1.本发明涉及超重力纯化床的加工方法,尤其涉及一种用于加工超重力纯化床定子和转子的方法。
背景技术:
2.目前市场上常见的超重力纯化床有双层定、转子结构和三层定、转子结构,具体根据要纯化分离的乙醇初始浓度及纯化后要求达到的乙醇浓度计算选定。无论是双层定、转子结构还是三层定转子结构,在生产制作过程中,都要面临定、转子加工变形的问题。如附图1所示,定子包括定子盘和定子挡圈,定子盘上加工出多圈环形凹槽,定子挡圈插入到环形凹槽内并和定子盘焊接固定。转子包括转子盘和转子挡圈,转子盘上加工出多圈环形凹槽,转子挡圈插入到环形凹槽内并和转子盘焊接固定。
3.由于定子盘和转子盘比较薄(通常为5-7mm),且加工有多圈环形凹槽,需焊接多圈的定子挡圈和转子挡圈,焊接量比较大,导致定子盘和转子盘变形难以控制。定子挡圈和转子挡圈厚度更薄,仅为1mm左右,并且在和定子盘、转子盘焊接时,只有一端是焊接固定结构,焊接后定子挡圈和转子挡圈的变形更加难以控制,成型后的定子挡圈和转子挡圈很难保持规则的圆柱形结构。
4.超重力溶媒纯化床在工作过程中,定子固定在超重力溶媒纯化床上,工作过程中为静止不动件,转子固定在传动轴上为转动件,和传动轴一起高速转动,转速在600-1000r/min左右。超重力溶媒纯化床内分离纯化的物料一般为乙醇和水的混合物,乙醇为易燃易爆的有机溶媒,超重力溶媒纯化床外圈的定子挡圈和转子挡圈的设计间距仅有2-3mm,若定子挡圈和转子挡圈未焊接端的变形量过大,在转子高速转动时,定子挡圈和转子挡圈可能会发生摩擦并产生火星,引发安全事故。
5.目前在生产加工定、转子过程中,只能用工装将定子盘和转子盘点焊固定在支撑架上,控制焊接过程中定子盘、转子盘的变形。定子挡圈、转子挡圈则只能通过控制焊接时的电流大小、间断错开方位焊接等手段控制定子挡圈、转子挡圈的变形量,这些措施控制变形量的效果不是很明显。特别是对于小型的超重力溶媒纯化床,定子挡圈和转子挡圈设计间距较小,无法满足要求。
技术实现要素:
6.本发明要解决的技术问题是克服现有技术的不足,提供一种有利于控制定子挡圈、转子挡圈未焊接端变形量,提高加工效率的用于加工超重力纯化床定子和转子的方法。
7.为解决上述技术问题,本发明采用以下技术方案:
8.一种用于加工超重力纯化床定子和转子的方法,
9.定子的加工方法包括:
10.s1、将内侧的定子挡圈插入内侧的定子盘凹槽内并满焊固定于定子盘上;
11.s2、将下一个定子挡圈插入已满焊定子挡圈相邻的定子盘凹槽内并点焊定位,然
后在该定子挡圈与相邻的已满焊定子挡圈之间放置限位部件以限制焊接变形,再将该定子挡圈满焊固定于定子盘上;
12.s3、重复执行步骤s2将所有定子挡圈焊接固定于定子盘上;
13.转子的加工方法包括:
14.s1、将内侧的转子挡圈插入内侧的转子盘凹槽内并满焊固定于转子盘上;
15.s2、将下一个转子挡圈插入已满焊转子挡圈相邻的转子盘凹槽内并点焊定位,然后在该转子挡圈与相邻的已满焊转子挡圈之间放置限位部件以限制焊接变形,再将该转子挡圈满焊固定于转子盘上;
