1.本实用新型涉及铸造技术领域,具体涉及一种局部增容铸造车轮模具。
背景技术:
2.汽车是人类社会工业发展的杰出造物,无论是传统燃油驱动,还是正在兴起的电动、氢能驱动,始终是车轮在承托着人类的出行。近年来,技术的进步带来了多种多样的车轮制造技术,例如混合挤压、半固态铸造,多向锻造等,大致可以分为三个种类,即,一、铸造成型类工艺;二、塑形成型类工艺;三堆砌成型类工艺,例如3d打印。其中,低压铸造工艺因其性价比优势被广泛的使用。低压铸造大多数采取中心浇注方式,而中心浇口的大小往往受限于汽车主机厂产品造型的限制,无法改变。这对于大尺寸小浇口的车轮产品生产十分不利,由于浇口不能提供充足的补缩能力,压铸效率和成品率会大幅降低,以某款19寸φ50浇口为例,效率仅有10件/小时,成品率仅为80%,导致该产品利润率极低。为此,专门设计了一种低压铸造冒口局部增容模具结构,结合新的工艺、模具思路,进行验证,使得小浇口产品的效率和成品率提升到了15件/ 小时和95%,使得该类产品的利润率得到保障。
技术实现要素:
3.有鉴于此,本实用新型旨在提出一种局部增容铸造车轮模具,能够使得小浇口产品的效率和成品率提升到了15件/小时和95%,使得该类产品的利润率得到保障。为达到上述目的,本实用新型的技术方案是这样实现的:
4.一种局部增容铸造车轮模具,包括顶模、下模和边模,所述顶模中心嵌设有分流子,底模中心自上而下依次设置有浇口上套和浇口下套浇口下套连接有中间管,所述分流子包括从上到下依次连接的上段分流子、中段分流子和下段分流子。
5.在一些实施例中,所述上段分流子和中段分流子通过焊接固定连接,所述中段分流子与所述下段分流子通过焊接固定连接。
6.在一些实施例中,所述上段分流子和中段分流子通过螺接固定连接,所述中段分流子与所述下段分流子通过螺接固定连接。
7.在一些实施例中,中间管设置在浇口下套与升液管之间。
8.在一些实施例中,浇口下套设置于浇口上套与中间管之间。
9.在一些实施例中,所述上段分流子内开设有第二冷却风孔,所述第二冷却风孔内设置有第二冷却风管。
10.在一些实施例中,所述中段分流子中部开设有第一冷却风孔,所述第一冷却风孔内设置有第一冷却风管。
11.相对于现有技术,本实用新型所述的局部增容铸造车轮模具具有以下优势:
12.本实用新型模具结构简单,通过多种创新设计,显著提高浇口区域铝液体积及模具温度,从而使得铸件能够快速稳定的顺序凝固,达到提升产品质量及成品率的目的。
附图说明
13.构成本实用新型的一部分的附图用来提供对本实用新型的进一步理解,本实用新型的示意性实施例及其说明用于解释本实用新型,并不构成对本实用新型的不当限定。在附图中:
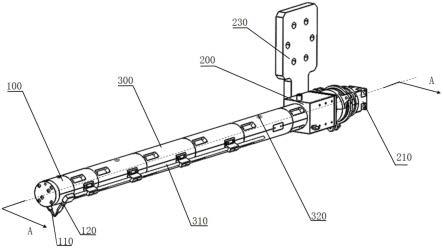
14.图1为本实用新型一种局部增容铸造车轮模具的主视图。
15.图2为本实用新型一种局部增容铸造车轮模具的浇道结构示意图。
16.图3为本实用新型一种局部增容铸造车轮模具的分流子结构示意图。
17.图4为本实用新型一种局部增容铸造车轮模具的分流子结构示意图。
18.附图标记说明:
19.1-中间管、2-浇口下套、3-浇口上套、4-隔热槽、5-螺栓柱、6-分流子、7
‑ꢀ
下段分流子、8-中段分流子、9-上段分流子、10-第一冷却风孔、11-第一冷却风管、12-第二冷却风孔、13-第二冷却风管、14-螺栓柱内侧到分流锥最小距离、 15-螺栓柱外侧到型腔最小距离、16-螺栓柱圆角。
具体实施方式
20.需要说明的是,在不冲突的情况下,本实用新型中的实施例及实施例中的特征可以相互组合。
21.下面将参考附图并结合实施例,对本实用新型的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
22.下面参考图1至图4并结合实施例描述本实用新型实施例的局部增容铸造车轮模具。
23.一种新型车轮铸造模具设计方案,包括一块底模,一块顶模,四块边模,一个分流子6,一个中间管1,一个浇口上套3及一个浇口下套2组成,如图1所示所述分流子6嵌于顶模中心,所述浇口上套3,浇口下套2,自上而下置于底模中心,通常由压板从背面固定。所述中间管1位于浇口下套2与升液管之间(未在图中示意)。改变模具结构,对中间管1及浇口下套2采取整体扩容设计;对中子或分流子6设计三分体结构采用双冷却道控制;浇口区域上模、下模、分流子6 采用新的设计壁厚;铸件模具螺栓柱造型优化设计。
