1.本公开涉及使钨电极与焊接对象物之间产生电弧来进行焊接的焊接装置。
背景技术:
2.专利文献1所公开的焊接装置具备:高频电压施加部,在钨电极与焊接对象物之间施加高频电压;电流检测部,检测焊接电流;和控制部,在使所述高频电压施加部开始所述高频电压的施加的启动动作时,获取从开始该启动动作到由所述电流检测部检测出所述焊接电流为止的延迟时间,在该延迟时间为给定时间以上的情况下执行使警告装置输出警告等给定的异常时处理。
3.在先技术文献
4.专利文献
5.专利文献1:国际公开第2017/169409号
技术实现要素:
6.发明要解决的课题
7.然而,在上述专利文献1中,即便在启动动作时的延迟时间仅有1次成为给定时间以上的情况下也会执行异常时处理,因此容易由于钨电极的损耗以及污染以外的暂时性的因素而执行异常时处理。
8.本公开是鉴于上述问题而完成的,其目的在于,抑制由于钨电极的损耗以及污染以外的暂时性的因素而执行异常时处理。
9.用于解决课题的手段
10.本公开的一个方式是使钨电极与焊接对象物之间产生电弧来进行焊接的焊接装置,具备:高频电压施加部,在所述钨电极与所述焊接对象物之间施加高频电压;焊接输出电路部,控制焊接电流;电流检测部,检测给定的电流阈值以上的所述焊接电流;和控制部,在使所述高频电压施加部开始所述高频电压的施加的启动动作时,获取从执行该启动动作到由所述电流检测部检测出所述焊接电流为止的延迟时间,判定本次以前的多次启动动作时的所述延迟时间是否满足给定的时间条件,在所述延迟时间满足所述时间条件的情况下执行给定的异常时处理。
11.根据该方式,基于多次启动动作时的延迟时间来判定是否执行异常时处理,因此与如专利文献1那样基于1次启动动作时的延迟时间来判定的情况相比,不易由于钨电极的损耗以及污染以外的暂时性的因素而执行异常时处理。
12.发明效果
13.根据本公开,能够抑制由于钨电极的损耗以及污染以外的暂时性的因素而执行异常时处理。
附图说明
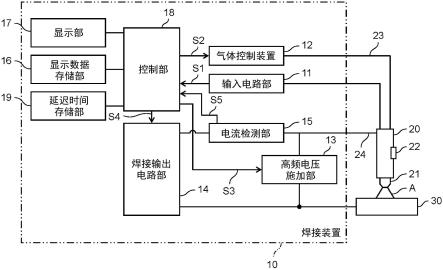
14.图1是示出本公开的实施方式涉及的焊接装置的概略结构的图。
15.图2是示出开关从关断状态切换为接通状态时的焊接指示信号、气体供给信号、高频电压施加信号以及电流检测信号的输出波形的图。
16.图3是说明开关从关断状态切换为接通状态时的由控制部实现的处理的流程图。
17.图4是例示由实施方式的变形例1涉及的焊接装置的控制部获取的多个延迟时间的曲线图。
具体实施方式
18.以下,基于附图对本公开的实施方式进行说明。以下的优选的实施方式的说明在本质上仅是例示,本公开的意图完全不在于对其应用物或者其用途进行限制。
19.(实施方式)
20.图1示出本公开的实施方式涉及的焊接装置10。该焊接装置10使设置在焊炬20的钨电极21与作为焊接对象物的母材30之间产生电弧a来进行tig(tungsten inert gas,钨极惰性气体保护)焊接。具体地,焊接装置10具备输入电路部11、气体控制装置12、高频电压施加部13、焊接输出电路部14、电流检测部15、显示数据存储部16、作为输出部的显示部17、控制部18和延迟时间存储部19。
21.输入电路部11输出表示设置在焊炬20的开关22的接通关断状态的焊接指示信号s1。
22.若由控制部18开始输出气体供给信号s2,则气体控制装置12使焊炬20开始向母材30喷射保护气体。作为保护气体,例如使用氩气。气体控制装置12经由气体软管23与焊炬20连接。
23.在由控制部18输出高频电压施加信号s3时,高频电压施加部13在钨电极21与母材30之间施加高频的高电压。
24.焊接输出电路部14基于由控制部18输出的焊接控制信号s4来控制焊接电压以及焊接电流。焊接输出电路部14经由焊接输出线缆24与焊炬20电连接。
25.电流检测部15检测给定的电流阈值以上的焊接电流。作为具体的动作,电流检测部15在焊接电流超过所述电流阈值时输出电流检测信号s5。