16.s3、重复执行步骤s2将所有转子挡圈焊接固定于转子盘上。
17.作为上述技术方案的进一步改进:所述限位部件放置于定子挡圈或转子挡圈未焊接端的端部。
18.作为上述技术方案的进一步改进:所述限位部件由板材激光下料切割而成并去除边缘的毛刺。
19.作为上述技术方案的进一步改进:所述限位部件为限位环板,所述限位环板的宽度等于相邻两个定子挡圈或转子挡圈之间的距离。
20.作为上述技术方案的进一步改进:所述限位部件包括多块扇形限位块,多块所述扇形限位块沿圆周方向均匀布置。
21.作为上述技术方案的进一步改进:所述限位部件上还设有把手。
22.作为上述技术方案的进一步改进:所述把手与所述限位部件采用螺纹连接。
23.作为上述技术方案的进一步改进:所述限位部件上设有取放孔。
24.与现有技术相比,本发明的优点在于:本发明公开的用于加工超重力纯化床定子和转子的方法,先将内侧的定子挡圈(或转子挡圈)满焊固定于定子盘(或转子盘)上,内侧的定子挡圈(或转子挡圈)直径最小,同时与相邻的定子挡圈(或转子挡圈)之间的间隙最大,因此适合作为后续定子挡圈(或转子挡圈)的限位基准。在焊接外侧的各定子挡圈(或转子挡圈)时,先将该定子挡圈(或转子挡圈)点焊定位,然后在该定子挡圈(或转子挡圈)与相邻的已经满焊的定子挡圈(或转子挡圈)之间放置限位部件以限制焊接变形,能够有效地控制该定子挡圈(或转子挡圈)后续满焊时的变形量,试验表明能够将变形量控制在0.3至0.5mm之间,同时由于设置了限位部件,间断焊接时间被大幅缩短,提高了加工效率。
附图说明
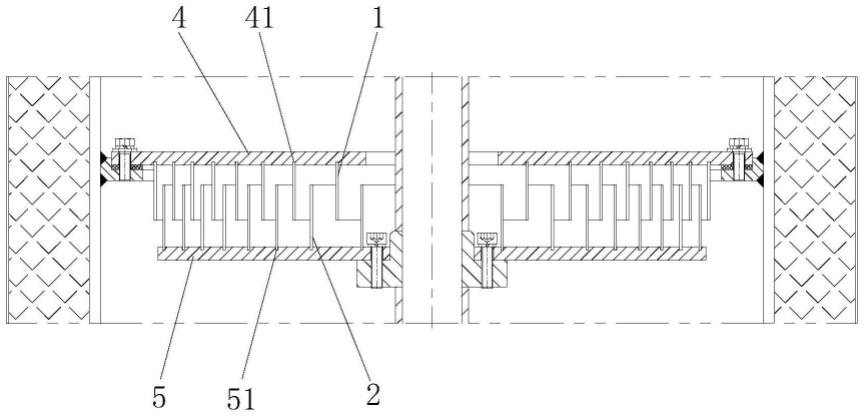
25.图1是超重力纯化床单层定子和转子的结构示意图。
26.图2是本发明用于加工超重力纯化床转子的方法的过程示意图。
27.图3是本发明中的限位部件的主视结构示意图。
28.图4是本发明中的限位部件的俯视结构示意图。
29.图中各标号表示:1、定子挡圈;2、转子挡圈;3、限位部件:31、把手;4、定子盘;41、定子盘凹槽;5、转子盘;51、转子盘凹槽。
具体实施方式
30.以下结合说明书附图和具体实施例对本发明作进一步详细说明。
31.图2至图4示出了本发明的一种实施例,如图1和图2所示,本实施例的用于加工超重力纯化床定子和转子的方法,其中,定子的加工方法包括:
32.s1、将内侧的定子挡圈1插入内侧的定子盘凹槽41内并满焊固定于定子盘4上;
33.s2、将下一个定子挡圈1插入已满焊定子挡圈1相邻的定子盘凹槽41内并点焊定位,然后在该定子挡圈1与相邻的已满焊定子挡圈1之间放置限位部件3以限制焊接变形,再将该定子挡圈1满焊固定于定子盘4上;
34.s3、重复执行步骤s2将所有定子挡圈1焊接固定于定子盘4上;
35.而转子的加工方法包括:
36.s1、将内侧的转子挡圈2插入内侧的转子盘凹槽51内并满焊固定于转子盘5上;
37.s2、将下一个转子挡圈2插入已满焊转子挡圈2相邻的转子盘凹槽51内并点焊定位,然后在该转子挡圈2与相邻的已满焊转子挡圈2之间放置限位部件3以限制焊接变形,再将该转子挡圈2满焊固定于转子盘5上;
