1.本实用新型属于铸件浇注领域,具体涉及一种提高铸件质量的浇注装置。
背景技术:
2.铸件是用各种铸造方法获得的金属成型物件,即把冶炼好的液态金属,用浇注、压射、吸入或其它浇铸方法注入预先准备好的铸型中,冷却后经打磨等后续加工手段后,所得到的具有一定形状,尺寸和性能的物件。
3.浇包用于铸造车间浇注作业,在炉前承接金属液后,由行车运到铸型处进行浇注。
4.目前在往各个模具砂箱内浇注金属融液时,通常是工人控制浇包本体的翻转往模具砂箱内浇注金属融液,在对下一个模具砂箱进行浇注,需要工人跟随浇包本体进行移动、操作,这样不仅增加工人的劳动量,还存在一定的危险性,并且金属融液倒入浇包本体后,其表面会漂浮一些浮渣,在刚开始浇注时,浮渣很容易跟随金属融液进入模具砂箱内,影响铸件的产品质量。
5.因此,我们提出一种提高铸件质量的浇注装置来解决上述问题。
技术实现要素:
6.针对目前在往各个模具砂箱内浇注金属融液时,通常是工人控制浇包本体的翻转往模具砂箱内浇注金属融液,在对下一个模具砂箱进行浇注,需要工人跟随浇包本体进行移动、操作,这样不仅增加工人的劳动量,还存在一定的危险性,并且金属融液倒入浇包本体后,其表面会漂浮一些浮渣,在刚开始浇注时,浮渣很容易跟随金属融液进入模具砂箱内,影响铸件的产品质量的问题,本实用新型提供一种提高铸件质量的浇注装置。
7.本实用新型解决其技术问题所采用的方案是:一种提高铸件质量的浇注装置,包括浇包本体、驱动组件和两个支撑板,浇包本体活动安装在两个支撑板之间,所述驱动组件安装在任一侧支撑板上并能够驱动浇包本体旋转将金属融液倒出。
8.还包括滑动浇包机构和融液导流机构,所述滑动浇包机构包括车板、车板牵引组件和两个轨道;两个轨道平行设置,轨道底部安装有支座;两个所述支撑板均安装在车板上,车板的底部对称安装有多个轨道轮,两侧轨道轮分别设置在两个轨道内,车板牵引组件设置在两个轨道之间并能够带动车板轴向滑动。
9.融液导流机构包括浇注管、伸缩件和导流管,所述浇注管安装在浇包本体的出液口上,浇注管内安装有锥形铸造滤网,导流管套设在浇注管,伸缩件安装在浇包本体上并能够带动导流管在浇注管上滑动。
10.作为本实用新型的一种优选技术方案,所述锥形铸造滤网采用耐高温纤维制造而成。
11.作为本实用新型的一种优选技术方案,所述浇包本体的前后两侧均安装有支撑轴,两个支撑轴的相背端均套装有轴承一,两个轴承一分别安装在两个支撑板上。
12.作为本实用新型的一种优选技术方案,所述驱动组件包括安装在任一侧所述支撑
板上的驱动电机和减速箱,驱动电机的输出轴与减速箱的输入轴固定连接,所述减速箱的输出轴与相应所述支撑轴的外端固定连接。
13.作为本实用新型的一种优选技术方案,所述车板牵引组件包括连接座、链条和减速电机,链条设置在两个支座之间,链条内设置有两个链轮,链轮内套装有主转轴,主转轴通过轴承二安装在两个支座之间,减速电机与任一根主转轴的外端固定连接,连接座安装在链条的顶部,连接座的顶部与车板的底部固定连接。
14.作为本实用新型的一种优选技术方案,所述链条内设置有n个辅助轮,n个辅助轮从前往后依次设置在两个链轮之间,辅助轮内套装有辅转轴,辅转轴通过轴承三安装在两个支座之间。
15.作为本实用新型的一种优选技术方案,所述伸缩件为电动推杆,电动推杆的固定端安装在浇包本体上,电动推杆的伸缩端通过连接块与导流管固定连接。
