1.本实用新型涉及大孔径钻杆生产制造技术领域,具体地说是一种新型配套刀具。
背景技术:
2.目前,石油资源越来越匮乏,一些埋藏深的油藏逐渐成为石油人开采的对象,而随着钻进的不断深入,地层结构愈发复杂,很容易造成井下事故,为了开采深层的油藏,双壁钻杆逐渐成为主流,这就对加工工艺和刀具提出了新的要求。双壁钻杆内孔孔径φ152.4,长度9.5米,工件长,孔径大,以前的深孔加工工装和刀具不满足加工条件,且加工困难,风险较大,浪费人力物力,效率低。
技术实现要素:
3.针对上述问题,本实用新型提供了一种新型配套刀具,解决了背景技术中现有刀具所存在的问题。
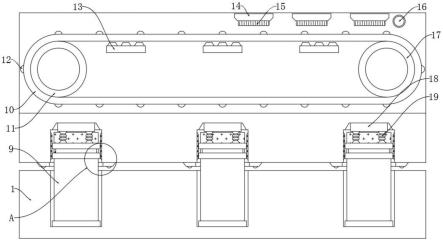
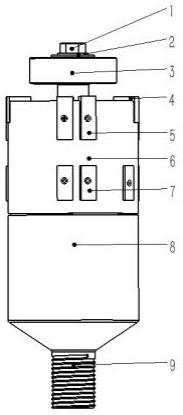
4.本实用新型解决其技术问题所采取的技术方案是:一种新型配套刀具,包括粗车刀具和精车刀具,所述粗车刀具包括内部均为中空的粗车刀体和连接件,所述粗车刀体上端设有带内螺纹的连接柱,所述连接柱上设有前导向定位件,所述前导向定位件包括定位螺母、垫片和前导向块,所述连接件包括连接杆,所述连接杆下设有带有通孔的连接螺柱,所述粗车刀体上表面设有若干进水槽,所述粗车刀体上部设有若干沿粗车刀体周向均匀分布的合金导向键,所述粗车刀体下部设有若干与合金导向键对应的尼龙导向键,所述进水槽内设有刀匣;所述精车刀具包括内部均为中空的精车刀体和连接螺纹杆,所述精车刀体两侧均设有过水槽,所述过水槽上设有贯穿过水槽内部和外部的刀架槽,所述精车刀体上还设有若干沿精车刀体周向均匀分布的弧形钢制导向条和尼龙软支撑块。
5.作为优化,所述进水槽和刀匣均为2个。
6.作为优化,所述合金导向键和尼龙导向键均为5个,且均按照2个、2个和1个的顺序沿周向均匀分布。
7.作为优化,所述前导向块为圆型,且外径为100mm,所述连接柱的高度为30mm。
8.作为优化,所述弧形钢制导向条为2个,外径为152.4mm,内径130mm,高100mm。
9.作为优化,所述尼龙软支撑块为4个,尺寸均为150mm
×
21mm
×
21mm。
10.作为优化,所述连接螺纹杆的长度为90mm。
11.本实用新型的有益效果是:本实用新型提供的一种新型配套刀具,粗车刀具的前导向定位件在加工过程中有导向作用,可以有效控制内孔偏差,在对打孔接刀处完美对接,不留台阶,在加工过程中起到支撑作用,可以减少由于刀杆细钢性不足引起的振动;粗车刀体为内排屑,冷却水由进水槽流入粗车刀体内部,进而冷却刀头;镗内孔至4米后,刀体开始发生不稳定震动,此时尼龙导向键开始发挥减震作用并防止合金导向键磨损;精车刀具的刀架槽可以装载浮刀,采用浮镗的方法进行精加工,浮镗可以有效的保证加工的精度和光洁度,加装四条弧形钢制导向条,有效解决了尼龙软支撑块的磨损问题。
附图说明
12.图1为本实用新型粗车刀具的结构示意图;
13.图2为本实用新型粗车刀具的上视结构示意图;
14.图3为本实用新型精车刀具的前视结构示意图;
15.图4为本实用新型精车刀具的侧视结构示意图;
16.图5为本实用新型精车刀具的上视结构示意图。
17.其中:1、定位螺母,2、垫片,3、前导向块,4、刀匣,5、合金导向键,6、粗车刀体,7、尼龙导向键,8、连接杆,9、连接螺柱,10、进水槽,11、过水槽,12、刀架槽,13、弧形钢制导向条,14、尼龙软支撑块,15、精车刀体,16、连接螺纹杆。
具体实施方式
18.应该指出,以下详细说明都是例示性的,旨在对本技术提供进一步的说明。除非另有指明,本文使用的所有技术和科学术语具有与本技术所属技术领域的普通技术人员通常理解的相同含义。