38.s3、重复执行步骤s2将所有转子挡圈2焊接固定于转子盘5上。
39.该用于加工超重力纯化床定子和转子的方法,先将内侧的定子挡圈1(或转子挡圈2)满焊固定于定子盘4(或转子盘5)上,内侧的定子挡圈1(或转子挡圈2)直径最小,同时与相邻的定子挡圈1(或转子挡圈2)之间的间隙最大,因此适合作为后续定子挡圈1(或转子挡圈2)的限位基准。在焊接外侧的各定子挡圈1(或转子挡圈2)时,先将该定子挡圈1(或转子挡圈2)点焊定位,然后在该定子挡圈1(或转子挡圈2)与相邻的已经满焊的定子挡圈1(或转子挡圈2)之间放置限位部件3以限制焊接变形,能够有效地控制该定子挡圈1(或转子挡圈2)后续满焊时的变形量,试验表明能够将变形量控制在0.3至0.5mm之间,同时由于设置了限位部件3,间断焊接时间被大幅缩短,提高了加工效率。
40.进一步地,本实施例中,限位部件3放置于定子挡圈1或转子挡圈2未焊接端的端部(参见图1,也即定子挡圈1的下端或转子挡圈2的上端)。定子挡圈1或转子挡圈2距离焊接端越远,焊接时的变形量越大,将限位部件3放置于定子挡圈1或转子挡圈2的未焊接端的端部,更有利于控制焊接变形量。
41.进一步地,本实施例中,限位部件3由板材激光下料切割而成并去除边缘的毛刺。采用板材激光下料切割并去除边缘毛刺得到限位部件3,有利于保证限位部件3自身的加工精度,更有利于控制定子挡圈1或转子挡圈2的焊接变形量。
42.作为优选的实施例,限位部件3为限位环板,限位环板的宽度等于相邻两个定子挡圈1或转子挡圈2之间的距离,结构简单,限制焊接变形的效果好。
43.当然在其他实施例中,限位部件3也可以采用多块扇形限位块,多块扇形限位块沿圆周方向均匀布置,也能够起到控制焊接变形的作用,不足之处在于,需要放置或者取出时,需要反复操作多次,因此效率比采用限位环板要低。
44.更进一步地,本实施例中,限位部件3上还设有把手31。由于限位部件内外两侧均与定子挡圈1或转子挡圈2紧贴,因此不易取放。设置把手31,方便放入,同时在全部定子挡圈1或转子挡圈2焊接完成之后,方便将限位部件3取出,实现限位部件3的重复利用。
45.作为优选的实施例,把手31与限位部件3采用螺纹连接,把手31安装牢固且拆装方便。
46.当然在其他实施例中,限位部件3上设有取放孔,或者说在限位部件3上开孔,通过
开孔处将限位部件3取出或放入,同样可以解决不易从相邻的定子挡圈1或转子挡圈2之间取出或放入的问题。
47.虽然本发明已以较佳实施例揭露如上,然而并非用以限定本发明。任何熟悉本领域的技术人员,在不脱离本发明技术方案范围的情况下,都可利用上述揭示的技术内容对本发明技术方案做出许多可能的变动和修饰,或修改为等同变化的等效实施例。因此,凡是未脱离本发明技术方案的内容,依据本发明技术实质对以上实施例所做的任何简单修改、等同变化及修饰,均应落在本发明技术方案保护的范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。