1.本实用新型属于模具装配的技术领域,特别是涉及一种分体式模具装配工装。
背景技术:
2.模具,工业生产上用以注塑、吹塑、挤出、压铸或锻压成型、冶炼、冲压等方法得到所需产品的各种模子和工具。简而言之,模具是用来制作成型物品的工具,这种工具由各种零件构成,不同的模具由不同的零件构成。它主要通过所成型材料物理状态的改变来实现物品外形的加工。
3.分体式模具便于注塑和拆模,也正由于上模具与下模具为可拆卸式的故在摆放时易错乱,同时在装配时定位差。
技术实现要素:
4.本实用新型为解决上述背景技术中存在的技术问题,提供了一种分体式模具装配工装。
5.本实用新型采用以下技术方案:一种分体式模具装配工装,包括:
6.装配台,被设置为分别放置上模具和下模具;
7.物料台,被设置为分别放置定位件;
8.装配夹爪,设于所述装配台和物料台之间;
9.搬运夹爪,设于所述装配台的一侧;所述搬运夹爪被设置为完成上模具与下模之间的扣合;所述装配夹爪被设置为夹取、转移、及放置定位件,完成上、下模具之间的装配。
10.在进一步的实施例中,所述定位件包括:
11.上衬套,被设置为安插在上模具的装配孔上;
12.定位销,其底部插接在所述上衬套内;
13.下衬套,被设置为安插在下模具的装配孔上;所述定位销的顶部插接在所述下衬套内。
14.通过采用上述技术方案,定位件同样分体式,既便于装配时的精确定位也便于后期拆模。
15.在进一步的实施例中,所述装配夹爪包括:
16.装配机械臂,其末端设置有z轴移动组件;
17.第一夹爪气缸,传动连接于所述z轴移动组件;
18.两对称设置的夹持板,传动连接于所述第一夹爪气缸的驱动端;
19.两对称设置的夹持块,设于所述夹持板的内壁末端处;所述夹持块之间存在预定的间隙,构成一夹持空间。
20.在进一步的实施例中,所述搬运夹爪包括:
21.装配机械臂;
22.第二夹爪气缸,设于所述装配机械臂的末端;
23.相对设置的两组夹持臂,传动连接于所述第二夹爪气缸的驱动端;所述第二夹爪气缸驱动所述两组夹持臂做相向/背向运动。
24.在进一步的实施例中,所述物料台上设置有物料架;其中,所述物料架包括:
25.若干个支撑腿,安装于所述物料台上;
26.支撑面,垂直连接于所述支撑腿;所述支撑面的上表面自上而下凹陷预定深度形成若干个放置槽体,所述放置槽体被设置为容纳定位件。
27.通过采用上述技术方案,实现了对衬套和定位销的分类管理的同时,还保证了衬套和定位销均为竖向放置,便于夹取和插接。
28.在进一步的实施例中,还包括:
29.至少一个光纤传感器,安装在所述装配夹爪上;所述光纤传感器被设置为检测定位件的安装情况。
30.本实用新型的有益效果:本实用新型在上模具与下模具共同转移之前进行装配,通过在上模具与下模具安插与之相适配的定位件实现上模具与下模具之间的定位,减少装配误差;同时避免出现了上模具与下模具错放乱放的现象。
附图说明
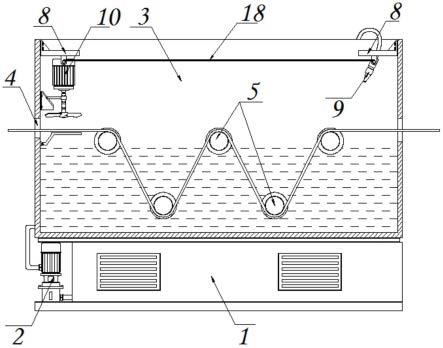
31.图1为本实用新型的分体式模具装配工装的结构示意图。
32.图2为本实用新型的装配夹爪的放大图。
33.图3为本实用新型的搬运夹爪的结构示意图。
34.图1至图3中的各标注为:装配台1、上模具2、下模具3、物料台4、上衬套5、定位销6、装配机械臂7、第一夹爪气缸8、夹持板9、夹持块10、第二夹爪气缸11、夹持臂12、支撑腿13、支撑面14。
具体实施方式
35.下面结合说明书附图和实施例对本实用新型做进一步的描述。
36.实施例1
37.本实施例公开了一种分体式模具装配工装,包括装配台1,用于分别放置上模具2和下模具3。在本实施例中,如图1所示,表面设置有凸起的为上模具2,因此上模具2与下模具3分开叠放。还包括:物料台4,被设置为放置定位件。所述定位件则是用于实现上模具2与下模具3之间的定位连接。
