1.本实用新型涉及轨腰除锈设备技术领域,特别是涉及一种采用新能源电池驱动的轨腰双面除锈装置。
背景技术:
2.钢轨闪光焊是国内钢轨焊接方法中运用最广泛的一种,该焊接方法的自动化程度高,对焊前钢轨的处理需求较低,得到的接头质量却很稳定,线上断轨率极低。这种焊接方法是压力焊的一种,其基本原理是通过电流形成过梁爆破来加热待焊钢轨两端,形成一定的焊接温度场后施加顶锻力,最终实现钢轨的焊接。
3.钢轨闪光焊接按其作业场地的不同,可分为两大类,基地焊与移动焊。在钢轨移动闪光焊中,由于其设备较小,一般都采用轨腰夹持钢轨的方式进行作业,这与大多数基地焊接存在较大的差异。钢轨移动闪光焊接的焊前除锈设备需要对两根待焊钢轨的四个轨腰面进行除锈,以降低轨腰与焊机间的接触电阻,实现闪光焊接。
4.中国专利:钢轨轨腰打磨装置(公告号:cn 204282146u)和钢轨轨腰打磨除锈机(公告号:cn 105463960a)采用单个磨头进行打磨作业,同时还需要作业人员手动推动小车实现轴向的打磨长度,最后该设备的进刀深度采用的是机械调节方式,不够便利。一种钢轨轨腰打磨除锈机(公告号cn 203451957u)的设计也是采用单个砂轮,一侧固定在钢轨上,人工实现砂轮移动完成打磨作业。一种移动式钢轨闪光焊焊前除锈机(公告号cn 203636563u)仅仅是采用一套卡具将工人手持砂轮固定到钢轨一侧,降低了作业人员的劳动强度,具有一次只能打磨一面,移动不便等诸多问题。
5.以上各个设备的共同缺陷有:1、大多采用单个打磨头,在实际作业中作业效率不高。2、焊前打磨长度是有一定需求的,这一长度一般在600mm左右,这些设备并没有解决打磨中砂轮轴向自动移动的问题,需作业人员一直推动行进。3、打磨的深浅,即进刀深度采用手动机械调节或直接人工控制,加大了作业人员的作业难度。4、这些打磨装置大多采用传统动力,使用的普通三相电机或内燃机作为动力,那么必然需要在施工现场采用柴油这一类化石能源,对环境污染严重,在密闭环境下还会对作业人员健康造成危害。
技术实现要素:
6.本实用新型所要解决的技术问题是提供一种采用新能源电池驱动的轨腰双面除锈装置,采用一机双头的设计,同时对钢轨的两打磨侧面进行作业,提高了作业效率;另外通过设计的控制系统,配合机械设计,实现了点动调节打磨深度和自动轴向打磨,极大的解放了作业人员;最后,本设备可采用电池组或大功率开关电源作为现场打磨的动力,解决了市内施工的排放和污染问题。
7.为解决上述技术问题,本实用新型采用的一个技术方案是:
8.一种采用新能源电池驱动的轨腰双面除锈装置,包括可在双根钢轨上滚动行进的轨道小车和在单根钢轨上进行除锈作业的打磨机头组件,所述轨道小车的顶部分别固定设
置有控制箱和至少一块电池包,所述打磨机头组件通过控制箱与电池包电连接;
9.所述打磨机头组件包括滑动设置与钢轨顶部的机架和可拆卸地固定设置于钢轨顶部的固定支座,所述机架的顶部一侧通过轴向进给组件与固定支座连接;
10.所述机架的顶面中部设置有进刀机构,机架的两侧对称设置有两组与进刀机构的动力输出端相连接的打磨机构。
11.进一步的,所述轴向进给组件包括固定安装于机架顶面的轴向运动电机、固定连接于轴向运动电机输出轴端的轴向运动丝杠,所述轴向运动丝杠远离轴向运动电机的一端与固定支座的顶部螺纹连接。
12.进一步的,所述机架的底部固定安装有至少两个架设于钢轨顶部的导向轮。