26.显示数据存储部16对输出显示在显示部17的图像的图像数据进行存储。在存储的图像数据中包括作为输出的第1~第4警告图像的图像数据。第1警告图像显示“电极被污染。”这样的语句,第2警告图像显示“电极损耗,可能无法启动电弧。”这样的语句,第3警告图像显示“电极的损耗以及污染变大。建议进行研磨。”这样的语句,第4警告图像显示“请研磨或更换电极。”这样的语句。
27.显示部17例如是显示器,对基于存储在显示数据存储部16的图像数据的图像进行输出显示。
28.控制部18选择性地执行如下控制:交流输出模式的控制,向焊接输出电路部14输出焊接控制信号s4,使得焊接电压以及焊接电流成为交流;和直流输出模式的控制,向焊接输出电路部14输出焊接控制信号s4,使得焊接电压以及焊接电流成为直流。
29.此外,若焊炬20的开关22从关断状态切换为接通状态,由输入电路部11输出的焊
接指示信号s1从表示关断状态的信号切换为表示接通状态的信号,则控制部18开始气体供给信号s2的输出。
30.此外,若从气体供给信号s2的输出开始起经过给定的提前送气时间tp,则控制部18在定时t2输出高频电压施加信号s3,由此执行使高频电压施加部13开始高频的高电压的施加的启动动作。并且,控制部18在该启动动作时,获取从开始该启动动作到由所述电流检测部15开始检测出所述电流阈值以上的焊接电流为止的延迟时间t1(图2参照),存储在延迟时间存储部19。而且,参照存储在延迟时间存储部19的包括本次在内的多次所述启动动作时的延迟时间t1,判定这些多次所述启动动作时的延迟时间t1是否满足给定的时间条件,在该多次所述启动动作时的延迟时间t1满足时间条件的情况下执行异常时处理。
31.时间条件是:在最近的多个设定次数的启动动作时的延迟时间tl中,包括2以上的第1个数n1以上的超过给定的时间阈值的延迟时间t1。时间条件由控制部18存储。另外,控制部18通过根据给定的设定条件变更所述时间阈值来变更所述时间条件。设定条件是焊接电流的指令值、保护气体的流量、钨电极21的前端角度、钨电极21的杂质浓度、钨电极21的直径、以及为交流输出模式和直流输出模式中的哪个模式。
32.异常时处理是基于存储在显示数据存储部16的图像数据来使显示部17输出显示第1~第4警告图像中的任意警告图像的处理。详细而言,在最近的多个设定次数的启动动作时的延迟时间tl之中,超过给定的时间阈值的延迟时间tl的个数ln为第1个数n1以上且小于给定的第2个数n2的情况下,异常时处理成为使显示部17输出显示第1警告图像的处理。第2个数n2是大于第1个数n1的值。此外,在最近的多个设定次数的启动动作时的延迟时间tl之中,超过给定的时间阈值的延迟时间tl的个数ln为第2个数n2以上且小于给定的第3个数n3的情况下,异常时处理成为使显示部17输出显示第2警告图像的处理。第3个数n3是大于第2个数n2的值。此外,在最近的多个设定次数的启动动作时的延迟时间tl之中,超过给定的时间阈值的延迟时间tl的个数为第3个数n3以上且小于给定的第4个数n4的情况下,异常时处理成为使显示部17输出显示第3警告图像的处理。第4个数n4为大于第3个数n3的值。此外,在最近的多个设定次数的启动动作时的延迟时间tl之中,超过给定的时间阈值的延迟时间t1的个数为第4个数n4以上的情况下,异常时处理成为使显示部17输出显示第4警告图像的处理。另外,时间阈值、第1~第4个数n1~n4预先通过实验设定为适当的值。
33.在本实施方式中,所述设定次数被设定为100次,第1~第4个数n1~n4依次被设定为10个、20个、30个、40个,设定次数只要是大于第1~第4个数n1~n4的次数即可,也可以设定为100次以外的次数,第1~第4个数n1~n4只要以下的式1的关系成立则也可以设定为其他个数。
