1.本发明涉及热处理技术领域,尤其涉及一种超大筒形锻件的热处理防变形工装和防变形方法。
背景技术:
2.超大筒形锻件在热处理过程中,锻件受热后膨胀或冷却后收缩而产生热应力,如局部受到的热应力、组织应力等应力叠加超过锻件的屈服强度后,就会发生弹塑性变形,导致锻件发生变形,常见的是出现明显长短轴。
3.对于直径小的筒形锻件,热处理时按常规防变形措施即可,不需要采取特别的防变形措施,装炉时锻件放置在热处理炉中心,使锻件中轴线与热处理炉中轴线基本重合,以保证锻件加热过程中各部位受热均匀,并保证锻件在支撑垫铁上垫平垫实,使筒形锻件中轴线处于垂直状态。
4.对于超大筒形锻件,直径越大,热处理过程的变形倾向越大。如采取常规的防变形措施,在热处理过程中极易发生变形,为了保证成品尺寸,需要增加锻造余量和热处理余量,这样不仅增加了原材料成本,余量的增加也增加了机加工成本,而且影响锻件热处理的效果。
技术实现要素:
5.鉴于上述的分析,本发明旨在提供一种超大筒形锻件热处理的防变形工装和防变形方法,用以解决现有超大筒形锻件热处理过程中易发生变形导致不满足精加工尺寸的问题。
6.本发明的目的主要是通过以下技术方案实现的:
7.一方面,本发明提供了一种超大筒形锻件的热处理防变形工装,热处理防变形工装设于圆形热处理炉内;热处理防变形工装包括锻件支撑单元;
8.锻件支撑单元包括环形支承钢板和多个环向支撑垫铁;环形支承钢板置于热处理炉的炉底;环向支撑垫铁沿环形支承钢板的圆周方向均布,超大筒形锻件置于环向支撑垫铁上;
9.超大筒形锻件的直径为7.0~11.5m;超大筒形锻件的重量大于100吨;超大筒形锻件的筒壁厚度大于200mm。
10.在一种可能的设计中,热处理防变形工装还包括水平检测单元;
11.水平检测单元用于检测各个环向支撑垫铁的高度是否一致以及装炉时超大筒形锻件的下端面是否处于同一水平面上。
12.在一种可能的设计中,热处理防变形工装还包括中心垫铁,中心垫铁置于热处理炉的炉底中心处;水平检测单元为水平仪;水平仪置于中心垫铁上。
13.在一种可能的设计中,热处理防变形工装还包括多个第一吊耳;第一吊耳焊接于超大筒形锻件的上端面上;
14.第一吊耳的形状为“7”字型。
15.一种可能的设计中,环向支撑垫铁的形状为长方体状;环向支撑垫铁的材质为不锈钢,环向支撑垫铁的两侧面设有第二吊耳。
16.另一方面,本发明还提供了一种超大筒形锻件的热处理防变形方法,采用上述的超大筒形锻件的热处理防变形工装,包括以下步骤:
17.步骤1、冷试时,冷态试吊超大筒形锻件,确保超大筒形锻件的重心平稳,并在超大筒形锻件的外表面上标记出吊点位置,淬火起吊时,按冷试时标记的位置起吊;
18.步骤2、装炉时,在热处理炉上先摆放环形支承钢板,沿环形支承钢板的周向方向均布多块环向支撑垫铁;在热处理炉的炉底中心处摆放中心垫铁,将水平仪放置在中心垫铁上;
19.步骤3、采用水平仪检测各个环向支撑垫铁的高度是否一致;若高度一致,撤下水平仪,将超大筒形锻件摆放在环向支撑垫铁上;
20.步骤4、采用水平仪检测超大筒形锻件的下端面是否在同一水平面上;
21.步骤5、若超大筒形锻件的下端面并未处于同一水平面,则垫平垫实超大筒形锻件的各支撑部位,重新摆放超大筒形锻件;
22.步骤6、当超大筒形锻件的下端面处于同一水平面后,撤掉水平仪,对超大筒形锻件进行热处理,热处理后,并对超大筒形锻件进行淬火处理。