13.进一步的,所述进刀机构包括固定安装于机架顶部的进刀电机、固定连接于进刀电机的输出轴端并转动安装于机架上的进刀丝杠,所述进刀丝杠上螺纹套接有进刀螺母块,所述进刀螺母块的两侧分别转动连接有夹紧丝杠,夹紧丝杠的外侧端部螺纹连接有微调螺母。
14.进一步的,所述打磨机构包括转动连接于机架一侧的夹紧臂、固定安装于夹紧臂自由端的打磨电机,所述打磨电机的输出轴端固定安装有磨头座,所述磨头座的底部可拆卸地连接有打磨头。
15.进一步的,所述夹紧丝杠位于夹紧臂的中部上方,所述微调螺母的端面与夹紧臂的外壁滑动接触。
16.进一步的,所述夹紧臂的端部通过夹紧臂旋转轴转动连接于机架的侧方,所述夹紧臂旋转轴内置有扭簧,使夹紧臂的自由端具有向外张开的趋势。
17.进一步的,所述打磨头为砂轮或纱布。
18.进一步的,所述机架的顶面上还固定设置有扶手。
19.与现有技术相比较,本实用新型的有益效果如下:
20.1、本实用新型设计的独特打磨机头组件,实现了对一根钢轨两个待打磨面的全自动打磨除锈工作,不仅极大的提高了打磨作业的工作效率,还减低了作业人员的作业强度;
21.2、本实用新型设计的独特打磨机头组件,实现了对打磨进刀深度的自动化精准控制,重复性高,自动进刀功能的实现对打磨作业的质量稳定性有积极的作用,解决了以往的打磨深度是由人工控制而存在的稳定性和重复性差的问题;
22.3、作业人员在使用本实用新型进行实际作业过程中,还可解脱出来观察打磨作业的效果,进行打磨作业微调和打磨质量管理;同时,由于设备整体放置在一个轨道小车上,降低了对打磨作业人员数量的需求;
23.4、本实用新型采用了新能源电池组的供能形式,新能源电池组可通过太阳能等自然能源进行充电,通过供电的改进,不仅实现了特殊环境下供能难题,也解决了传统的排放问题,还降低了能耗,节省了成本。
附图说明
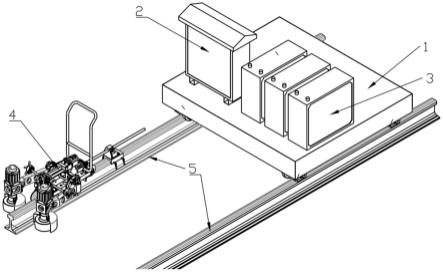
24.图1为本实用新型的立体结构示意图;
25.图2为所述打磨机头组件的侧视结构示意图;
26.图3为所述打磨机头组件的俯视结构示意图。
27.图中:1轨道小车、2控制箱、3电池包、4打磨机头组件、5钢轨、11打磨电机、12磨头座、13打磨主轴、14打磨头、15机架、16进刀丝杠、17进刀电机、18轴向运动电机、19轴向运动丝杠、20固定支座、21导向轮、22夹紧臂、23夹紧丝杠、24微调螺母、25夹紧臂旋转轴、26扶手。
具体实施方式
28.下面结合附图对本实用新型的较佳实施例进行详细阐述,以使本实用新型的优点和特征能更易于被本领域技术人员理解,从而对本实用新型的保护范围做出更为清楚明确的界定。
29.请参阅图1至图3,一种采用新能源电池驱动的轨腰双面除锈装置,包括可在双根钢轨5上滚动行进的轨道小车1和在单根钢轨5上进行除锈作业的打磨机头组件4。打磨机头组件4在非作业时,可放置在轨道小车1上,跟随轨道小车1进行作业场地的变换,作业时由人工搬运从轨道小车1上取下并放置在待作业部位,便于装置的整体移动。
