1.本发明涉及高炉热风炉领域,特别涉及一种高炉热风炉进行烘炉的烘烤装置。
背景技术:
2.高炉热风炉烘烤装置主要是在高炉热风炉大修时,为热风炉耐材按照烘炉曲线排干砌筑时和耐材内的水分,必须要对热风炉烘炉,而烘炉装置主要作用是在600℃下为高炉提供热源、进行烘烤,直至排干砌筑时和耐材内的水分。
3.目前的烘炉普遍存在的问题是,在热风炉修复后烘炉时,在低温阶段(400℃以下),由于燃烧火焰小,热风炉内蓄热能力差,未能形成有效的热对流,在其它使用热风炉换炉时,产生的部分烟气未能从烟囱排出,倒灌至烘炉热风炉内,致使烘炉装置的火焰熄灭,造成在烘烤热风炉时,时有断燃发生,导致烘炉时温度难以控制,不能按照烘炉曲线完成烘炉。
技术实现要素:
4.发明所要解决的技术问题在于克服上述不足,提供一种高炉热风炉烘炉的烘烤装置,主要是在高炉热风炉大修时,为热风炉耐材按照烘炉曲线排干砌筑时和耐材内的水分,必须要对热风炉烘炉,而烘烤装置主要作用是在600℃下为高炉提供热源。同时要保证烘烤时煤气不会发生断燃,该装置有限解决了上述问题。
5.解决技术问题采用的技术方案为:
6.对原有的烘烤装置进行重新设计,将原来空气煤气在烘烤管道内提前预混,改为在烧嘴变径罩内可控燃烧,同时增加空气配风盘和煤气烧嘴喷头,保证煤气燃烧时空气混合均匀,为避免工作热风炉在换炉时,热风炉内产生的负压对烘烤装置燃烧的影响,增加烧嘴引风罩保护燃烧火焰不熄灭。通过对外部煤气、空气控制阀门的调节,保证燃烧(600℃下)可根据热风炉修复后烘炉曲线进行烘炉。
7.一种高炉热风炉进行烘炉的烘烤装置,其特征在于,该烘烤装置主要由烧嘴底盘、煤气烧嘴、空气配风盘、烧嘴变径罩、烧嘴引风罩、外部连接空气管、空气控制阀门以及煤气控制阀门组成;所述烧嘴变径罩和烧嘴引风罩呈喇叭形,其中:所述外部连接空气管一端连接烧嘴底盘、其另一端连接空气控制阀门;所述煤气控制阀门一端连接到煤气烧嘴、其另一端连接外部煤气管;所述煤气烧嘴通过烧嘴底盘底部固定在烧嘴底盘上;所述空气配风盘固定在煤气烧嘴的凹台上;所述烧嘴变径罩固定在烧嘴底盘顶部;所述烧嘴引风罩固定在烧嘴变径罩上;所述外部连接空气管连接在烧嘴底盘上。
8.优选的,所述空气配风盘沿外圆均匀设置多个出风口,该出风口加工成向内倾斜一定角度用于使得空气与煤气混合均匀。
9.优选的,所述烧嘴引风罩的下喇叭口的直径比烧嘴变径罩的上喇叭口的直径大。
10.优选的,所述烧嘴引风罩与烧嘴变径罩的连接处留有可透气的间隙。
11.优选的,所述烧嘴引风罩用于在高炉热风炉换炉时,换炉烟气经烟气管道使烘炉
产生的炉内负压不致使燃烧火焰脱焰熄灭;同时,在烘炉升温过程中,保证下部炉内空气经下部通道进入并对烧嘴变径罩进行冷却。
12.优选的,所述煤气烧嘴与烧嘴底盘、空气配风盘与煤气烧嘴、烧嘴变径罩与烧嘴底盘、烧嘴引风罩与烧嘴变径罩均呈同心布置。
13.优选的,所述烧嘴煤气烧嘴与烧嘴底盘、空气配风盘与烧嘴煤气烧嘴、烧嘴变径罩与烧嘴底盘通过焊接实现固定;所述烧嘴引风罩通过三块钢板间隔焊接固定在烧嘴变径罩上。
14.本发明的有益效果:
15.本发明实现了空气和煤气在烧嘴变径罩内可控燃烧,同时增加空气配风盘和煤气烧嘴喷头,保证煤气燃烧时空气混合均匀;为避免工作热风炉在换炉时,热风炉内产生的负压对烘烤装置燃烧的影响,增加烧嘴引风罩,确保燃烧火焰不熄灭。本发明有效解决了烘炉温度波动大的问题,特别是在保温和升温时,烘炉温度及燃烧火焰稳定,烘炉温度可控,满足高炉热风炉修复后烘炉需要。
附图说明
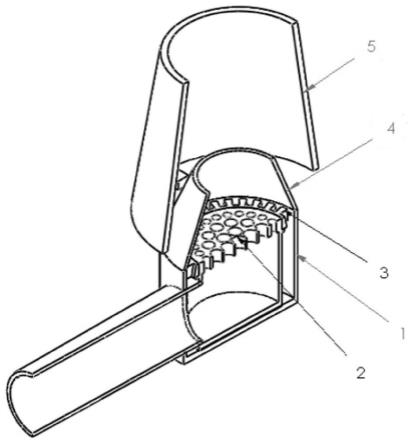
16.图1:本发明的烘烤装置的剖视图。
17.图2:本发明的烘烤装置的部件展开图。
18.图3:本发明的烘烤装置进行烘炉时的升温曲线。
19.图中:1-烧嘴底盘,2-煤气烧嘴,3-空气配风盘,4-烧嘴变径罩,5-烧嘴引风罩,6-外部连接空气管,7-空气控制阀门,8-煤气控制阀门。
具体实施方式
20.下面结合附图对本发明的烘烤装置进行详细说明。
21.如图1、2所示,一种高炉热风炉进行烘炉的烘烤装置,由烧嘴底盘1、煤气烧嘴2、空气配风盘3、烧嘴变径罩4、烧嘴引风罩5、外部连接空气管6、空气控制阀门7以及煤气控制阀门8组成。其中,外部连接空气管6焊接到烧嘴底盘1的孔洞上,压缩空气通过空气控制阀门7进行控制为燃烧提供必要的空气。外部煤气通过dn100钢管通过法兰连接到煤气控制阀门8,煤气控制阀门8通过法兰连接到煤气烧嘴2外留口上,煤气通过煤气控制阀门8进行控制为燃烧提供必要的燃料。
22.煤气烧嘴2通过烧嘴底盘底1部通过连续焊接固定在烧嘴底盘1上,与烧嘴底盘1呈同心布置;空气配风盘3焊接固定在煤气烧嘴2的凹台上,空气配风盘3的出风口加工成向内倾斜一定角度以使空气可以均匀与煤气混合,空气配风盘3与煤气烧嘴2呈同心布置;烧嘴变径罩4通过焊接固定在烧嘴底盘1顶部并呈同心布置;烧嘴引风罩5通过焊接三块钢板间断焊接固定在烧嘴变径罩4上并与烧嘴变径罩4同心布置。外部连接空气管6通过焊接连接在烧嘴底盘1,空气控制阀门7通过法兰连接在外部连接空气管6上,煤气控制阀门8通过法兰连接在煤气烧嘴2上。
23.其中:
24.烧嘴底盘1的作用是保证烘烤装置能够稳定摆放到热风炉内,同时为空气提供进气通道。
25.烧嘴煤气烧嘴2通过焊接固定在烧嘴底盘1上,其顶部开均匀小孔保证煤气均匀燃烧。
26.空气配风盘3通过焊接固定在烧嘴煤气烧嘴2上,主要作用是保证空气以合理角度进入参与煤气燃烧。
27.烧嘴变径罩4通过焊接固定在烧嘴底盘1的顶部,作用保证煤气、空气均匀混合并充分燃烧。
28.烧嘴引风罩5通过三块钢板焊接固定在烧嘴变径罩4上,其作用是保证在除大修外热风炉在换炉时,换炉烟气经烟气管道使烘烤热风炉产生的炉内负压不致使燃烧火焰脱焰熄灭,同时在烘炉升温大烧过程中保证下部炉内空气,经下部通道进入烘烤装置对烧嘴变径罩4进行冷却。其作用原理是:煤气和空气通过烧嘴变径罩4混合后进行燃烧,热气流沿烧嘴引风罩5上升形成上升气流,由于烧嘴引风罩5与烧嘴变径罩4中间有间隙并有一定角度关系,上升热气流就在中间形成一个相对稳定的保护气流。在大火燃烧时,下部气流流速快,气流可以参与燃烧升温。小火时,气流流速慢,可以形成稳定的保护气流罩。烧嘴引风罩5布置在煤气烧嘴2的外部,也有物理隔绝外部气流对燃烧影响的作用。在生产使用的热风炉换炉时,少量烟气会通过,修复热风炉的烟道阀灌入炉内,使炉内产生负压,导致热风炉内气流压力波动大,特别容易对小火产生脱焰断燃,在增加烧嘴引风罩5后有效解决了这一问题,避免了小火燃烧时,外部气流波动造成的脱焰断燃。
