1.本实用新型涉及聚晶立方氮化硼刀具加工设备的技术领域,尤其涉及一种聚晶立方氮化硼刀粒磨削夹具。
背景技术:
2.聚晶立方氮化硼是20世纪50年代发展起来的一种人工合成的新型材料,其硬度高,耐磨性好,在机械加工行业有着广泛的应用,立方氮化硼磨具的磨削性能十分优异,不仅能胜任耐磨材料的加工,提高生产率,且有利于严格控制工件的形状和尺寸精度,还能有效地提高工件的磨削质量,显著提高磨削后工件的表面完整性,同时立方氮化硼磨料生产过程在能源消耗和环境污染方面也比普通磨料生产为好,所以扩大立方氮化硼磨具的生产和应用是机械工业发展的必然趋势;由于聚晶立方氮化硼本身的特性,聚晶立方氮化硼在作为是用于加工淬硬铁族金属和合金刀具的材料方面性能优异,在实际的使用过程中聚晶立方氮化硼制备成的刀具通常包含整体式pcbn和焊接式pcbn刀具两种形式,尤其是焊接式pcbn刀具,因为其材料成本低的优点,近年来更得到广泛的应用,在目前的焊接式pcbn刀具的使用过程中,常规的焊接式pcbn刀片一般分为通焊结构形式的pcbn刀片和一字焊结构形式的pcbn刀片,从而适用不同的使用场景。
3.焊接式pcbn刀片在加工过程中通常需要将pcbn或者pcbn复合片切割成刀粒,然后再利用钎焊方式焊接到硬质合金基体上使用,最后进行磨削加工,最终制作成成品pcbn刀片;在焊接式pcbn刀片的加工过程中,常规的刀粒生产通常使用激光或者线切割进行切割使用,而切割后的断面往往需要进行磨削以及清洗后才能钎焊到合金基体上,但是同时又因为一字焊结构形式的pcbn刀片所用刀粒厚度较小(复合片厚度通常小于2mm),刀粒形状一般是梯形,所以夹具装夹固定起来比较的困难,同时如果刀粒形状如果发生变化,也无法及时的进行夹具的调整,无法及时通过夹具的调整适用于不同形状的刀粒加工,同时现存的比较传统的刀粒磨削方式通还是以人工手持刀粒磨削为主,所以在使用过程中仍然存在磨削精度差、磨削效率低、工人劳动强度大和无法保证后续刀片焊接质量的技术问题。
技术实现要素:
4.本实用新型的目的是为了提出一种聚晶立方氮化硼刀粒磨削夹具,解决现有技术中存在的磨削精度差、工人劳动强度大、不方便切削不规则形状刀粒和无法根据刀粒形状进行夹具调整的技术问题。
5.为了实现上述目的,本实用新型采用了如下技术方案:
6.一种聚晶立方氮化硼刀粒磨削夹具,包括夹具主体、定位板和压板,定位板设置在夹具主体的一端,定位板与夹具主体可拆卸连接,定位板的一侧设置有容纳磨削刀粒的装配凹槽,定位板的上方设置有按压在位于装配凹槽内部的磨削刀粒的压板,压板的中部与设置在夹具主体上的支撑架转动连接,设置在支撑架上的圆柱销水平穿过压板的中部,压板远离磨削刀粒的一端与竖向穿过压板的滚花平头螺钉螺纹连接,通过滚花平头螺钉的转
动保证压板靠近磨削刀粒的一端按压在磨削刀粒上。
7.优选的,定位板中装配凹槽的深度小于刀粒宽度,定位板中装配凹槽的宽度大于刀粒长度,方便刀粒待磨削面伸出装配凹槽。
8.优选的,夹具主体的端部设置有定位板匹配连接的夹具槽,夹具槽从夹具主体的顶部向下凹陷,定位板上设置有竖向穿过定位板的十字槽沉头螺钉,十字槽沉头螺钉的下端穿过夹具槽底部深入到夹具主体中,十字槽沉头螺钉的下端与夹具主体螺纹连接。
9.优选的,支撑架与夹具主体固定连接,压板靠近磨削刀粒的一端向下弯折,方便在压板远离磨削刀粒的一端的带动下通过压板对磨削刀粒的固定,十字槽沉头螺钉设置在压板的下方。
10.优选的,十字槽沉头螺钉设置在支撑架远离装配凹槽的一侧,十字槽沉头螺钉的下端抵靠在夹具主体上的上表面上。
11.优选的,圆柱销设置在支撑架的上部,圆柱销与压板的中部转动连接。
12.与现有技术相比,本实用新型具有以下有益效果:
13.(1)本实用新型采用夹具主体来支撑和限制定位板,通过定位板上的装配凹槽来限制磨削刀粒的位置,通过压板来对磨削刀粒进行固定,通过支撑架、压板和滚花平头螺钉来使压板形成杠杆结构,通过滚花平头螺钉的转动,来调节压板两端的高度,更加的方便快捷,整个对磨削刀粒固定的结构简单,操作方便,能实现小尺寸磨削刀粒的牢固夹持,避免手工磨削带来的刀粒焊接面锥度问题,有效的提高磨削精度。
14.(2)本实用新型采用夹具主体,便于和不同的工具磨床配合使用,通过定位板和夹具主体的可拆卸连接,能够连接上不同的装配凹槽,适用于不同大小的刀粒,而且在同类型的磨削刀粒完成磨削后,能够快速的通过滚花平头螺钉快速的更换磨削刀粒,提高磨削效率高。
附图说明
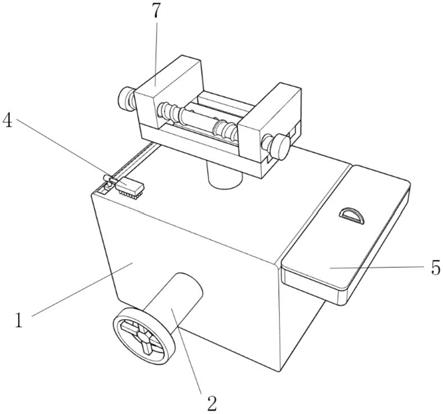
15.图1为本实用新型的结构示意图;
16.图2为图1的俯视图;
17.图3为本实用新型中定位板和夹具主体的连接示意图;
18.图4为本实用新型中装配凹槽和定位板的结构示意图(去除压板);
19.图5为本实用新型中夹具槽和夹具主体的连接示意图(去除定位板。压板和圆柱销)。
20.图中:1、夹具主体;2、定位板;3、压板;4、装配凹槽;5、支撑架;6、圆柱销;7、滚花平头螺钉;8、夹具槽;9、十字槽沉头螺钉。
具体实施方式
21.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述。
22.实施例1:
23.参照图1-5,一种聚晶立方氮化硼刀粒磨削夹具,包括夹具主体1、定位板2和压板3,定位板2设置在夹具主体1的一端,定位板2与夹具主体1可拆卸连接,定位板2的一侧设置
有容纳磨削刀粒的装配凹槽4。夹具主体1的端部设置有定位板2匹配连接的夹具槽8,夹具槽8从夹具主体1的顶部向下凹陷,定位板2上设置有竖向穿过定位板2的十字槽沉头螺钉9,十字槽沉头螺钉9的下端穿过夹具槽8底部深入到夹具主体1中。十字槽沉头螺钉9为两个,两个十字槽沉头螺钉9在定位板2上均匀分布,进一步加强对定位板2的固定,两个十字槽沉头螺钉9的下端均与深入到夹具主体1内部且与十字槽沉头螺钉9对应的安装螺纹孔螺纹连接。两个十字槽沉头螺钉9均设置在支撑架5远离装配凹槽4的一侧,十字槽沉头螺钉9的下端抵靠在夹具主体1上的上表面上。定位板2中装配凹槽4的深度小于刀粒宽度,定位板2中装配凹槽4的宽度大于刀粒长度,方便刀粒待磨削面伸出装配凹槽4。
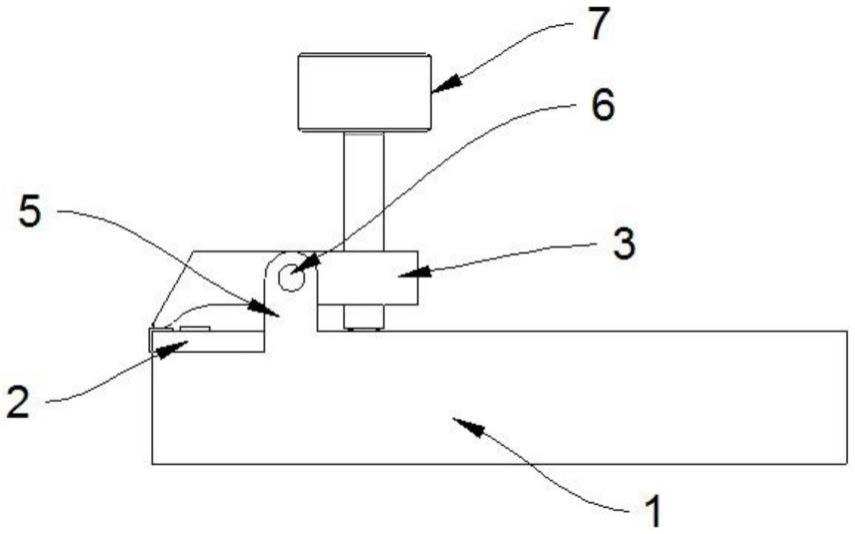
24.定位板2的上方设置有按压在位于装配凹槽4内部的磨削刀粒的压板3,压板3的中部与设置在夹具主体1上的支撑架5转动连接,设置在支撑架5上的圆柱销6水平穿过压板3的中部,压板3远离磨削刀粒的一端与竖向穿过压板3的滚花平头螺钉7螺纹连接,通过滚花平头螺钉7的转动保证压板3靠近磨削刀粒的一端按压在磨削刀粒上。支撑架5与夹具主体1固定连接,压板3靠近磨削刀粒的一端向下弯折,方便在压板3远离磨削刀粒的一端的带动下通过压板3对磨削刀粒的固定,十字槽沉头螺钉9设置在压板3的下方;圆柱销6设置在支撑架5的上部,圆柱销6与压板3的中部转动连接。
25.本实用新型中在使用过程中,使用时将夹具主体1固定对应的工具磨床上,然后使用十字沉头螺钉将定位板2安装在夹具主体1上,使用圆柱销6将压板3安装在支撑架5上,接着将滚花平头螺钉7竖向穿过压板3,安装在压板3上,最后将待磨削的磨削刀粒放置在定位板2的装配凹槽4内,调节滚花平头螺钉7使压板3压紧刀粒即可进行磨削,磨削完成时只需调节滚花平头螺钉7,进行更换磨削刀粒或者更换磨削刀粒磨削面的操作,当需要加工不同尺寸的磨削刀粒时,只需要更换不同的定位板2,从而安装具有合适装配凹槽4的定位板2,即可加工不同的磨削刀粒,总之本实用新型具有通用性强、适应不同尺寸的磨削刀粒、磨削刀粒更换操作简单方便、提高磨削效率和增加磨削精度的优点。
26.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。