30.轨道小车1的顶部分别固定设置有控制箱2和至少一块电池包3,打磨机头组件4通过控制箱2与电池包3电连接。设备的作业控制由控制箱(2)控制,其主要控制参数有:沿钢轨轴向的打磨长度、打磨速率、自动进刀深度等。由于打磨机头组件4内的电机主要为步进电机或伺服电机,以便于电机转向和转速的精确控制,因此控制箱2配置有常规的通用控制器和与电机配套的驱动器,以及逆变器、散热风扇等常规电器组件,控制箱2的箱壁上设置有参数设置面板,主要设置各个电机运动的预置参数,均为现有技术,此处不做赘述。电池包3采用可充电的锂电池,可通过施工现场的市电或太阳能等清洁能源相应的充电装置对电池包3进行及时充电;电池包3采用可快速并联的分体式组装方式,每块电池包3可独立供电,但为获得较长的作业时间,一般采用多块电池包3并联供电,便于局部电池包3的更换而不影响装置的持续作业。
31.如图2和图3所示,打磨机头组件4包括滑动设置与钢轨5顶部的机架15和可拆卸地固定设置于钢轨5顶部的固定支座20,机架15的顶部一侧通过轴向进给组件与固定支座20连接。机架15的底部固定安装有两个架设于钢轨5顶部的导向轮21,导向轮21的滚动面为环形内凹状,可较好地契合在钢轨5的顶部,使得机架15可水平设置在钢轨5的上方并可沿钢轨5的长度方向平稳前进或后退。优选的,机架15的顶面上还固定设置有扶手26,便于打磨机头组件4在作业前后的人工推动定位操作。
32.轴向进给组件包括固定安装于机架15顶面的轴向运动电机18、固定连接于轴向运动电机18输出轴端的轴向运动丝杠19,轴向运动丝杠19远离轴向运动电机18的一端与固定支座20的顶部螺纹连接。轴向运动电机18采用步进电动机并与控制箱2内的控制器电连接。在实际作业时,整个打磨机头组件4通过两个导向轮21架设在钢轨5上,并使打磨机头组件4位于作业位置后,锁紧螺钉等紧固件手动将固定支座(20)锁紧在钢轨5上,通过启动轴向运动电机18带动轴向运动丝杠19在固定支座20内转动,进而通过轴向运动丝杠19与固定支座20之间的螺纹传动就可实现整个打磨机头组件4在钢轨5上的轴向运动功能。通过调整控制箱2的内置参数,就可以调整轴向运动电机18的正反转向和转动速度,达到调整打磨进给速度和打磨总体长度的效果。
33.机架15的顶面中部设置有进刀机构,机架15的两侧对称设置有两组与进刀机构的
动力输出端相连接的打磨机构。
34.进刀机构包括固定安装于机架15顶部的进刀电机17、固定连接于进刀电机17的输出轴端并转动安装于机架15上的进刀丝杠16。进刀电机17采用步进电动机并与控制箱2内的控制器电连接。机架15的顶面上固定设置有两个轴承座,进刀丝杠16的两端分别转动安装于两个轴承座内,使进刀丝杠16的轴线于钢轨5的长度方向平行。进刀丝杠16上螺纹套接有进刀螺母块,进刀螺母块的两侧分别通过销钉转动连接有夹紧丝杠23,通过启动进刀电机17正向/反向工作,可驱动进刀丝杠16正向/反向转动,从而通过螺纹传动驱动进刀螺母块沿进刀丝杠16的轴向方向前进/后退,进而可调整夹紧丝杠23内部转动支点的位置。
35.打磨机构包括转动连接于机架15一侧的夹紧臂22、固定安装于夹紧臂22自由端的打磨电机11。夹紧臂22的端部通过夹紧臂旋转轴25转动连接于机架15的侧方,夹紧臂旋转轴25内置有扭簧(图中未示出),使夹紧臂22的自由端具有向外张开的趋势,即打磨机头组件在初始状态下,两个夹紧臂22是张开的。
