cfrp结构体、cfrp结构体的制造方法、碳纤维预浸料和碳纤维预浸料的制造方法
技术领域
1.本发明主要涉及cfrp结构体、cfrp结构体的制造方法、碳纤维预浸料和碳纤维预浸料的制造方法。
2.本技术基于2020年3月11日在日本专利局提出的特愿2020-41696号、2020年11月12日在日本专利局提出的特愿2020-188835号以及2020年12月22日在日本专利局提出的特愿2020-211943号主张优先权,并将其内容援引于此。
背景技术:
3.cfrp(碳纤维增强塑料)是包含碳纤维和树脂的复合材料,在航空器、汽车、船舶等各种运输设备的部件、体育用品、休闲用品等中广泛使用。
4.包括由使用了短切碳纤维束(“chopped carbon fiber bundle”,也称为“chopped carbon fiber strand”、“chopped carbon fiber tow”等。)的碳纤维预浸料通过压缩成型法成型出cfrp结构体的方法在内的cfrp制品的制造方法已逐步实用化。
5.使用短切碳纤维束的碳纤维预浸料的典型例是smc(片状模塑料)、bmc(块状模塑料)以及可冲压片材。
6.smc具有用热固性树脂组合物含浸包含短切碳纤维束的垫片的结构。可冲压片材具有用热塑性树脂组合物含浸包含短切碳纤维束的垫片的结构。
7.作为可添加到cfrp中的添加剂之一,有阻燃剂(专利文献1)。
8.现有技术文献
9.专利文献
10.专利文献1:日本特开2018-48238号公报
技术实现要素:
11.发明所要解决的课题
12.本发明的目的包括提供具有改善了的阻燃性的cfrp结构体。
13.本发明的目的进一步包括可供于具有改善了的阻燃性的cfrp结构体的碳纤维预浸料。
14.此外,可通过本发明解决的各种各样的课题已在本说明书中明示或暗示地公开。
15.用于解决课题的方法
16.本发明人等通过进行由smc制作的cfrp的垂直燃烧性试验,从而发现碳纤维的含量、smc制造中使用的碳纤维束的单丝数以及试验片厚度会影响cfrp的阻燃性。更具体而言,发现了以下倾向:碳纤维含量越多、此外当碳纤维含量充分时用于制造smc的碳纤维束的单丝数越少、此外试验片越厚时,cfrp的阻燃性越变得良好。
17.本发明是基于这样的见解而完成的,其实施方式包括以下内容。
18.[1]一种cfrp结构体,其为包含cfrp的结构体,其特征在于,由碳纤维预浸料成型
而成,上述碳纤维预浸料是用树脂组合物含浸由单丝数3k以下的短切碳纤维束形成的碳纤维垫而成,上述cfrp的碳纤维含量为60质量%以上且没有厚度低于4mm的部分。
[0019]
[2]如[1]所述的cfrp结构体,其不含卤素、磷和锑。
[0020]
[3]如[1]所述的cfrp结构体,其添加有阻燃剂。
[0021]
[4]如[3]所述的cfrp结构体,其不含卤素。
[0022]
[5]如[1]~[4]中任一项所述的cfrp结构体,上述树脂组合物为热固性树脂组合物。
[0023]
[6]如[5]所述的cfrp结构体,上述热固性树脂组合物配合有乙烯基酯树脂。
[0024]
[7]如[5]或[6]所述的cfrp结构体,上述热固性树脂组合物配合有不饱和聚酯树脂。
[0025]
[8]如[5]所述的cfrp结构体,上述热固性树脂组合物配合有环氧树脂。
[0026]
[9]如[1]或[3]所述的cfrp结构体,其含有具有溴基的树脂。
[0027]
[10]如[1]或[3]所述的cfrp结构体,上述树脂组合物配合有具有溴基的热固性树脂。
[0028]
[11]如[1]或[3]所述的cfrp结构体,上述树脂组合物配合有溴化双酚a型乙烯基酯树脂。
[0029]
[12]如[1]或[3]所述的cfrp结构体,上述树脂组合物配合有溴化双酚a型环氧树脂。
[0030]
[13]一种cfrp结构体的制造方法,其特征在于,包括由碳纤维预浸料通过压缩成型法来成型出结构体,上述碳纤维预浸料是用树脂组合物含浸碳纤维垫而成,上述碳纤维垫由单丝数3k以下的短切碳纤维束形成,上述碳纤维预浸料的碳纤维含量为60质量%以上,并且上述结构体没有厚度低于4mm的部分。
[0031]