16.作为本实用新型的一种优选技术方案,所述轨道为u型轨道,两个轨道的滑道槽为相对设置。
17.作为本实用新型的一种优选技术方案,所述浇包本体内壁对应浇注管内端的位置安装有挡渣板。
18.与现有技术相比,本实用新型的有益效果是:
19.1、本实用新型通过轨道和轨道轮的配合,对车板进行支撑限制,继而在减速电机、链轮和链条的配合下带动连接座的位移,通过连接座带动车板和浇包本体在轨道上平稳的移动,进而浇包本体可以根据模具砂箱的位置进行调整,使浇注管逐一对应模具砂箱进行浇注,从而实现同一排模具砂箱的快速浇注,并且不需要工人手动转动操作盘对浇包本体进行翻转,极大的减轻了工人的劳动量,提高了浇注效率。
20.2、本实用新型通过设置挡渣板,能够对金属融液上漂浮的浮渣进行一定的阻挡,通过设置锥形铸造滤网,能够金属融液中的杂质进行过滤,从根本上消除铸件的气眼、渣眼、砂眼,大大提高铸件的成品率,提高铸件的内在质量和外观质量,提高铸件的硬度以及抗弯强度。
21.3、本实用新型通过电动推杆和导流管,继而在浇包本体内金属融液减少时,通过电动推杆的伸长使导流管伸出浇注管,浇注管内的金属融液通过导流管流入模具砂箱内,继而避免浇包本体内金属融液减少后金属融液浇出模具砂箱外的问题,从而避免金属融液的浪费,使得浇注更加精准,提高该装置的实用性。
附图说明
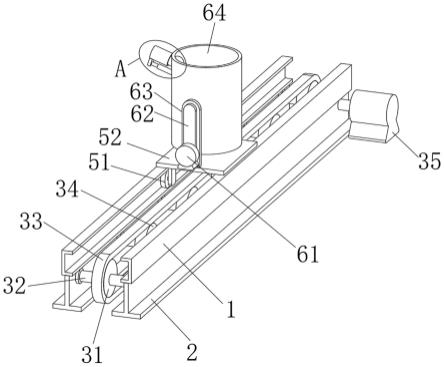
22.图1为本实用新型立体结构示意图;
23.图2为本实用新型立体剖面结构示意图;
24.图3为本实用新型图1中a处放大结构示意图;
25.图4为本实用新型车板和浇包本体立体放大结构示意图;
26.图5为本实用新型浇包本体正视剖面放大结构示意图;
27.图6为本实用新型锥形铸造滤网立体结构示意图。
28.图中:1轨道、2支座、31链轮、32主转轴、33链条、34辅助轮、35减速电机、36辅转轴、4锥形铸造滤网、51轨道轮、52车板、61驱动电机、62减速箱、63支撑板、64浇包本体、65支撑
轴、7挡渣板、8浇注管、91电动推杆、92连接块、93导流管、10连接座。
具体实施方式
29.下面结合附图和实施例对本实用新型进一步说明。
30.请参阅图1-6,本实用新型提供了一种提高铸件质量的浇注装置的技术方案:
31.实施例一:
32.根据图1-6所示,包括浇包本体64、驱动组件和两个支撑板63,浇包本体64的前后两侧均安装有支撑轴65,两个支撑轴65的相背端均套装有轴承一,两个轴承一分别安装在两个支撑板63上,驱动组件包括安装在任一侧支撑板63上的驱动电机61和减速箱62,驱动电机61的输出轴与减速箱62的输入轴固定连接,减速箱62的输出轴与相应支撑轴65的外端固定连接,通过驱动电机61和减速箱62的配合,带动支撑轴65和浇包本体64的转动,进而对浇包本体64进行翻转,使浇包本体64内的金属融液有序倒出。
33.还包括滑动浇包机构和融液导流机构,滑动浇包机构包括车板52、车板牵引组件和两个轨道1;轨道1为u型轨道1,两个轨道1的滑道槽为相对设置,两个轨道1平行设置,轨道1底部安装有支座2;两个支撑板63均安装在车板52上,车板52的底部对称安装有多个轨道轮51,两侧轨道轮51分别设置在两个轨道1内,通过设置两个轨道1,能够对两侧的轨道轮51进行支撑限制,以保证轨道轮51在移动过程中的稳定性。