23.进一步地,在步骤2中,当将环形支承钢板和环向支撑垫铁摆放好后,至少经历一次高温热处理过程;热处理条件为850℃以上至少保温5h。
24.进一步地,在步骤3中,若高度不一致,则找出最高的环向支撑垫铁并作为基准,记录其它各环向支撑垫铁需要补齐的高度,用薄钢板补齐高度成等高平面。
25.进一步地,在步骤5中,利用薄钢板垫平垫实超大筒形锻件的各支撑部位,以使超大筒形锻件的下端面处于同一水平面上。
26.进一步地,在步骤6中,对超大筒形锻件采用阶梯升温形式进行热处理,先升温到250-350℃,并保温3-5h;再升温到650-700℃,并保温4-6h;最后升温到850-920℃,并保温5-10h。
27.与现有技术相比,本发明至少可实现如下有益效果之一:
28.(1)与现有技术相比,本发明通过设置环形支承钢板及其上的多个环向支撑垫铁,可有效的减小超大筒形锻件热处理过程的中变形,从而可减小锻件余量,提高材料利用率;同时,也减少了锻件因采取常规防变形措施导致变形大而需校形的工序,实现超大筒形锻件的绿色制造。
29.(2)可有效的减小超大筒形锻件热处理和吊运过程的变形,热处理后可满足后续机加工尺寸,达到理想的防变形效果。
30.(3)经本发明提供的超大筒形锻件的热处理防变形工装热处理后,超大筒形锻件的尺寸满足交货图尺寸,且单边至少约有5mm加工余量,达到预期的防变形目标。
31.本发明中,上述各技术方案之间还可以相互组合,以实现更多的优选组合方案。本发明的其他特征和优点将在随后的说明书中阐述,并且,部分优点可从说明书中变得显而易见,或者通过实施本发明而了解。本发明的目的和其他优点可通过说明书实施例以及附图中所特别指出的内容中来实现和获得。
附图说明
32.附图仅用于示出具体实施例的目的,而并不认为是对本发明的限制,在整个附图中,相同的参考符号表示相同的部件。
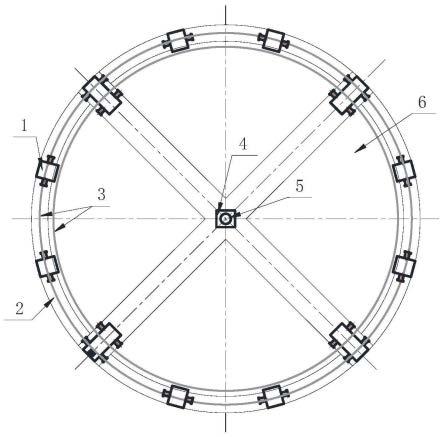
33.图1是本发明的热处理炉内防变形工装的俯视图(以圆形热处理炉为例);
34.图2是超大筒形锻件焊接第一吊耳后的主视图;
35.图3是超大筒形锻件焊接第一吊耳后的俯视图;
36.图4是本发明的环向支撑垫铁1的主视图;
37.图5是环向支撑垫铁1的俯视图;
38.图6是超大筒形锻件热处理后检尺位置示意图;
39.图7是超大筒形锻件标记4个角度后的俯视图。
40.附图标记:
41.1-环向支撑垫铁1;2-环形支承钢板;3-超大筒形锻件轮廓;4-中心垫铁;5-水平仪;6-热处理炉的炉底。
具体实施方式
42.下面结合附图来具体描述本发明的优选实施例,其中,附图构成本发明的一部分,并与本发明的实施例一起用于阐释本发明的原理,并非用于限定本发明的范围。
43.实施例1
44.本发明提供了一种超大筒形锻件的热处理防变形工装,热处理防变形工装设于圆形热处理炉内;热处理防变形工装包括锻件支撑单元;锻件支撑单元包括环形支承钢板2和多个环向支撑垫铁1;环形支承钢板2置于热处理炉的炉底6;环向支撑垫铁1沿环形支承钢板2的圆周方向均布,超大筒形锻件置于环向支撑垫铁1上;超大筒形锻件的直径为7.0~11.5m;超大筒形锻件的重量大于100吨;超大筒形锻件的筒壁厚度大于200mm。