24.所述新型中间管1(中间管)及内浇道浇口下套2通过结构改变,扩充内壁大大提升了内容积,使得在压铸过程中同样的的充型及保压时间内为铸件的浇口区域持续提供更高的热量。
25.所述分流子区别于传统分流子的一体或双分体结构设计有上、中、下三个分体件,通过焊接或螺栓形式固定,减小了中间法兰中心区域的冷铁体积。所述分流子实现了冷却功能最大化,设置有两组冷却控制,更加精准的冷区浇口区域,降低了顺序凝固的难度。
26.所述浇口区域下模厚度根据实际需求进行平衡理念下的模厚减薄设计,且加工一圈隔热槽。一方面减小了冒口区域冷铁体积,另一方面也降低了浇口外侧冷却对浇口温度的影响,从而提升了浇口区域的温度。
27.所述铸件螺栓柱造型,通过设计螺栓柱高度、角度、及圆角大小来达到提升浇口区
域补缩能力的目的。
28.在一些实施例中,如图1所示,一种局部增容铸造车轮模具,由一块上模,一块下模、二至四块动模,一个分流子6,一个中间管1,一个浇口下套2及一个浇口上套3组成。本技术方案在分流子6,浇口下套2及中间管1,模具壁厚,螺栓柱造型上进行了重新设计。
29.所述新型中间管1如图1所示位于浇口下套2与压铸炉中升液管(未在图中示意)之间,下开口尺寸为φ70-φ110mm,上开口尺寸为φ90-φ110mm,靠近上开口设置阶梯,阶梯深度25-45mm,阶梯内开口尺寸φ80-φ100mm,内容积是传统方案的1.2-1.5倍。
30.所述新型浇口下套2位于新型浇口上套3与中间管1之间,高度由产品造型及模具结构决定,下开口直径与新型中间管上开口直径一致为φ90-φ110mm,上开口尺寸由浇口上套3尾端决定,所述浇口下套2内容积是传统方案的1.5-2.5倍。
31.所述分流子6如图1所示装配在顶模上,如图2所示采取上中下三分体设计,三者采用焊接固定或螺纹连接,下段分流子7使用耐腐蚀的钼合金材质,中段分流子8、上段分流子9使用不锈钢材质。第一冷却风孔10为φ10mm,第一冷却风管11使用φ6mm不锈钢管;外圈第二冷却风孔12采取均布设计,直径为φ8mm,第二冷却风管13同样使用φ6mm。冷却风根据实际需求单独控制。
32.如图1所示所述浇口区域下模厚度根据实际需求设计15-22mm,且加工一圈隔热槽4,直径φ4-φ6mm,距离型腔表面最小距离8-12mm。
33.所述螺栓柱造型5如图3所示,通过优化螺栓柱高度、角度、圆角使得螺栓柱内侧到分流子最小距离14尺寸控制在15mm-25mm,螺栓柱外侧到型腔最小距离15控制在15mm-25mm。所述螺栓柱圆角16设置为r2-r5。
34.相对于现有技术,本实用新型的局部增容铸造车轮模具具有以下优势:
35.一、结构简单可靠且易于制作。
36.二、符合铸件的铸造工艺性,提升冒口区域模具温度,增强补缩能力,精准高效冷却,减小需要冷却区域的冷却对不需要过多冷却位置的影响。
37.三、适用性广,实用新型所述的一种新型车轮铸造模具不限于轮毂产品,也适用于类似圆筒形或近似型产品。所述的上模水冷却装置的冷却介质可以使用压缩空气、油、油气、冷却水、水雾或者压缩空气与水交替。
38.在本实用新型的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为便于描述本实用新型和简化描述,而不是指示或暗指所指的装置或元件必须具有特定的方位、为特定的方位构造和操作,因而不能理解为对本实用新型保护内容的限制。
39.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本实用新型的描述中,“多个”的含义是至少两个,例如两个,三个等,除非另有明确具体的限定。
40.在本实用新型中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接或可以互相通讯;可以是直接相连,也可以通过中间媒介间接相
连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
41.以上仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。