34.第1个数n1<第2个数n2<第3个数n3<第4个数n4
ꢀꢀꢀ
(式1)
35.此外,控制部18从由电流检测部15检测出所述电流阈值以上的焊接电流到经过给定的热启动期间th(图2参照)为止,通过焊接控制信号s4控制焊接输出电路部14,使得所述焊接电流成为给定的热启动设定电流值。
36.控制部18的功能由cpu(central processing unit,中央处理单元)以及存储装置实现。
37.延迟时间存储部19对从开始启动动作到由电流检测部15开始检测出所述电流阈值以上的焊接电流为止的延迟时间tl进行存储。
38.在此,参照图2的时序图,对开关从关断状态切换为接通状态时的焊接装置10的动作的例子进行说明。
39.首先,在定时t1,若作业者接通焊炬20的开关22,则输入电路部11输出表示接通状态的焊接指示信号s1。与此相应地,控制部18开始气体供给信号s2的输出,气体控制装置12使焊炬20开始向母材30喷射保护气体。之后,若从由控制部18实现的气体供给信号s2的输出开始起经过给定的提前送气时间tp,则在定时t2,控制部18执行通过输出高频电压施加信号s3而使高频电压施加部13开始所述高频的高电压的施加的启动动作。之后,通过由高频电压施加部13施加的高频电压,钨电极21与母材30之间的绝缘被破坏而产生电弧a,从而流动焊接电流,在定时t3,电流检测部15检测出给定的电流阈值以上的焊接电流。然后,控制部18获取从开始启动动作到由电流检测部15检测出所述电流阈值以上的焊接电流为止的延迟时间tl,并对其进行存储。此外,控制部18从由电流检测部15检测出所述电流阈值以上的焊接电流到经过给定的热启动期间th为止,控制焊接输出电路部14而使得焊接电流成为给定的热启动设定电流值。
40.图3是说明开关22从关断状态切换为接通状态时由控制部18执行的详细的处理的流程图。
41.若开关22从关断状态切换为接通状态,由输入电路部11输出的焊接指示信号s1从表示关断状态的状态切换为表示接通状态的状态,则在s101中,控制部18开始气体供给信号s2的输出。
42.接下来,在s102中,控制部18等待从s101中的气体供给信号s2的输出开始起经过给定的提前送气时间tp。并且,若从s101中的气体供给信号s2的输出开始起经过给定的提前送气时间tp,则在s103中,控制部18执行通过输出高频电压施加信号s3而使高频电压施加部13开始高频的高电压的施加的启动动作。
43.接下来,在s104中,控制部18获取从开始s103中的启动动作到由电流检测部15检测出所述电流阈值以上的焊接电流为止的延迟时间t1,存储在延迟时间存储部19。
44.然后,在s105中,控制部18参照存储于延迟时间存储部19的最近的100次启动动作时的延迟时间t1,判定是否满足在这些最近的100次启动动作时的延迟时间tl中包括第1个数n1即10个以上的超过给定的时间阈值的延迟时间tl这样的时间条件。在不包括第1个数n1以上的超过给定的时间阈值的延迟时间tl而不满足时间条件的情况下,前进至s106,而在包括第1个数n1以上的超过给定的时间阈值的延迟时间tl而满足时间条件的情况下,前进至s107。
45.在s106中,控制部18不执行异常时处理。
46.在s107中,控制部18参照存储于延迟时间存储部19的最近的100次启动动作时的延迟时间tl,判定这些最近的100次启动动作时的延迟时间tl之中超过给定的时间阈值的延迟时间tl的个数ln是否小于第2个数n2即20个。在超过给定的时间阈值的延迟时间tl的个数ln小于第2个数n2的情况下,前进至s108,而在超过给定的时间阈值的延迟时间的个数ln为第2个数n2以上的情况下,前进至s109。
47.在s108中,控制部18作为异常时处理而执行使显示部17对显示“电极被污染。”这样的语句的第1警告图像进行输出显示的处理。
48.在s109中,控制部18参照存储于延迟时间存储部19的最近的100次启动动作时的
