1.本实用新型属于真空凝壳炉技术领域,具体涉及真空凝壳炉。
背景技术:
2.真空凝壳炉(vacuum arc furnace)真空电弧重熔炉的改型设备,又称真空电弧凝壳炉。它是利用真空电弧炉的熔炼条件,采用可以倾动的浅底水冷坩埚、控制冷却水量使被熔炼金属在坩埚壁内形成一薄层“凝壳”,将被熔炼金属液与坩埚陷离,这样就避免了坩埚对活性金属液的沾污。而且可以形成相当大的熔池,熔炼结束时快速倾动坩埚将金属液注入锭模或铸型凝固。
3.现有的真空凝壳炉中,通常会将浇注模具转动设置在离心装置上,利用离心装置带动浇注模具转动,当坩埚内的金属液流入至模具中后,离心装置带动浇注模具转动,进而使金属液在浇注模具中充分填充。
4.但是,采用上述设置,无法适用于尺寸较大的浇注模具,而利用已采购的真空凝壳炉,无法满足尺寸较大的浇注模具使用,进而无法制作该模具对应的产品。
技术实现要素:
5.本实用新型提供了真空凝壳炉,用以解决现有技术中,利用已采购的真空凝壳炉,无法满足尺寸较大的浇注模具使用,进而无法制作该模具对应的产品的技术问题。
6.为解决上述技术问题,本实用新型实施例所公开的真空凝壳炉,包括:真空凝壳炉本体;支架,设置在所述真空凝壳炉本体的炉体内部,用于支撑浇注模具。
7.可选的,所述支架包括:支撑立臂,固接在所述炉体的内侧壁上;支撑横臂,固接在所述支撑立臂上,以用于支撑浇注模具。
8.可选的,所述支撑立臂沿所述炉体的侧壁径向设置。
9.可选的,所述支撑横臂垂直设置在所述支撑立臂上。
10.可选的,所述浇注模具水平设置。
11.可选的,所述真空凝壳炉本体包括:电极组件,与所述炉体滑动连接,可相对所述炉体往复滑动,以使电极组件中的电极在所述炉体的内部往复移动;坩埚组件,设置在所述炉体的内部,可相对所述炉体转动,进而带动所述坩埚组件的开口朝向所述电极或所述浇注模具转动;真空组件,位于所述炉体的一侧,与所述炉体的内部连通,用于对所述炉体的内部进行抽真空。
12.可选的,还包括:电控系统,分别与所述电极组件、所述坩埚组件、所述真空组件连接;用于控制所述电极通电或断电,并控制所述电极在所述炉体的内部往复移动;以及控制所述坩埚组件的开口朝向所述电极或所述浇注模具转动;以及控制所述真空组件对所述炉体的内部进行抽真空。
13.可选的,所述电极组件包括:升降装置,设置在所述炉体的上方;提升装置,与所述升降装置连接,所述升降装置可带动所述提升装置相对所述炉体往复移动;所述电极连接
在所述提升装置的底端,且所述电极位于所述炉体的内部,所述提升装置用于带动所述电极在所述炉体的内部往复移动。
14.可选的,所述坩埚组件包括:坩埚,转动设置在所述炉体的内部,其开口可正对所述电极或所述浇注模具;驱动器,设置在所述炉体的外侧,与所述坩埚连接,用于驱动所述坩埚转动;冷却装置,设置在所述炉体的外侧,与所述坩埚的外侧壁接触用于冷却所述坩埚。
15.可选的,还包括:离心浇注装置,转动设置在所述炉体的底部,用于放置所述浇注模具,可带动所述浇注模具相对所述炉体转动。
16.本实用新型实施例所公开的真空凝壳炉,包括:真空凝壳炉本体;支架,设置在所述真空凝壳炉本体的炉体内部,用于支撑浇注模具。通过在所述真空凝壳炉本体的炉体内部设置支架,并可以采用上述支架对浇注模具进行支撑,进而可以有效的增大炉体放置浇注模具的尺寸,以解决现有技术中利用已采购的真空凝壳炉,无法满足尺寸较大的浇注模具使用,进而无法制作该模具对应的产品的技术问题。