19.需要注意的是,这里所使用的术语仅是为了描述具体实施方式,而非意图限制根据本技术的示例性实施方式。如在这里所使用的,除非上下文另外明确指出,否则单数形式也意图包括复数形式,此外,还应当理解的是,当在本说明书中使用术语“包含”和/或“包括”时,其指明存在特征、步骤、操作、器件、组件和/或它们的组合。
20.为了方便叙述,本实用新型中如果出现“上”、“下”、“左”“右”字样,仅表示与附图本身的上、下、左、右方向一致,并不对结构起限定作用,仅仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的设备或元件必须具有特定的方位,以特定的方位构造和操作, 因此不能理解为对本实用新型的限制。
21.如图1-5所示,一种新型配套刀具,包括粗车刀具和精车刀具。
22.如图1-2所示,所述粗车刀具包括内部均为中空的粗车刀体6和连接件,粗车刀体6和连接件一体成型,所述粗车刀体6上端设有带内螺纹的连接柱,所述连接柱上设有前导向定位件,所述前导向定位件包括定位螺母1、垫片2和前导向块3,所述定位螺母1与连接柱配合,压在垫片2上面共同实现对前导向块3的定位作用;所述前导向块3为圆型,且外径为100mm,所述连接柱的高度为30mm,所述连接件包括连接杆8,所述连接杆8下设有带有通孔的连接螺柱9,所述粗车刀体6上表面设有若干进水槽10,所述粗车刀体6上部设有若干沿粗车刀体6周向均匀分布的合金导向键5,所述粗车刀体6下部设有若干与合金导向键5对应的尼龙导向键7,所述合金导向键5和尼龙导向键7均为5个,且均分为三组,分别按照两个一组并排设置、两个一组并排设置和一个一组单独设置的顺序沿周向均匀分布,所述进水槽10内设有刀匣4,所述进水槽10和刀匣4均为2个。
23.如图3-5所示,所述精车刀具包括内部均为中空的精车刀体15和连接螺纹杆16,精车刀体15和连接螺纹杆16一体成型,所述精车刀体15两侧均设有过水槽11,所述过水槽11上设有贯穿过水槽11内部和外部的刀架槽12,所述精车刀体15上还设有若干沿精车刀体15周向均匀分布的弧形钢制导向条13和尼龙软支撑块14,所述弧形钢制导向条13为2个,外径为152.4mm,内径130mm,高100mm,所述尼龙软支撑块14为4个,尺寸均为150mm
×
21mm
×
21mm;所述连接螺纹杆16的长度为90mm。
24.工作原理:本实用新型提供的一种新型配套刀具,使用时,在加工双壁钻杆的过程中,第一步用旧式刀具钻φ100的通孔;第二步用数控镗床扩孔,由φ100扩至φ153,采用对镗的方式,两头各镗270mm深,目的是使粗车刀具进入;第三步,利用粗车刀具进行扩孔,将内部φ100的孔扩至φ151,两头对扩至φ151的通孔;第四步,换下粗车刀具,换上精车刀具,进行浮镗,浮镗是精加工,必须保证内孔尺寸精度和光洁度,必须一次性打通内孔,由于工件长,刀杆细,原有的刀具采用尼龙作为导向键,容易磨损,对此我们进行改进,加装四条弧形钢制导向条13,有效解决了尼龙软支撑块14的磨损问题,刀架穿入刀架槽12,两头漏出刀头,由于刀架长度是一定的,在精车过程中如果刀体发生震动导致中心距会发生细微的偏离,刀架会通过挪移来进行补偿,从而保证了内孔尺寸精度和光洁度。
25.上述具体实施方式仅是本实用新型的具体个案,本实用新型的专利保护范围包括但不限于上述具体实施方式的产品形态和式样,任何符合本实用新型权利要求书且任何所属技术领域的普通技术人员对其所做的适当变化或修饰,皆应落入本实用新型的专利保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。