45.如本发明的图1所示,本发明的超大筒形锻件的热处理防变形工装主要针对外径为7-11.5m、重量大于100吨、筒壁厚度大于200mm的超大筒形锻件;该防变形工装设于圆形热处理炉内,需要说明的是,本发明涉及到的热处理炉为大型热处理炉,为了能装工件入炉,热处理炉的炉底6和炉壳能相对移动。上述热处理防变形工装包括锻件支撑单元;锻件支撑单元包括环形支承钢板2和多个环向支撑垫铁1;环形支承钢板2设于热处理炉底部,多个环向支撑垫铁1沿环形支承钢板2的圆周方向均布,当需要对超大筒形锻件进行热处理时,将超大筒形锻件置于环向支撑垫铁1上,垫平垫实锻件各支撑部位,摆放后超大筒形锻件轮廓3如图1所示,利用环向支撑垫铁1对其进行支撑,以防止超大筒形锻件发生变形。
46.对于超大筒形锻件,直径越大,热处理过程的变形倾向越大。如采取常规的防变形措施,在热处理过程中极易发生变形,为了保证成品尺寸,需要增加锻造余量和热处理余量,这样不仅增加了原材料成本,余量的增加也增加了机加工成本,而且影响锻件热处理的效果。与现有技术相比,本发明通过设置环形支承钢板2及其上的多个环向支撑垫铁1,可有效的减小超大筒形锻件热处理过程的中变形,从而可减小锻件余量,提高材料利用率;同时,也减少了锻件因采取常规防变形措施导致变形大而需校形的工序,实现超大筒形锻件的绿色制造。
47.本发明的热处理防变形工装还包括水平检测单元;水平检测单元用于检测各个环
向支撑垫铁1的高度是否一致以及装炉时超大筒形锻件的下端面是否处于同一水平面上。
48.具体地,采用水平检测单元检测多个环向支撑垫铁1的高度是否一致,如不一致,则找出最高的环向支撑垫铁1并作为基准,记录其它各环向支撑垫铁1需要补齐的高度,用薄钢板补齐高度成等高平面。另外,还可以采用水平检测单元检测超大筒形锻件的下端面是否在同一水平面上,具体过程为:利用天车吊运超大筒形锻件平稳摆放在不锈钢环向支撑垫铁1上,用水平检测单元检测超大筒形锻件下端面,以已垫实的环向支撑垫铁1为基准,记录其它环向支撑垫铁1补齐成等高平面的各处高度,将超大筒形锻件吊起,采用薄钢板补齐,然后采用水平仪5再次校准:采用水平检测单元检测超大筒形锻件下端面是否在同一水平面上,以已垫实的环向支撑垫铁1为基准,记录其它环向支撑垫铁1补齐成等高平面的各处高度,将超大筒形锻件吊起,采用薄钢板补齐。
49.本发明的热处理防变形工装还包括中心垫铁4,如图1所示,中心垫铁4置于热处理炉的炉底6中心处;水平检测单元为水平仪5;水平仪5置于中心垫铁4上。
50.本发明为了防止超大筒形锻件在吊运过程中变形,如图2和图3所示,热处理防变形工装还包括多个第一吊耳;第一吊耳焊接于超大筒形锻件的上端面上;第一吊耳的形状为“7”字型。当各个环向支撑垫铁1的高度一致时,撤掉水平仪5,可以利用链子勾住第一吊耳将超大筒形锻件摆放在环向支撑垫铁1上方。
51.由于超大筒形锻件在装炉、出炉和淬火过程中需要吊运,超大筒形锻件易产生变形。如果变形量超过超大筒形锻件的加工余量,会导致无法满足后续精加工尺寸,如果超大筒形锻件无法进行有效的校形,锻件将面临报废风险。本发明的第一吊耳的形状为“7”字型,将第一吊耳的形状设置为“7”字型能够保证链子牢固勾住第一吊耳,进而确保热处理后的超大筒形锻件顺利吊运并淬火。
52.为了更好的支撑超大筒形锻件,本发明的环向支撑垫铁1的形状为长方体状;环向支撑垫铁1为不锈钢环向支撑垫铁1,不锈钢环向支撑垫铁1两侧面设有第二吊耳。