附图说明
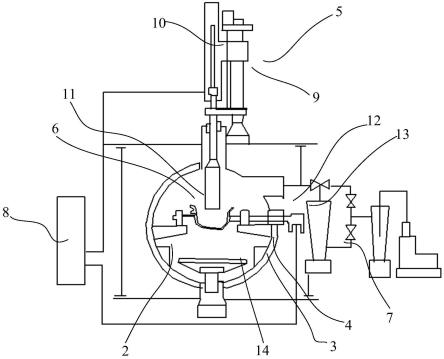
17.图1为本技术实施例提供的一种真空凝壳炉的结构示意图。
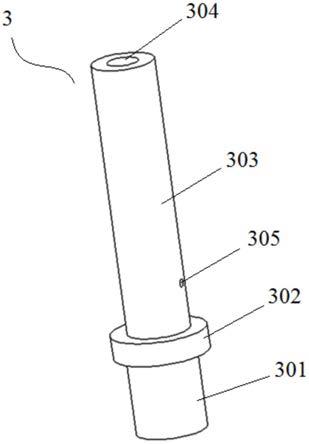
18.图2为本技术实施例提供的一种支架的结构示意图。
19.图中,1.炉体;2.支架;3.支撑立臂;4.支撑横臂;5.电极组件;6.坩埚组件;7.真空组件;8.电控系统;9.升降装置;10.提升装置;11.坩埚;12.驱动器;13.冷却装置;14.离心浇注装置。
具体实施方式
20.下面将结合附图以及具体实施例对本实用新型作进一步详细的说明。
21.参照图1-图2,图1为本技术实施例提供的一种真空凝壳炉的结构示意图。图2为本技术实施例提供的一种支架的结构示意图。
22.在介绍本技术技术方案之前,先对本技术的应用场景进行介绍:
23.真空凝壳炉(vacuum arc furnace)真空电弧重熔炉的改型设备,又称真空电弧凝壳炉。它是利用真空电弧炉的熔炼条件,采用可以倾动的浅底水冷坩埚、控制冷却水量使被熔炼金属在坩埚壁内形成一薄层“凝壳”,将被熔炼金属液与坩埚陷离,这样就避免了坩埚对活性金属液的沾污。而且可以形成相当大的熔池,熔炼结束时快速倾动坩埚将金属液注入锭模或铸型凝固。现有的真空凝壳炉中,通常会将浇注模具转动设置在离心装置上,利用离心装置带动浇注模具转动,当坩埚内的金属液流入至模具中后,离心装置带动浇注模具转动,进而使金属液在浇注模具中充分填充。但是,采用上述设置,无法适用于尺寸较大的浇注模具,而利用已采购的真空凝壳炉,无法满足尺寸较大的浇注模具使用,进而无法制作该模具对应的产品。
24.为了解决上述问题,申请人进行构思,可以在现有的真空凝壳炉的炉体1中添加支架2,进而利用支架2支撑浇注模具,采用支架2支撑的浇注模具的尺寸可以大于在离心装置上设置的模具,如此,便可以解决现有的真空凝壳炉无法满足尺寸较大的浇注模具使用,进而无法制作该模具对应的产品的问题。
25.基于上述整体构思,提出了本技术的技术方案,具体方案如下:
26.如图1所示,本实用新型实施例所公开的真空凝壳炉,包括:真空凝壳炉本体;支架2,设置在所述真空凝壳炉本体的炉体1内部,用于支撑浇注模具。
27.本示例实施方式中,上述真空凝壳炉本体可以是现有的真空凝壳炉,可以直接采购获得,或者通过其他渠道获得,本技术不对上述真空凝壳炉本体的获取方式做限定,另外,本技术不对上述真空凝壳炉本体的种类、型号、尺寸等性质做限定。
28.本示例实施方式中,上述支架2可以是由两根角钢组成,例如,炉体1内部为圆柱形,且圆柱形的轴线与水平面平行;则可以沿圆柱的中线方向,在炉体1的侧壁上相对设置两根角钢,在设置过程中,角钢的两个边缘均与炉体1的内侧壁固接,具体而言,其可以是焊接,也可以是通过螺栓连接,本技术不对上述角钢与炉体1的连接关系做限定。
