1.本发明属于塑胶跑道技术领域,具体涉及一种透气环保型高性能塑胶跑道底层及其制备方法。
背景技术:
2.随着我国的经济迅速发展,我国的官方赛道正在不断升级,甚至将传统的煤渣制成的官方赛道替换成聚氨酯塑胶跑道,因其具有弹性好、耐磨、耐老化等优势被应用于比赛场地的铺地材料,不但如此,由于聚氨酯塑胶跑道是由液态聚氨酯胶固化后聚结而成,该构成原理促使聚氨酯塑胶跑道具有与地面紧密贴合的优势,可以保证一定的粘着性且维护费用极低,将其应用于大型比赛场地有利于运动员在任何环境下进行训练发生意外时,以最大限度的方式保证自身安全。
3.聚氨酯塑胶跑道主要分为全塑型、混合型和透气型跑道,其中透气型塑胶跑道是由聚氨酯粘合剂与较多的三元乙丙橡胶(epdm)颗粒混合后摊铺固化而成,具有相对价格低、透气透水的特点,尤其适用于南方雨水多的地区。新国标gb 36246-2018不仅对透气型跑道的物理性能要求提高,而且对聚氨酯胶液的化学检测和epdm颗粒的性能要求都有提高,因此,透气型跑道如何满足新国标的要求成为人们关注的重点。
4.超临界二氧化碳发泡的热塑性聚氨酯(e-tpu)颗粒无毒无味,具有较高的比强度、耐磨、减震、轻便舒适、高回弹力等特点。但是, e-tpu颗粒在塑胶跑道的应用过程中,也暴露出了不少问题,使e-tpu塑胶跑道的应用推广受到了一定的限制。中国专利 cn107254821a公开了一种热塑性聚氨酯发泡体运动场地,所述运动场地为双层结构:底层和面层;所述由热塑性聚氨酯发泡颗粒和胶粘剂混合后铺成,所述面层由透气型浆料掺杂epdm颗粒喷涂而成。虽然该运动场地弹性好,吸收冲击力,具有适度的弹性及反弹力,但由于热塑性聚氨酯发泡颗粒与epdm颗粒在不同的层面上,会导致该运动场地容易脱层,使用寿命短。
5.由于在施工过程中多种因素会影响到施工质量,导致场地物理性能指标不能满足标准,主要指标包括冲击吸收、垂直变形、拉伸强度以及拉断伸长率等。首先,e-tpu颗粒的密度较低,在与聚氨酯胶水混合时,e-tpu颗粒有飘浮现象,不易混合均匀,需要胶水厂家调整胶水黏度以适应颗粒超轻的特点,胶水黏度低,则弹性颗粒易于分散,但若黏度过低,铺设后胶水会沉积于下层,e-tpu颗粒上浮,造成上层的颗粒被胶水包覆量不足而影响聚氨酯胶对弹性颗粒的粘接强度;过高的胶水黏度则会造成分散困难,甚至于无法均匀分散。其次, e-tpu颗粒超轻的特点,对施工现场的搅拌设备也提出了新的要求,原来使用的混凝土卧式搅拌机较容易将颗粒翻撒到机外,而搅拌 epdm常用的立式搅拌机则因转速较低,e-tpu颗粒会形成团状跟着搅拌桨滚动,而造成分散困难。第三,在透气型底层施工时,手工不易将高弹性的e-tpu颗粒拍实拍紧,而采用原有塑胶跑道摊铺机进行机械摊铺,较轻的e-tpu颗粒会被机械刮板推着成堆往前滚动,无法实现摊铺和压实,所以目前基本采用效率较低的人工铺设。
技术实现要素:
6.针对现有技术的不足,本发明的目的在于提供一种透气环保型高性能塑胶跑道底层及其制备方法,以解决e-tpu材料由于密度小容易上浮,造成上层的颗粒被胶水包覆量不足而影响聚氨酯胶对弹性颗粒的粘接强度的问题,同时也解决了e-tpu材料在搅拌机内因转速较低而造成分散困难的问题,还解决了在施工过程中较轻的e-tpu 颗粒会被机械刮板推着成堆往前滚动,无法实现摊铺和压实的问题。
