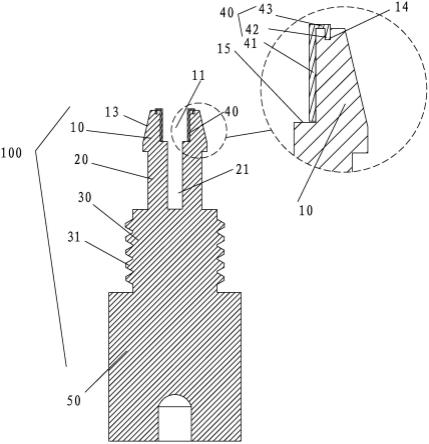
16.图2为快夹件的三维结构示意图;
17.图3为驱动块的具体结构示意图。
18.图中:1、驱动气缸;2、打磨组件;3、固定环;4、支撑折杆;5、快夹件;51、压持折杆;52、过渡折杆;53、调整螺栓;6、限位环;7、底座;71、支撑架;8、连接段;9、弧形段;10、倾斜段;11、安装螺栓;12、矩形槽;13、容纳筒;14、限位杆;15、驱动块。
具体实施方式
19.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。
20.在本实用新型的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
21.参照图1-3,一种快速夹持用五金配件打磨装置,包括底座7,底座7上表面边缘位置固定连接有支撑架71,支撑架71顶部边缘位置沿竖直方向设置有驱动气缸1,驱动气缸1输出端固定设置有打磨组件2,驱动气缸1可带动打磨组件2下移,对放置在驱动块15上表面的圆盘状五金配件进行打磨。
22.底座7上表面圆形阵列有支撑折杆4,支撑折杆4顶部一端焊接有固定环3,底座7于固定环3几何中心下方转动连接有驱动块15,驱动块15转轴从底座7上表面延伸出一段距离,固定环3侧面圆形阵列有可将五金配件快速夹持到驱动块15上表面的快夹件5,支撑折杆4为了在驱动块15上方设置固定环3,且不影响到驱动块15的转动。
23.驱动块15侧面圆形阵列有倾斜段10,驱动块15于倾斜段10一端设置有连接段8,驱动块15于连接段8另一端设置有弧形段9,驱动块15转轴侧面焊接有容纳筒13,容纳筒13侧面活动插入限位杆14,限位杆14顶部螺纹连接有安装螺栓11。
24.容纳筒13顶部于安装螺栓11位置开设有矩形槽12,安装螺栓11头部宽度大于矩形槽12宽度,安装螺栓11与矩形槽12的设置使得限位杆14可沿容纳筒13横移,但不可与容纳筒13脱离。
25.底座7上表面固定连接有限位环6,限位环6侧面开设有孔洞,限位环6孔洞与限位
杆14直径相同,限位杆14插入到限位环6孔洞时,此时驱动块15通过弧形段9的设置完全夹持住圆盘类五金配件的顶面。
26.快夹件5包括压持折杆51、过渡折杆52、调整螺栓53,压持折杆51设置成倒钩状,压持折杆51采用转销转动连接在固定环3上,压持折杆51底部与过渡折杆52顶部一端焊接,过渡折杆52侧面螺纹旋入有调整螺栓53,调整螺栓53远离头部一端打磨成尖端。
27.本实用新型的具体实施步骤如下:
28.各部件的初始状态如图1所示,此时限位杆14未处于限位环6内,适当旋转调整螺栓53,此时调整螺栓53的尖端处于连接段8表面,将圆盘状五金配件放置到驱动块15上表面,转动驱动块15,使得限位杆14转动到可插入限位环6的位置处,人力将限位杆14插入到限位环6内,限制驱动块15的转动,在此期间,调整螺栓53的尖端由连接段8表面移动到弧形段9表面,弧形段9开始迫使压持折杆51绕固定环3转动,压持折杆51的顶部向下倾斜,三组快夹件5夹持住圆盘状五金配件顶部。
29.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
技术特征:
1.一种快速夹持用五金配件打磨装置,包括底座(7),其特征在于,所述底座(7)上表面圆形阵列有支撑折杆(4),所述支撑折杆(4)顶部一端焊接有固定环(3),所述底座(7)于固定环(3)几何中心下方转动连接有驱动块(15),所述驱动块(15)转轴侧面焊接有容纳筒(13),所述容纳筒(13)侧面活动插入限位杆(14),所述限位杆(14)顶部螺纹连接有安装螺栓(11),所述容纳筒(13)顶部于安装螺栓(11)位置开设有矩形槽(12),所述安装螺栓(11)头部宽度大于矩形槽(12)宽度,所述固定环(3)侧面圆形阵列有可将五金配件快速夹持到驱动块(15)上表面的快夹件(5)。2.根据权利要求1所述的一种快速夹持用五金配件打磨装置,其特征在于,所述底座(7)上表面边缘位置固定连接有支撑架(71),所述支撑架(71)顶部边缘位置沿竖直方向设置有驱动气缸(1),所述驱动气缸(1)输出端固定设置有打磨组件(2)。3.根据权利要求1所述的一种快速夹持用五金配件打磨装置,其特征在于,所述快夹件(5)包括压持折杆(51)、过渡折杆(52)、调整螺栓(53),所述压持折杆(51)设置成倒钩状。4.根据权利要求3所述的一种快速夹持用五金配件打磨装置,其特征在于,所述压持折杆(51)采用转销转动连接在固定环(3)上,所述压持折杆(51)底部与过渡折杆(52)顶部一端焊接,所述过渡折杆(52)侧面螺纹旋入有调整螺栓(53),所述调整螺栓(53)远离头部一端打磨成尖端。5.根据权利要求1所述的一种快速夹持用五金配件打磨装置,其特征在于,所述驱动块(15)侧面圆形阵列有倾斜段(10),所述驱动块(15)于倾斜段(10)一端设置有连接段(8),所述驱动块(15)于连接段(8)另一端设置有弧形段(9)。6.根据权利要求1所述的一种快速夹持用五金配件打磨装置,其特征在于,所述底座(7)上表面固定连接有限位环(6),所述限位环(6)侧面开设有孔洞,所述限位环(6)孔洞与限位杆(14)直径相同。
技术总结
本实用新型公开了一种快速夹持用五金配件打磨装置,涉及五金配件辅助打磨技术领域,包括底座,所述底座上表面圆形阵列有支撑折杆,所述支撑折杆顶部一端焊接有固定环,所述底座于固定环几何中心下方转动连接有驱动块,所述驱动块转轴侧面焊接有容纳筒,所述容纳筒侧面活动插入限位杆,所述限位杆顶部螺纹连接有安装螺栓,所述容纳筒顶部于安装螺栓位置开设有矩形槽。本实用新型在固定环上转动设置有三组快夹件,当操作人员转动驱动块使得限位杆插入到限位环上时,驱动块可带动三组快夹件将放置在驱动块上表面的圆盘状五金配件多个角度快速夹持,有效地减少了对圆盘状五金配件的夹持耗时,提高对圆盘状五金配件打磨效率。提高对圆盘状五金配件打磨效率。提高对圆盘状五金配件打磨效率。
技术研发人员:余志少
受保护的技术使用者:深圳市耀余五金制品有限公司
技术研发日:2022.05.12
技术公布日:2022/9/6
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。