29.本示例实施方式中,上述支架2的形状可以根据炉体1的内部形状来设定,例如,炉体1的内部形状为圆柱形,且圆柱形的轴线与水平面垂直,则可以在圆柱的内侧壁上设置同心的环形支架2,可以将浇注模具搭接在环形支架2上即可。再例如,当炉体1的内部形状为方体形状,可以在炉体1的一组相对的侧壁上分别设置直线型支架2,当然,可以在四个侧壁上均设置直线型支架2,四个支架2处于同一平面,该平面与水平面平行,可以理解的是,上述举例并非限制本技术仅能采用上述方式实现,上述炉体1的内部形状同样可以是规则的或不规则的形状,相对应的,可以根据炉体1的内部形状设置具有相应形状的支架2,以及具有相应形状的浇注模具支撑座,该支撑座的作用是支撑上述浇注模具。
30.本示例实施方式中,可以理解的是,为了更好的放置浇注模具,可以将角钢的顶面沿水平方向设置,两根角钢各自的顶面均位于同一平面上,且该平面可以与水平面平行,进而确保在浇注模具中的金属液可以均匀流动。
31.本示例实施方式中,通过在所述真空凝壳炉本体的炉体1内部设置支架2,并可以采用上述支架2对浇注模具进行支撑,进而可以有效的增大炉体1放置浇注模具的尺寸,以解决现有技术中利用已采购的真空凝壳炉,无法满足尺寸较大的浇注模具使用,进而无法制作该模具对应的产品的技术问题。
32.在一种具体实施方式中,所述支架2包括:支撑立臂3,固接在所述炉体1的内侧壁上;支撑横臂4,固接在所述支撑立臂3上,以用于支撑浇注模具。
33.本示例实施方式中,上述支撑立臂3可以是一根长方体形状的金属棒,可以采用焊接的方式将支撑立臂3焊接在炉体1内,上述支撑横臂4同样可以是一根长方体形状的金属棒,将该支撑横臂4的一个边缘焊接在炉体1的内侧壁上,另一个边缘与支撑立臂3焊接连接,作为优选的实施方式,支撑横臂4与支撑立臂3焊接连接后,其截面形状可以是“l”型,支撑横臂4的顶壁水平设置,以提高支撑横臂4的顶壁与浇注模具的底面稳定接触,进而确保支撑横臂4可以对浇注模具进行稳定的支撑。
34.在一种具体实施方式中,所述支撑立臂3沿所述炉体1的侧壁径向设置。
35.本示例实施方式中,为了确保上述立臂的顶壁水平设置,以提高支撑横臂4的顶壁与浇注模具的底面稳定接触,进而确保支撑横臂4可以对浇注模具进行稳定的支撑,可以使上述支撑立臂3沿所述炉体1的侧壁径向焊接。
36.在一种具体实施方式中,所述支撑横臂4垂直设置在所述支撑立臂3上。
37.本示例实施方式中,采用垂直设置的方式,支撑横臂4与支撑立臂3焊接连接后,其
截面形状可以是“l”型,支撑横臂4的顶壁水平设置,以提高支撑横臂4的顶壁与浇注模具的底面稳定接触,进而确保支撑横臂4可以对浇注模具进行稳定的支撑。
38.在一种具体实施方式中,所述浇注模具水平设置。采用水平设置,更便于金属液在浇注模具的流动,使得金属液流动均匀,进而确保产品的质量。
39.在一种具体实施方式中,所述真空凝壳炉本体包括:电极组件5,与所述炉体1滑动连接,可相对所述炉体1往复滑动,以使电极组件5中的电极在所述炉体1的内部往复移动;坩埚组件6,设置在所述炉体1的内部,可相对所述炉体1转动,进而带动所述坩埚组件6的开口朝向所述电极或所述浇注模具转动;真空组件7,位于所述炉体1的一侧,与所述炉体1的内部连通,用于对所述炉体1的内部进行抽真空。
40.本示例实施方式中,上述电极的材质可以是钛合金材质,也可以是钛材质,亦或者是铬材质,本技术不对上述电极的材质做限定,上述电极材质的选择可以根据实际制作产品的材质来选择,例如制作的产品为钛合金产品,则可以选择对应的钛合金材质的电极作为本方案中的电极。