34.车板牵引组件包括连接座10、链条33和减速电机35,链条33设置在两个支座2之间,链条33内设置有两个链轮31,链轮31内套装有主转轴32,主转轴32通过轴承二安装在两个支座2之间,减速电机35与任一根主转轴32的外端固定连接,连接座10安装在链条33的顶部,连接座10的顶部与车板52的底部固定连接,通过轨道1和轨道轮51的配合,对车板52进行支撑限制,继而在减速电机35、链轮31和链条33的配合下带动连接座10的位移,通过连接座10带动车板52和浇包本体64在轨道1上平稳的移动,进而浇包本体64可以根据模具砂箱的位置进行调整,使浇注管8逐一对应模具砂箱进行浇注,从而实现同一排模具砂箱的快速浇注,并且不需要工人手动转动操作盘对浇包本体64进行翻转,极大的减轻了工人的劳动量,提高了浇注效率。
35.融液导流机构包括浇注管8、伸缩件和导流管93,浇注管8安装在浇包本体64的出液口上,浇注管8内安装有锥形铸造滤网4,锥形铸造滤网4采用耐高温纤维制造而成,通过设置锥形铸造滤网4,能够金属融液中的杂质进行过滤,从根本上消除铸件的气眼、渣眼、砂眼,大大提高铸件的成品率,提高铸件的内在质量和外观质量,提高铸件的硬度以及抗弯强度,导流管93套设在浇注管8,伸缩件为电动推杆91,电动推杆91的固定端安装在浇包本体64的外壁上,电动推杆91的伸缩端通过连接块92与导流管93固定连接,通过电动推杆91和导流管93,继而在浇包本体64内金属融液减少时,通过电动推杆91的伸长使导流管93伸出浇注管8,浇注管8内的金属融液通过导流管93流入模具砂箱内,继而避免浇包本体64内金属融液减少后金属融液浇出模具砂箱外的问题,从而避免金属融液的浪费,使得浇注更加精准,提高该装置的实用性。
36.浇包本体64内壁对应浇注管8内端的位置安装有挡渣板7,通过设置挡渣板7,能够对金属融液上漂浮的浮渣进行一定的阻挡。
37.具体使用时,本实用新型一种提高铸件质量的浇注装置,首先将各个模具砂箱对
应轨道1有序平行摆放,并将高温金属融液从炉中倒入浇包本体64内,继而控制减速电机35的工作,在减速电机35、链轮31和链条33的配合下带动连接座10的位移,通过连接座10带动车板52和浇包本体64在轨道1上平稳的移动,进而将浇包本体64移动至模具砂箱的位置,使浇注管8对应模具砂箱进行浇注;
38.然后控制驱动电机61的工作,通过驱动电机61和减速箱62的配合,带动支撑轴65和浇包本体64的转动,进而对浇包本体64进行翻转,使浇包本体64内的金属融液通过浇注管8浇注入模具砂箱内;
39.在完成一个模具砂箱的浇注后,再次控制减速电机35的工作,使浇包本体64移动至下一个模具砂箱的位置进行浇注作业;
40.最后随着金属融液的倒出,浇包本体64内金属融液减少,工人根据模具砂箱浇注口的位置,控制电动推杆91的伸长,电动推杆91的伸长使导流管93伸出浇注管8,浇注管8内的金属融液通过导流管93流入模具砂箱内,避免金属融液浇出模具砂箱外的问题。
41.实施例二:
42.在实施例一的基础之上,如图2所示,链条33内设置有n个辅助轮34,n个辅助轮34从前往后依次设置在两个链轮31之间,辅助轮34内套装有辅转轴36,辅转轴36通过轴承三安装在两个支座2之间,通过设置辅助轮34,继而对链条33进行辅助支撑,以保证链条33在传动过程中的稳定性。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