36.夹紧丝杠23的外侧端部螺纹连接有微调螺母24,夹紧丝杠23位于夹紧臂22的中部上方,微调螺母24的端面与夹紧臂22的外壁滑动接触,则当夹紧丝杠23的内部转动支点的位置跟随进刀螺母块向一侧移动的过程中,夹紧丝杠23的轴线与进刀丝杠16的轴线之间的夹角逐渐变小,微调螺母24与进刀丝杠16之间的距离也会变小,从而使得两侧的微调螺母24可推动两个夹紧臂22分别围绕夹紧臂旋转轴25的轴线转动而使自由端相互靠近,进而完成后续的打磨作业。当夹紧丝杠23的内部转动支点的位置跟随进刀螺母块反向移动的过程中,微调螺母24与进刀丝杠16之间的距离会逐渐变大,在夹紧臂旋转轴25内扭簧恢复力的作用下,两个夹紧臂22向外张开而使自由端相互远离,可使打磨机构与钢轨5的打磨面分离。通过设定进刀电机17的单次转动角度,可对应设定进刀螺母块的单次移动距离,亦即设定了夹紧臂22自由端从初始状态到工作状态的打磨进刀量。另外通过调整外侧的两个微调旋母24在夹紧丝杠23上的位置,可以调整两个夹紧臂22的初始状态位置,保证打磨作业时两夹紧臂22的进刀深度的一致性。
37.打磨电机11的输出轴端固定安装有磨头座12,磨头座12的底面中心固定设置有打磨主轴13,打磨主轴13上通过螺栓连接可拆卸地连接有打磨头14。当两个夹紧臂22的自由端相互靠近时,两个打磨头14相互靠近并与钢轨5的两侧待打磨面接触,在打磨电机11的驱动下,打磨头14对钢轨5的两侧待打磨面进行打磨作业。打磨头14为砂轮或纱布。
38.本实用新型的使用过程如下:
39.1、将整套设备放置到钢轨5上,随后即可由单人将设备推行至待打磨钢轨端头处;
40.2、将打磨机头组件4搬运至钢轨5上,放置时大致将前端打磨头14与钢轨5的端头平齐,使用控制箱2设置好打磨长度、打磨速度、进刀深度或保持上一次设置不改变;
41.3、一键启动自动打磨,打磨机头组件4会自动完成双面轨腰除锈打磨;
42.4、当完成单根待焊钢轨的轨腰除锈后,抬动打磨机头组件4至另一根待打磨的钢轨,继续打磨作业;
43.5、完成单股道两根待焊钢轨四个待磨面的作业后,抬动打磨机头组件4至另一股道,完成同样四个待磨面的作业;
44.6、此作业点处所有打磨作业全部完成后,将打磨机头组件4抬至轨道小车1上,整体人工转运至下一个打磨作业点,重复以上过程。
45.机头打磨组件4完成打磨作业的作业流程如下:
46.1、在夹紧臂22张开状态下,将整个打磨机头组件4放置在钢轨5的顶部,手动推动扶手26,前后移动设备至合理位置,同时检测轴向运动丝杠19与固定支座20之间的配合位置是否合适;
47.2、在合适的位置将固定支座20固定在钢轨5的轨头,并将其锁紧,保证其与钢轨5之间无相对滑动;
48.3、启动控制柜2,将各电机上电,检查或修改之前内置的相关打磨参数轴向打磨长度、轴向打磨速度、进刀深度等,就绪后一键启动自动作业;
49.4、作业启动后,打磨电机11将会直接启动,带动打磨头14旋转;与此同时,进刀电机17开始旋转,带动两夹紧臂22缓慢向中心靠拢,直至打磨头14开始打磨轨腰;
50.5、夹紧臂22就绪后,轴向运动电机18开始旋转,带动整个打磨机头组件4以固定支座20为支点做预设次数的轴向往复运动;
51.6、达到预设的打磨次数后,进刀电机17先反向旋转,将夹紧臂22复位至初始位置,随后轴向运动电机18和打磨电机11同时停止作业。至此,完成了一根钢轨的两个待除锈轨腰面的除锈作业。在整个作业过程中,作业人员避免了以往打磨的人为操作,同时还解放出人力去观察打磨效果,在经过少量的微调后即可快速实现钢轨焊前除锈。
52.以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本实用新型的专利保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。