41.本示例实施方式中,还可以为本技术提供的真空凝壳炉配置供电设备,即供电设备的阳极与电极连接,阴极与坩埚11连接,在阴极与阳极之间形成低电压高电流的回路,使得电极在放电过程中生热溶解,以形成铸造使用的金属液。
42.本示例实施方式中,上述电极可相对坩埚组件6移动,具体的,可相对坩埚组件6做上下移动,以改变电极与坩埚组件6之间的距离,以避免电极融化产生的金属液与电极接触,而对电极的进一步溶解产生影响。具体的,随着电极的溶解,金属溶液的液位升高,随着液位的升高,电极向上移动,并一直保持电极5与上述液面分离的状态,本技术不对上述电极与液面之间的距离做限定。
43.本示例实施方式中,作业者可以根据电极供电时间与液面的高度进行统计,进而建立二者之间的联系,即当电极通电时间为t时,液面高度为l,此时,电极移动到l m的高度,基于上述时间,可以为电极配置自动上移的时间。上述手段本领域技术人员可以通过常规的数据采集以及统计手段即可获得,本技术并未对上述方式做出改进。
44.在一种具体实施方式中,还包括:电控系统8,分别与所述电极组件5、所述坩埚组件6、所述真空组件7连接;用于控制所述电极通电或断电,并控制所述电极在所述炉体1的内部往复移动;以及控制所述坩埚组件6的开口朝向所述电极或所述浇注模具转动;以及控制所述真空组件7对所述炉体1的内部进行抽真空。
45.在一种具体实施方式中,所述电极组件5包括:升降装置9,设置在所述炉体1的上方;提升装置10,与所述升降装置9连接,所述升降装置9可带动所述提升装置10相对所述炉体1往复移动;所述电极连接在所述提升装置10的底端,且所述电极位于所述炉体1的内部,所述提升装置10用于带动所述电极在所述炉体1的内部往复移动。
46.本示例实施方式中,上述电极可以通过伸缩杆带动而实现上下移动;具体的,上述伸缩杆可以是电动伸缩杆,也可以是液压伸缩杆,相对应的,当上述伸缩杆为电动伸缩杆时,需要为其配置控制器以及电源,以通过控制器调节为电动伸缩杆供电的方式来控制电动伸缩杆的伸缩速度以及伸缩方向。
47.在一种具体实施方式中,所述坩埚组件6包括:坩埚11,转动设置在所述炉体1的内部,其开口可正对所述电极或所述浇注模具;驱动器12,设置在所述炉体1的外侧,与所述坩
埚11连接,用于驱动所述坩埚11转动;冷却装置13,设置在所述炉体1的外侧,与所述坩埚11的外侧壁接触,用于冷却所述坩埚11。
48.在一种具体实施方式中,还包括:离心浇注装置14,转动设置在所述炉体1的底部,用于放置所述浇注模具,可带动所述浇注模具相对所述炉体1转动。
49.本示例实施方式中,增加离心浇注装置14,可以提高本技术提供的真空凝壳炉的适应性,使本技术提供的真空凝壳炉不仅可以采用离心浇注装置14进行浇注,还可以采用支架2搭接浇注模具进行浇注,丰富本技术的真空凝壳炉的使用方式,便于用户使用。
50.需要说明的是,上述所描述的实施例是申请一部分实施例,而不是全部的实施例。基于申请中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于申请保护的范围。本说明书中每个实施例重点说明的都是与其他实施例的不同之处,各个实施例之间相同相似的部分互相参见即可。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。