7.为实现上述目的,本发明提供如下技术方案:
8.一种透气环保型高性能塑胶跑道底层,所述底层由以下原料组成:
9.(a)至少一种单组分湿固化含硅聚氨酯胶黏剂;
10.(b)至少一种三元乙丙橡胶颗粒;
11.(c)至少一种聚醚型硅氧烷润湿剂;
12.(d)至少一种超临界二氧化碳发泡的热塑性聚氨酯;
13.其中,质量浓度为0.5%的聚醚型硅氧烷润湿剂的水溶液表面张力≤25mn/m。
14.优选的,按重量份计,所述(a)组分为10-15份,(b)组分为 50-80份;(c)组分为0.1-0.5份,(d)组分为10-20份。
15.优选的,所述(a)组分的制备方法如下:
16.s1、有机硅前体a的制备:将氨丙基三甲氧基硅烷、叔碳酸缩水甘油酯加入烧瓶中,在氮气条件下进行搅拌反应,得到有机硅前体a;
17.s2、单组分湿固化含硅聚氨酯胶黏剂的制备:将聚醚多元醇加入三口烧瓶中升温到100-120℃,在真空条件下脱水1-2h,随后降温至40℃以下,接着加入多异氰酸酯、催化剂,搅拌均匀后通入氮气,随后升温至40-100℃,保温1-3h,测试体系nco已经降低到理论值后,接着加入步骤s1中得到的有机硅前体a,继续保温到nco完全反应,即得所述单组分湿固化含硅聚氨酯胶黏剂。
18.优选的,所述步骤s1中氨丙基三甲氧基硅烷、叔碳酸缩水甘油酯的摩尔比为1:1.05-2;搅拌反应温度为20-40℃,搅拌时间为3-6h。
19.本发明制备的聚氨酯胶黏剂,通过氨丙基三甲氧基硅氧烷和叔碳酸缩水甘油酯进行加成反应,得到新型的扩链剂,将伯胺转换为仲胺,同时引入疏水的高位阻叔碳酸酯,降低其反应性,并且由于三甲基硅氧烷基团在疏水性强的叔碳酸酯分子环境中,对于空气中水的耐受性明显提升,从而使制备的黏胶剂粘度适中、稳定性好。
20.优选的,步骤s2中聚醚多元醇为150-250份,多异氰酸酯为20-40 份,催化剂为0.3-0.8份,有机硅前体a为2-6份。
21.本发明加入的聚醚多元醇和多异氰酸酯化合物,能有效调整控制胶黏剂的粘度和异氰酸酯基团含量,且多异氰酸酯有效官能团含量高,有利于胶黏剂和被粘物发生化学键合形成交联密度较大的网状结构,使胶黏剂具有优异的粘结性能。
22.优选的,所述(a)组分的黏度为4500-6500cp。
23.本发明制备的单组分湿固化含硅聚氨酯胶黏剂黏度适中,反应过程中不会产生交联,稳定性好,适用于低密度的e-tpu颗粒的分散。
24.优选的,所述(b)组分的平均粒径为2-4mm,含胶量为8-25%。
25.本发明加入的epdm颗粒中的含胶量增加,颗粒的弹性越好,硬度相对越低,制品的
硬度和弹性越好,冲击吸收越高,但是垂直形变越大,选择一定的含胶量可以让混合型跑道具有较好的冲击吸收性能和低垂直变形性能。
26.本发明选择的epdm颗粒粒径在2-4mm,可以使橡胶跑道达到较好的密实度,颗粒粒径过大密实度差;粒径过小,比表面积过大,在同样胶水使用量的情况下,粘结强度会有所下降,且容易出现鼓泡等现象。
27.优选的,所述(c)组分为聚醚改性聚二甲基硅氧烷、聚醚改性七甲基三硅氧烷中的一种或多种。
28.本发明加入的聚醚型硅氧烷润湿剂,使e-tpu颗粒表面附着了两亲性聚合物,同时其表面张力适中,胶水对于e-tpu颗粒容易润湿,使e-tpu颗粒在体系中更加稳定,有利于施工。