29.空气控制阀门7通过法兰连接在外部连接空气管6上,煤气控制阀门8通过法兰连接到煤气烧嘴2上,其作用是为烘烤装置提供燃烧介质和助燃空气及通过控制阀门可调节燃烧火力的大小。
30.本发明的烘烤装置的使用实例:
31.如图3所示,本发明的一种高炉热风炉烘烤装置为高炉内燃式热风炉修复后进行烘炉的升温曲线,修复后热风炉要严格按照烘炉升温曲线进行烘炉,温度在200℃以下温度控制不允许误差超过
±
20℃,200℃以上温度控制不允许误差超过
±
50℃。升温误差时间不超过8h。某钢厂六高炉4号热风炉拱顶垮塌修复后,烘炉按照烘炉理论曲线进行烘炉,使用热风炉烘烤装置进行烘炉操作,第1天温度升温至170℃,理论烘炉曲线要求180℃,差10℃符合技术要求,第2-3天要求保温至180℃,使用热风炉烘烤装置进行烘炉操作热电偶显示温度为175℃差5℃符合技术要求。第4天要求升温至300℃,用时24小时。使用热风炉烘烤装置进行烘炉操作升温至300℃用时30小时,符合技术要求。第4-6天要求保温300℃时间48小时,使用热风炉烘烤装置进行烘炉操作热电偶显示温度为310℃,温度控制42小时符合技术要求。第6-7天要求升温至600℃时间24小时,使用热风炉烘烤装置进行烘炉操作热电偶显示温度为580℃,升温时间49小时符合技术要求。第7-9天要求保温600℃时间48小时,使用热风炉烘烤装置和热风炉燃烧器进行混合保温操作热电偶显示温度为580℃-620℃,升温时间46小时符合技术要求。第9-11天要求升温至1000℃时间48小时,使用热风炉烘烤装置和热风炉燃烧器进行混合、升温操作热电偶显示温度为1000℃-1100℃,升温时间45小时符合技术要求(注:温度升至650℃时拆除热风炉烘烤装置)。整个烘炉过程中升温时全开煤气阀门,全开空气阀门,升温过程中根据煤气压力波动适当调整空气大小。保温过程中半开煤气阀门,开1/3空气阀门,同时根据煤气压力波动适当调整空气大小。
32.本装置燃烧所需煤气由外部煤气管道接至煤气烧嘴上并焊接牢固,并通过煤气烧
嘴顶部进入烧嘴变径罩与空气进行混合进行燃烧。外部圆孔有稳定燃烧作用。
33.烧嘴变径罩有一定角度保证空气在混合燃烧过程中减少燃烧过程中的过剩空气。
34.烧嘴引风罩根据人孔高度进行设置,保证燃烧火焰在有炉内负压时,不致火焰根部脱焰熄灭。通过实践使用有避免燃烧火焰熄灭作用。
35.本装置所使用空气、煤气压力不小于燃烧所需要的必要压力。
36.本装置在燃烧温度到600℃时烧嘴引风罩顶部有发红现象,但不影响本装置正常燃烧使用。
37.本装置燃烧的基本原理与已知燃烧器的基本原理一致,此处不做赘述。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。