延迟时间tl,判定这些最近的100次启动动作时的延迟时间tl之中超过给定的时间阈值的延迟时间的个数ln是否小于第3个数n3即30个。在超过给定的时间阈值的延迟时间tl的个数ln小于第3个数n3的情况下,前进至s110,而在超过给定的时间阈值的延迟时间tl的个数ln为第3个数n3以上的情况下,前进至s111。
49.在s110中,控制部18作为异常时处理而执行使显示部17对显示“电极损耗,可能无法启动电弧。”这样的语句的第2警告图像进行输出显示的处理。
50.在s111中,控制部18参照存储于延迟时间存储部19的最近的100次启动动作时的延迟时间t1,判定这些最近的100次启动动作时的所述延迟时间tl之中超过给定的时间阈值的延迟时间的个数ln是否小于第4个数n4即40个。在超过给定的时间阈值的延迟时间t1的个数ln小于第4个数n4的情况下,前进至s112,而在超过给定的时间阈值的延迟时间t1的个数ln为第4个数n4以上的情况下,前进至s113。
51.在s112中,控制部18作为异常时处理而执行使显示部17对显示“电极的损耗以及污染变大。建议进行研磨。”这样的语句的第3警告图像进行输出显示的处理。
52.在s113中,控制部18作为异常时处理而执行使显示部17对显示“请研磨或更换电极。”这样的语句的第4警告图像进行输出显示的处理。
53.一般,若钨电极21损耗或污染,则难以转移至电弧放电状态,从高频电压的产生到开始流动焊接电流为止的时间即延迟时间tl变长。在本实施方式中,在延迟时间tl超过时间阈值的频度变高时,控制部18执行异常时处理,并且显示部17显示第1~第4警告图像,因此作业者能识别钨电极21的消耗或污染,实施研磨、更换钨电极21等对策。因此,能够抑制由于钨电极21的消耗或污染而导致电弧启动所花费的时间变得过长或不能进行电弧启动。
54.此外,基于多次启动动作时的延迟时间tl来判定是否执行异常时处理,因此与如专利文献1那样仅基于1次启动动作时的延迟时间来判定的情况相比,不易由于钨电极21的损耗以及污染以外的暂时性的因素而执行异常时处理。因此,能够抑制对钨电极21进行不必要的研磨、更换。
55.(实施方式的变形例1)
56.在本实施方式的变形例1中,时间条件是:本次启动动作的延迟时间t1超过给定的阈值th(参照图4),并且在本次启动动作与延迟时间t1超过所述阈值th的上一次启动动作之间执行的启动动作的次数小于给定的基准次数。在本变形例1中,基准次数被设定为20次,但基准次数也可以设定为其他次数。此外,异常时处理始终是使显示部17输出显示第1警告图像的处理。
57.例如,在图4的例子中,在第s1次启动动作、第s2(=s1 86)次启动动作以及第s3(=s2 19)次启动动作中,延迟时间tl超过了阈值th。在该情况下,在第s2次启动动作时,在本次启动动作与延迟时间tl超过阈值th的上一次启动动作即第s1次启动动作之间执行的启动动作的次数nu1是20次以上的85次,不满足时间条件。因此,控制部18不使显示部17输出显示第1警告图像。
58.另一方面,在第s3次启动动作时,在本次启动动作与延迟时间tl超过阈值th的上一次启动动作即第s2次启动动作之间执行的启动动作的次数nu2是小于20次的18次,满足时间条件。因此,控制部18使显示部17输出显示第1警告图像。
59.其他结构以及动作与上述实施方式相同,因此省略详细的说明。
60.(实施方式的变形例2)
61.在本实施方式的变形例2中,异常时处理也始终是使显示部17输出显示第1警告图像的处理。
62.此外,时间条件是满足以下之中的至少1个条件:本次启动动作的延迟时间tl超过给定的第1时间阈值这样的第1条件;在包括本次在内的最近的多个设定次数的启动动作时的延迟时间tl中包括给定的基准个以上的超过给定的第2时间阈值的延迟时间tl这样的第2条件;以及本次启动动作的延迟时间tl超过给定的第3时间阈值、且在本次启动动作与延迟时间tl超过第3时间阈值的上一次启动动作之间执行的启动动作的次数小于给定的基准次数这样的第3条件。而且,第1~第3时间阈值设定为满足以下的式2。