29.优选的,所述(d)组分的密度为0.15-0.30g/cm3,平均粒径为 2-4mm,回弹率为45-60%,压缩永久变形5-20%。
30.本发明加入的e-tpu颗粒无毒无味,具有较高比强度、耐磨、减震、轻便舒适、高回弹力,用于塑胶跑道可使跑道结构具有出色的拉伸强度和延伸性、超强韧性和较高回弹性,能够很好地吸收冲击力,对运动员提供良好的保护。
31.本发明还保护一种所述透气环保型高性能塑胶跑道底层的制备方法,包括以下步骤:
32.将单组分湿固化含硅聚氨酯胶黏剂和超临界二氧化碳发泡的热塑性聚氨酯按配比加入搅拌机内,接着再加入三元乙丙橡胶颗粒和聚醚型硅氧烷润湿剂,混合搅拌均匀,随后倒入模具中,压实,室温下放置24h,脱模后在60-70℃、50-60%相对湿度下固化24h,即得所述透气环保型高性能塑胶跑道底层。
33.与现有技术相比,本发明具有如下的有益效果:
34.(1)本发明制备的透气环保型高性能塑胶跑道底层,通过用部分e-tpu颗粒替代epdm颗粒,用于混合型跑道底层,e-tpu颗粒用于塑料跑道可使跑道结构具有出色的拉伸强度和延伸性、超强韧性和较高回弹性,能够很好地吸收冲击力,对运动员提供良好的保护;同时,其闭孔颗粒泡沫的吸水率极低,特别适合用于多雨地区的户外运动场,而且保持10年以上,该材料同时能减轻塑胶跑道比重,减少跑道的单位体积用胶量。
35.(2)本发明制备的透气环保型高性能塑胶跑道底层,通过加入聚醚型硅氧烷润湿剂,其中聚醚为亲水性物质,硅氧烷为疏水性物质,使e-tpu颗粒表面附着了两亲性聚合物,同时其表面张力适中,胶水对于e-tpu颗粒容易润湿,解决了e-tpu材料由于密度小容易上浮,造成上层的颗粒被胶水包覆量不足而影响聚氨酯胶对弹性颗粒的粘接强度的问题,同时也解决了e-tpu材料在搅拌机内因转速较低而造成分散困难的问题;并且e-tpu颗粒均匀分散在胶液之中,表面是润湿剂,不会团聚或者覆盖在机械刮板上,解决了在施工过程中较轻的e-tpu颗粒会被机械刮板推着成堆往前滚动,造成无法实现摊铺和压实的问题。
36.(3)本发明制备的透气环保型高性能塑胶跑道底层,应用于运动场地时弹性好,吸收冲击力,具有适度的弹性及反弹力,可减少体力消耗,并适度吸收脚部冲击力,减少运动伤害,且运动场地永久变形性能好。
具体实施方式
37.下面将结合本发明实施例,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
38.所述聚醚二醇购自陶氏化学公司,型号为voranol 1000lm,羟值为112mgkoh/g;所述聚醚三醇购自陶氏化学公司,voranol 2471lm,羟值为34mgkoh/g;所述氨丙基三甲氧基硅氧烷购自湖北武大有机硅新材料股份有限公司,牌号为wd-56;所述叔碳酸缩水甘油酯购自南京汇哲贸易有限公司,美国迈图公司生产,牌号为cardura e-10p;所述hdi三聚体购自万华化学有限公司,牌号为ht-100;mdi-50 购买于万华化学有限公司;所述异佛尔酮二异氰酸酯三聚体为德国 bayer公司生产,牌号为desmodur z4470;所述聚醚改性聚二甲基硅氧烷为德国毕克公司生产,牌号为byk333;所述三元乙丙橡胶颗粒购自南通通江橡胶制品有限公司;所述聚醚改性七甲基三硅氧烷购自湖北汉达飞生物科技有限公司;所述超临界二氧化碳发泡的热塑性聚氨酯为巴斯夫的系列;nco含量按照国标gb12009.4-2016 中的方法a测定。