38.在本实施例中,根据需求选择将上模具扣合在下模具上或者选择将下模具扣合上模具上,其工作原理相同。以选择将下模具扣合上模具上为例:在装配台1与物料台4之间设置有装配夹爪,装配夹爪被设置为夹取、转移、以及放置定位件,完成上、下模具3之间的装配。在装配台1的一侧设置有搬运夹爪,所述搬运夹爪被设置为将下模具3扣合在上模具2上。待上模具2与下模具3装配完毕后,并由搬运夹爪将其转移至传动带的托盘上,进行下一道工序检测。
39.在进一步的实施例中,为了便于快速完成上、下模具3之间的装配,故所述定位件包括:上衬套5、定位销6以及下衬套。其中,上衬套5与下衬套的结构相同,均为一端为敞口结构的柱状壳体。使用时,先将上衬套5安插在上模具2的每个装配孔上,且安装时敞口结构
朝上,随后向上衬套5内安插定位销6,待定位销6安插结束后,将下模具3的装配孔对准定位销6,并扣合在上模具2上;随后将每个定位销6都套上下衬套,即下衬套的敞口结构朝下。换言之,下衬套安插在下模具3的装配孔上。
40.因为定位件为柱状结构,且由两个衬套和定位销6组成,即衬套与定位销6的外径大小是不同的,故为了使装配夹爪同时能夹取衬套和定位销6,故本实施例中所述装配夹爪包括:装配机械臂7,其末端设置有z轴移动组件。其中装配机械臂7和z轴移动组件用于实现三轴方向上的移动,均采用现有技术便可实现,故在此不做赘述。
41.z轴移动组件上传动连接有第一夹爪气缸8,第一夹爪气缸8的驱动端对称设置有两组夹持板9,即第一夹爪气缸8用于驱动两组夹持板9做相向或者背向运动,形成一弹性的夹持空间,用于夹取不同外径的衬套和定位销6。且因衬套和定位销6为柱体,故为了防滑,在夹持板9的内壁末端处呈镜像设置有两组夹持块10,且两夹持块10之间留有预定的间隙,两夹持块10的对立面为倾斜面,便于夹持柱体。
42.同样的,为了适用于上模具2和下模具3的夹取,在本实施例中,所述搬运夹爪包括:装配机械臂7,用于实现三轴方向上的移动,均采用现有技术便可实现,故在此不做赘述。
43.设于所述装配机械臂7末端处的第二夹爪气缸11,所述第二夹爪气缸11的驱动端处传动设置有两组夹持臂12,所述夹持臂12在第二夹爪气缸11的作用下做相向或者背向运动,用于实现对上、下模具3的夹紧与松开。
44.基于上述描述,定位件是由两组衬套(上衬套5、下衬套)和定位销6组成的,因此在放置时,衬套与定位销6为分类放置的,且由于衬套与定位销6均为柱体,故为了保证放置时的稳定性和装配夹爪夹取时的便捷性。故在本实施例中,衬套(上衬套5、下衬套)和定位销6均为竖向放置的。因此,所述物料台4上设置有物料架,包括:固定在物料台4上的若干个支撑腿13,以及连接于所述支撑腿13的支撑面14,其中支撑面14的上表面自上而下凹陷预定深度形成若干个放置槽体,所述放置槽体被设置为容纳定位件。便于管理的同时还便于夹取。
45.在进一步的实施例中,为了保证上模具2中的每个装配孔上均配置有对应的定位件,故在装配夹爪上安装有光纤传感器,用于检测定位件的安装情况。
46.本实施例的工作原理如下:读取值判断上模具2和下模具3类型,更换上对应的装配夹爪和搬运夹爪,使用搬运夹爪将托盘上的上模具2、下模具3分类放置到装配台1上,装配夹爪将衬套以及定位销6依照规定的逻辑:依次夹取n个衬套插接在上模具2的装配孔内,再依次给每个衬套装配定位销6,随后再依次抓取n个衬套套在定位销6的顶部,待定位件装配结束后,使用搬运夹爪将下模具3扣合在上模具2上,位于上模具3内的定位件与下模具3的装配孔相对,放置期间配合光纤传感器进行检测,没有抓到就抓取下一个,抓满n个为止。其中,为整数,与装配孔的数量一致。在本实施例中,n=4。最后将装配好的上、下模具3使用搬运夹爪放置到传送带的托盘上,流去下一个检测工位。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。