53.需要说明的是,对于超大筒形锻件,直径越大、壁厚越薄、高度越低,热处理过程的变形倾向越大。为了进一步减小吊运过程的变形,本发明可根据实际情况,改变超大筒形锻件的起吊方式,可采用多点支撑起吊,如多点支撑吊具起吊。当采用多点支撑起吊时,先冷态试吊超大筒形锻件,确保超大筒形锻件的重心平稳,并在超大筒形锻件的外表面上标记出吊点位置,然后按冷试时标记的位置起吊。
54.普通碳钢垫铁在热处理过程中容易变形和烧损,不利于本发明的超大筒形锻件热处理的防变形,为此,本发明针对超大筒形锻件的高温热处理过程设计不锈钢环向支撑垫铁1;需要说明的是,将环向支撑垫铁1的材质设计为不锈钢是因为在高温下,不锈钢环向支撑垫铁1抗变形能力好,不易变形且烧损小,可多次循环使用;另外,如本发明的图4和图5所示,在环向支撑垫铁1的侧面设计有第二吊耳,第二吊耳的方向与环向支撑垫铁1的侧面垂直,通过第二吊耳能够方便环向支撑垫铁1的吊运、移动和摆放等;另外,该不锈钢环向支撑垫铁1可根据实际需要可平放、立放,可双层或多层组合使用,可替代现有垫铁。
55.或者,可采用碳钢或合金钢等其它材质垫铁,但垫铁需经过多次使用且变形较小。
56.需要说明的是,超大筒形锻件的直径由成形设备的能力和热处理设备的尺寸决定,成形设备决定可以制造出来多大直径的锻件,热处理设备决定能对多大直径的锻件进行热处理。
57.另外,本发明的热处理炉为圆形的大型热处理炉,为了能装炉入工件,炉底和炉壳能相对移动;当无圆形热处理炉时,可采用长方形等其它形状电炉或圆形、长方形或其它形状燃气炉。如采用其它形状热处理炉,环向支撑垫铁1和环形支承钢板的摆放位置可根据实际情况适当调整。
58.实施例2
59.本发明还提供了一种超大筒形锻件的热处理防变形方法,采用实施例1提供的超大筒形锻件的热处理防变形工装,该热处理防变形方法包括以下步骤:
60.步骤1、冷试时,冷态试吊超大筒形锻件,确保超大筒形锻件的重心平稳,并在超大筒形锻件的外表面上标记出吊点位置,淬火起吊时,按冷试时标记的位置起吊;
61.步骤2、装炉时,在热处理炉上先摆放环形支承钢板2,沿环形支承钢板2的周向方向均布多块环向支撑垫铁1;在热处理炉的炉底6中心处摆放中心垫铁4,将水平仪5放置在中心垫铁4上;
62.在步骤2中,当将环形支承钢板2和环向支撑垫铁1摆放好后,至少经历一次高温热处理过程;热处理条件为850℃以上至少保温5h。
63.步骤3、采用水平仪5检测各个环向支撑垫铁1的高度是否一致;若高度一致,撤下水平仪5,将超大筒形锻件摆放在环向支撑垫铁1上;若高度不一致,则找出最高的环向支撑垫铁1并作为基准,记录其它各环向支撑垫铁1需要补齐的高度,用薄钢板补齐高度成等高平面;
64.步骤4、采用水平仪5检测超大筒形锻件的下端面是否在同一水平面上;
65.步骤5、若超大筒形锻件的下端面并未处于同一水平面,则垫平垫实超大筒形锻件的各支撑部位,重新摆放超大筒形锻件;
66.需要说明的是,利用薄钢板垫平垫实超大筒形锻件的各支撑部位,以使超大筒形锻件的下端面处于同一水平面上。
67.步骤6、当超大筒形锻件的下端面处于同一水平面后,撤掉水平仪5,对超大筒形锻件进行热处理,热处理后,并对超大筒形锻件进行淬火处理。
68.在步骤6中,对超大筒形锻件采用阶梯升温形式进行热处理,先升温到250-350℃,并保温3-5h;再升温到650-700℃,并保温4-6h;最后升温到850-920℃,并保温5-10h。