39.实施例1
40.一种透气环保型高性能塑胶跑道底层的制备方法,包括以下步骤:
41.将100g单组分湿固化含硅聚氨酯胶黏剂和100g超临界二氧化碳发泡的热塑性聚氨酯按配比加入搅拌机内,接着再加入500g三元乙丙橡胶颗粒和1g聚醚改性聚二甲基硅氧烷,混合搅拌均匀,随后倒入模具中,压实,室温下放置24h,脱模后在60℃、50%相对湿度下固化24h,即得所述透气环保型高性能塑胶跑道底层。
42.其中,所述单组分湿固化含硅聚氨酯胶黏剂的制备方法如下:
43.s1、有机硅前体a的制备:将1mol氨丙基三甲氧基硅烷、1.05mol 叔碳酸缩水甘油酯加入烧瓶中,在20℃、氮气条件下搅拌反应6h,得到有机硅前体a;
44.s2、单组分湿固化含硅聚氨酯胶黏剂的制备:将150g聚醚二醇加入三口烧瓶中升温到100℃,在真空条件下脱水2h,随后降温至 25℃,接着加入20g hdi三聚体、10g mdi-50、0.3g异辛酸亚锡,搅拌均匀后通入氮气,随后升温至40℃,保温3h,测试体系nco已经降低到理论值后,接着加入2g步骤s1中得到的有机硅前体a,继续保温到nco完全反应,即得所述单组分湿固化含硅聚氨酯胶黏剂。
45.所述聚醚改性聚二甲基硅氧烷的水溶液(质量浓度为0.5%)的表面张力为25mn/m。
46.所述超临界二氧化碳发泡的热塑性聚氨酯的密度为0.15g/cm3,平均粒径为2mm,回弹率为60%,压缩永久变形20%。
47.所述三元乙丙橡胶颗粒的平均粒径为2mm,含胶量为10%。
48.实施例2
49.一种透气环保型高性能塑胶跑道底层的制备方法,包括以下步骤:
50.将110g单组分湿固化含硅聚氨酯胶黏剂和130g超临界二氧化碳发泡的热塑性聚氨酯按配比加入搅拌机内,接着再加入600g三元乙丙橡胶颗粒和2g聚醚改性七甲基三硅氧烷,混合搅拌均匀,随后倒入模具中,压实,室温下放置24h,脱模后在65℃、55%相对湿度下
固化24h,即得所述透气环保型高性能塑胶跑道底层。
51.其中,所述单组分湿固化含硅聚氨酯胶黏剂的制备方法如下:
52.s1、有机硅前体a的制备:将1mol氨丙基三甲氧基硅烷、1.3mol 叔碳酸缩水甘油酯加入烧瓶中,在30℃、氮气条件下搅拌反应5h,得到有机硅前体a;
53.s2、单组分湿固化含硅聚氨酯胶黏剂的制备:将200g聚醚三醇加入三口烧瓶中升温到110℃,在真空条件下脱水2h,随后降温至 30℃,接着加入20g异佛尔酮二异氰酸酯三聚体、10g mdi-50、0.5g 异辛酸亚锡,搅拌均匀后通入氮气,随后升温至60℃,保温2h,测试体系nco已经降低到理论值后,接着加入4g步骤s1中得到的有机硅前体a,继续保温到nco完全反应,即得所述单组分湿固化含硅聚氨酯胶黏剂。
54.所述聚醚改性七甲基三硅氧烷的水溶液(质量浓度为0.5%)的表面张力为20mn/m。
55.所述超临界二氧化碳发泡的热塑性聚氨酯的密度为0.2g/cm3,平均粒径为3mm,回弹率为55%,压缩永久变形15%。
56.所述三元乙丙橡胶颗粒的平均粒径为3mm,含胶量为15%。
57.实施例3
58.一种透气环保型高性能塑胶跑道底层的制备方法,包括以下步骤:
59.将130g单组分湿固化含硅聚氨酯胶黏剂和170g超临界二氧化碳发泡的热塑性聚氨酯按配比加入搅拌机内,接着再加入700g三元乙丙橡胶颗粒和3.5g份聚醚改性聚二甲基硅氧烷,混合搅拌均匀,随后倒入模具中,压实,室温下放置24h,脱模后在65℃、55%相对湿度下固化24h,即得所述透气环保型高性能塑胶跑道底层。
60.其中,所述单组分湿固化含硅聚氨酯胶黏剂的制备方法如下:
61.s1、有机硅前体a的制备:将1mol氨丙基三甲氧基硅烷、1.7mol 叔碳酸缩水甘油酯加入烧瓶中,在30℃、氮气条件下搅拌反应4h,得到有机硅前体a;
62.s2、单组分湿固化含硅聚氨酯胶黏剂的制备:将230g聚醚二醇加入三口烧瓶中升温到110℃,在真空条件下脱水1h,随后降温至 35℃,接着加入30g hdi三聚体、10g异佛尔酮二异氰酸酯三聚体、 0.6g异辛酸亚锡,搅拌均匀后通入氮气,随后升温至80℃,保温2h,测试体系nco已经降低到理论值后,接着加入5g步骤s1中得到的有机硅前体a,继续保温到nco完全反应,即得所述单组分湿固化含硅聚氨酯胶黏剂。
63.所述聚醚改性聚二甲基硅氧烷的水溶液(质量浓度为0.5%)的表面张力为25mn/m。
64.所述超临界二氧化碳发泡的热塑性聚氨酯的密度为0.25g/cm3,平均粒径为3mm,回弹率为50%,压缩永久变形10%。
65.所述三元乙丙橡胶颗粒的平均粒径为3mm,含胶量为20%。
66.实施例4
67.一种透气环保型高性能塑胶跑道底层的制备方法,包括以下步骤:
68.将150g单组分湿固化含硅聚氨酯胶黏剂和200g超临界二氧化碳发泡的热塑性聚氨酯按配比加入搅拌机内,接着再加入800g三元乙丙橡胶颗粒和5g聚醚改性七甲基三硅氧烷,混合搅拌均匀,随后倒入模具中,压实,室温下放置24h,脱模后在70℃、60%相对湿度下固化24h,即得所述透气环保型高性能塑胶跑道底层。
69.其中,所述单组分湿固化含硅聚氨酯胶黏剂的制备方法如下:
70.s1、有机硅前体a的制备:将1mol氨丙基三甲氧基硅烷、2mol 叔碳酸缩水甘油酯加入烧瓶中,在40℃、氮气条件下搅拌反应3h,得到有机硅前体a;
71.s2、单组分湿固化含硅聚氨酯胶黏剂的制备:将250g聚醚三醇加入三口烧瓶中升温到120℃,在真空条件下脱水1h,随后降温至 20℃,接着加入25g hdi三聚体、15g mdi-50、0.8g异辛酸亚锡,搅拌均匀后通入氮气,随后升温至100℃,保温1h,测试体系nco已经降低到理论值后,接着加入6g步骤s1中得到的有机硅前体a,继续保温到nco完全反应,即得所述单组分湿固化含硅聚氨酯胶黏剂。
72.所述聚醚改性七甲基三硅氧烷的水溶液(质量浓度为0.5%)的表面张力为20mn/m。
73.所述超临界二氧化碳发泡的热塑性聚氨酯的密度为0.30g/cm3,平均粒径为4mm,回弹率为45%,压缩永久变形7%。
74.所述三元乙丙橡胶颗粒的平均粒径为4mm,含胶量为25%。
75.对比例1
76.一种透气环保型高性能塑胶跑道底层的制备方法,包括以下步骤:
77.将100g单组分湿固化含硅聚氨酯胶黏剂、500g三元乙丙橡胶颗粒和1g聚醚改性聚二甲基硅氧烷按配比加入搅拌机内,混合搅拌均匀,随后倒入模具中,压实,室温下放置24h,脱模后在60℃、50%相对湿度下固化24h,即得所述透气环保型高性能塑胶跑道底层。