63.第1时间阈值>第2时间阈值>第3时间阈值
ꢀꢀꢀ
(式2)
64.其他结构以及动作与上述实施方式相同,因此省略详细的说明。
65.(实施方式的变形例3)
66.在本实施方式的变形例3中,异常时处理也始终是使显示部17输出显示第1警告图像的处理。
67.此外,时间条件是:最近的多个设定次数的启动动作时的延迟时间tl的方差为给定值以上。设定次数例如被设定为100次。在钨电极21的损耗以及污染少的情况下,延迟时间tl比较固定,所述方差小,但随着钨电极21的损耗以及污染变多而所述方差变大,因此能够基于所述方差来推定钨电极21的损耗以及污染。
68.其他结构以及动作与上述实施方式相同,因此省略详细的说明。
69.另外,也可以将异常时处理设为根据所述方差的值从第1~第4警告图像中选择任意警告图像进行输出显示的处理。
70.(实施方式的变形例4)
71.在本实施方式的变形例4中,取代控制部18使显示部17对第1~第4警告图像中的任意警告图像进行输出显示的处理,作为异常时处理而执行将热启动设定电流值变更为更小的值的处理。由此,能够更快速地加热钨电极21。另外,热启动设定电流值被增大至不使钨电极21过度消耗的程度。
72.其他结构以及动作与上述实施方式相同,因此省略详细的说明。
73.(其他变形例)
74.另外,时间条件不限于上述实施方式以及其变形例1~4所示的条件,也可以通过实验设定为其他适当的条件。在上述实施方式及其变形例1~4中将时间条件设为:将本次以前的多次启动动作时的延迟时间输入到给定的函数中时的输出值满足给定的数值条件。然而,也可以将时间条件设为:将本次以前的多次启动动作时的延迟时间输入于人工智能(ai:artificial intelligence)时该人工智能的输出满足给定的条件。
75.此外,在上述实施方式的变形例4中,将异常时处理设为增大热启动设定电流值的处理,但也可以设为延长在焊接结束后持续释放保护气体的延时送气时间的处理,也可以设为变更交流输出模式下的动作中的输出的频率等其他参数的处理。
76.此外,也可以使控制部18作为异常时处理而执行增大热启动设定电流值的处理和使显示部17输出显示警告图像的处理这两者。
77.此外,异常时处理不限于使显示部17输出图像的处理,也可以是使声音输出装置
输出声音的处理。
78.此外,在上述实施方式中,控制部18根据焊接电流的指令值、保护气体的流量、钨电极21的前端角度、钨电极21的杂质浓度、钨电极21的直径、以及为交流输出模式和直流输出模式中的哪种模式这6个设定条件来变更时间条件,但也可以设为能够仅根据这6个设定条件之中的至少一部分设定条件来变更时间条件。此外,也可以设为不变更时间条件。
79.产业上的可利用性
80.本公开的焊接装置能够抑制由于钨电极的损耗以及污染以外的暂时性的因素而执行异常时处理,作为使钨电极与焊接对象物之间产生电弧来进行焊接的焊接装置是有用的。
81.符号说明
82.10
ꢀꢀ
焊接装置;
83.13
ꢀꢀ
高频电压施加部;
84.14
ꢀꢀ
焊接输出电路部;
85.15
ꢀꢀ
电流检测部;
86.17
ꢀꢀ
显示部(输出部);
87.18
ꢀꢀ
控制部;
88.21
ꢀꢀ
钨电极;
89.30
ꢀꢀ
母材(焊接对象物);
90.a
ꢀꢀꢀ
电弧;
91.tl
ꢀꢀ
延迟时间;
92.th
ꢀꢀ
热启动期间;
93.n1
ꢀꢀ
第1个数;
94.n2
ꢀꢀ
第2个数;
95.n3
ꢀꢀ
第3个数;
96.n4
ꢀꢀ
第4个数;
97.nu1、nu2
ꢀꢀ
次数。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。