69.与现有技术相比,采用本发明的超大筒形锻件热处理防变形方法可有效的减小超大筒形锻件的热处理变形,从而可减小锻件余量,提高材料利用率;同时,也减少了锻件因采取常规防变形措施导致变形大而需校形的工序,实现超大筒形锻件的绿色制造。
70.实施例3
71.本实施例采用实施例1提供的超大筒形锻件热处理防变形工装和实施例2提供的超大筒形锻件的热处理防变形方法。
72.以某超大筒形锻件为例,该超大筒形锻件热处理前内孔尺寸为φ8310mm,高度为2115mm,厚度为345mm,重量为155t。锻件内孔交货尺寸为φ8400mm,热处理后内孔长轴目标尺寸为小于φ8390mm,单边至少有5mm加工余量。
73.该超大筒形锻件的热处理防变形方法包括以下步骤:
74.步骤1、冷试时,冷态试吊超大筒形锻件,确保超大筒形锻件的重心平稳,并在超大筒形锻件的外表面上标记出吊点位置,淬火起吊时,按冷试时标记的位置起吊;
75.步骤2、装炉时,在热处理炉上先摆放环形支承钢板2(采用新的或变形较小的环形支承钢板),以提高炉底的支撑能力,且保证处于水平状态;沿环形支承钢板2的周向方向均布12块不锈钢环向支撑垫铁1;在热处理炉的炉底6中心处摆放中心垫铁4,将水平仪5放置在中心垫铁4上;
76.在步骤2中,当将环形支承钢板2和环向支撑垫铁1摆放好后,至少经历一次高温热处理过程;热处理条件为850℃以上至少保温5h。
77.步骤3、采用水平仪5检测各个环向支撑垫铁1的高度是否一致;若高度一致,撤下水平仪5,将超大筒形锻件摆放在环向支撑垫铁1上;若高度不一致,则找出最高的环向支撑垫铁1并作为基准,记录其它各环向支撑垫铁1需要补齐的高度,用薄钢板补齐高度成等高平面;
78.步骤4、水平仪5再次校准:采用水平仪5检测超大筒形锻件的下端面是否在同一水平面上;
79.步骤5、若超大筒形锻件的下端面并未处于同一水平面,则垫平垫实超大筒形锻件的各支撑部位,原位重新摆放超大筒形锻件;用水平仪5再次检测超大筒形锻件的下端面,检查并利用薄钢板垫平垫实锻件各支撑部位,以使超大筒形锻件的下端面处于同一水平面上。
80.步骤6、当超大筒形锻件的下端面处于同一水平面后,撤掉水平仪5,并对超大筒形锻件进行热处理,热处理后,采用单臂钩按冷试时标记的位置起吊,对超大筒形锻件进行淬火处理。
81.在步骤5完成之后,12处不锈钢环向支撑垫铁1支撑点补齐高度见下表1:
82.表1 12处不锈钢环向支撑垫铁1的支撑点补齐高度表
[0083][0084]
对超大筒形锻件采用阶梯升温形式进行热处理,先升温到250-350℃,并保温3-5h;再升温到650-700℃,并保温4-6h;然后升温到890-910℃,并保温7-9h。
[0085]
如图6、图7所示,本实例在圆周方向选定4个角度、高度方向选定2个截面,测量热处理后超大筒形锻件内径的变形情况,见下表2:
[0086]
表2超大筒形锻件进行热处理后的内径尺寸
[0087][0088]
热处理后超大筒形锻件内孔长轴尺寸为φ8365mm,满足最终精加工尺寸要求,单
边有17.5mm加工余量,达到预期的防变形目标。
[0089]
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。