78.其中,所述单组分湿固化含硅聚氨酯胶黏剂的制备方法如下:
79.s1、有机硅前体a的制备:将1mol氨丙基三甲氧基硅烷、1.05mol 叔碳酸缩水甘油酯加入烧瓶中,在20℃、氮气条件下搅拌反应6h,得到有机硅前体a;
80.s2、单组分湿固化含硅聚氨酯胶黏剂的制备:将150g聚醚二醇加入三口烧瓶中升温到100℃,在真空条件下脱水2h,随后降温至 25℃,接着加入20g多异氰酸酯、0.3g异辛酸亚锡,搅拌均匀后通入氮气,随后升温至40℃,保温3h,测试体系nco已经降低到理论值后,接着加入2g步骤s1中得到的有机硅前体a,继续保温到nco 完全反应,即得所述单组分湿固化含硅聚氨酯胶黏剂。
81.所述聚醚改性聚二甲基硅氧烷的水溶液(质量浓度为0.5%)的表面张力为25mn/m。
82.所述三元乙丙橡胶颗粒的平均粒径为2mm,含胶量为10%。
83.对比例2
84.一种透气环保型高性能塑胶跑道底层的制备方法,包括以下步骤:
85.将100g单组分湿固化含硅聚氨酯胶黏剂和100g超临界二氧化碳发泡的热塑性聚氨酯按配比加入搅拌机内,接着再加入500g三元乙丙橡胶颗粒,混合搅拌均匀,随后倒入模具中,压实,室温下放置 24h,脱模后在60℃、50%相对湿度下固化24h,即得所述透气环保型高性能塑胶跑道底层。
86.其中,所述单组分湿固化含硅聚氨酯胶黏剂的制备方法如下:
87.s1、有机硅前体a的制备:将1mol氨丙基三甲氧基硅烷、1.05mol 叔碳酸缩水甘油酯加入烧瓶中,在20℃、氮气条件下搅拌反应6h,得到有机硅前体a;
88.s2、单组分湿固化含硅聚氨酯胶黏剂的制备:将150g聚醚二醇加入三口烧瓶中升
温到100℃,在真空条件下脱水2h,随后降温至 25℃,接着加入20g多异氰酸酯、0.3g异辛酸亚锡,搅拌均匀后通入氮气,随后升温至40℃,保温3h,测试体系nco已经降低到理论值后,接着加入2g步骤s1中得到的有机硅前体a,继续保温到nco 完全反应,即得所述单组分湿固化含硅聚氨酯胶黏剂。
89.所述超临界二氧化碳发泡的热塑性聚氨酯的密度为0.15g/cm3,平均粒径为2mm,回弹率为60%,压缩永久变形20%。
90.所述三元乙丙橡胶颗粒的平均粒径为2mm,含胶量为10%。
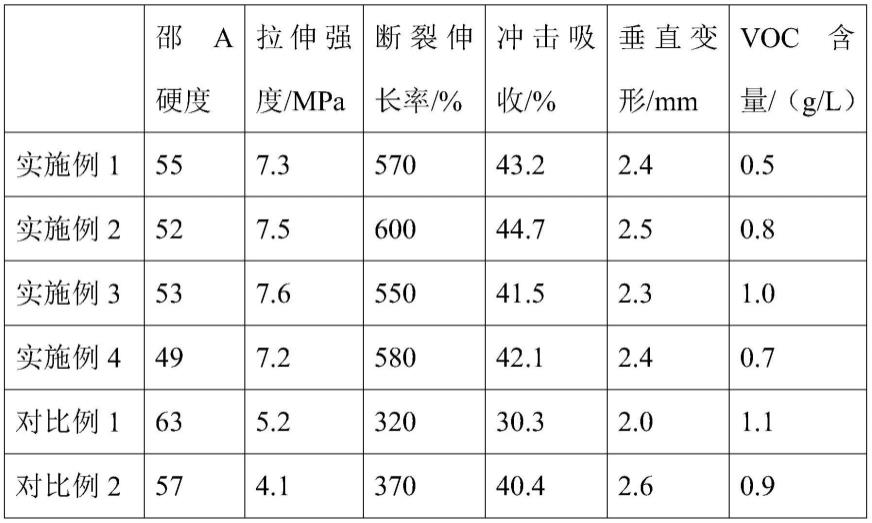
91.将实施例1-4和对比例1-2制备得到的透气环保型高性能塑胶跑道底层进行性能测试,样品厚度为13mm,参照国标gb 36246-2018 进行测试,测试结果如下表1:
92.表1
[0093][0094]
从表1中可以看出,本发明制备的透气环保型高性能塑胶跑道底层具有良好的拉伸强度和断裂伸长率,且其具有较好的冲击吸收性能和低垂直变形性能。对比例1由于未加入e-tpu颗粒,所述导致其冲击吸收性能明显下降,从而导致塑胶跑道的弹性减震性能下降,对运动员人保护有限;对比例2中由于未加入聚醚型硅氧烷润湿剂,导致e-tpu颗粒在混合体系中无法有效分散并制备过程中不易加工成型,从而使体系不稳定,导致其力学性能明显下降,不利于塑胶跑道的长久使用性能。
[0095]
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。