[14]如[13]所述的制造方法,上述碳纤维预浸料不含卤素、磷和锑。
[0032]
[15]如[13]所述的制造方法,上述树脂组合物配合有阻燃剂。
[0033]
[16]如[15]所述的制造方法,上述碳纤维预浸料不含卤素。
[0034]
[17]如[13]~[16]中任一项所述的制造方法,上述树脂组合物为热固性树脂组合物。
[0035]
[18]如[17]所述的制造方法,上述热固性树脂组合物配合有乙烯基酯树脂。
[0036]
[19]如[17]或[18]所述的制造方法,上述热固性树脂组合物配合有不饱和聚酯树脂。
[0037]
[20]如[17]所述的制造方法,上述热固性树脂组合物配合有环氧树脂。
[0038]
[21]如[13]或[15]所述的制造方法,上述碳纤维预浸料含有具有溴基的树脂。
[0039]
[22]如[13]或[15]所述的制造方法,上述树脂组合物配合有具有溴基的热固性树脂。
[0040]
[23]如[13]或[15]所述的制造方法,上述树脂组合物配合有溴化双酚a型乙烯基酯树脂。
[0041]
[24]如[13]或[15]所述的制造方法,上述树脂组合物配合有溴化双酚a型环氧树脂。
[0042]
[25]如[13]~[24]中任一项所述的制造方法,上述碳纤维预浸料为片状模塑料。
[0043]
[26]一种碳纤维预浸料,其特征在于,其是用树脂组合物含浸碳纤维垫而成的预浸料,上述碳纤维垫由单丝数3k以下的短切碳纤维束形成,并且上述预浸料的碳纤维含量为60质量%以上。
[0044]
[27]如[26]所述的碳纤维预浸料,其不含卤素、磷和锑。
[0045]
[28]如[26]所述的碳纤维预浸料,其添加有阻燃剂。
[0046]
[29]如[28]所述的碳纤维预浸料,其不含卤素。
[0047]
[30]如[26]~[29]中任一项所述的碳纤维预浸料,上述树脂组合物为热固性树脂组合物。
[0048]
[31]如[30]所述的碳纤维预浸料,上述热固性树脂组合物配合有乙烯基酯树脂。
[0049]
[32]如[30]或[31]所述的碳纤维预浸料,上述热固性树脂组合物配合有不饱和聚酯树脂。
[0050]
[33]如[30]所述的碳纤维预浸料,上述热固性树脂组合物配合有环氧树脂。
[0051]
[34]如[26]或[28]所述的碳纤维预浸料,其含有具有溴基的树脂。
[0052]
[35]如[26]或[28]所述的碳纤维预浸料,上述树脂组合物配合有具有溴基的热固性树脂。
[0053]
[36]如[26]或[28]所述的碳纤维预浸料,上述树脂组合物配合有溴化双酚a型乙烯基酯树脂。
[0054]
[37]如[26]或[28]所述的碳纤维预浸料,上述树脂组合物配合有溴化双酚a型环氧树脂。
[0055]
[38]如[26]~[37]中任一项所述的碳纤维预浸料,其为片状模塑料。
[0056]
[39]一种cfrp制品的制造方法,其包括由[26]~[38]中任一项所述的碳纤维预浸料通过压缩成型法来成型出cfrp结构体。
[0057]
[40]如[39]所述的制造方法,上述cfrp结构体没有厚度低于4mm的部分。
[0058]
[41]一种方法,其是制造具有碳纤维含量的碳纤维预浸料的方法,包括使用单丝数3k以下的短切碳纤维束来形成碳纤维垫以及用树脂组合物含浸上述碳纤维垫,上述碳纤维含量为60质量%以上。
[0059]
[42]如[41]所述的方法,上述树脂组合物不含卤素、磷和锑。
[0060]
[43]如[41]所述的方法,上述树脂组合物添加有阻燃剂。
[0061]
[44]如[43]所述的方法,上述树脂组合物不含卤素。
[0062]
[45]如[41]~[44]中任一项所述的方法,上述树脂组合物为热固性树脂组合物。
[0063]
[46]如[45]所述的方法,上述热固性树脂组合物配合有乙烯基酯树脂。
[0064]
[47]如[45]或[46]所述的方法,上述热固性树脂组合物配合有不饱和聚酯树脂。
[0065]
[48]如[45]所述的方法,上述热固性树脂组合物配合有环氧树脂。
[0066]
[49]如[41]或[43]所述的方法,上述树脂组合物含有具有溴基的树脂。
[0067]
[50]如[41]或[43]所述的方法,上述树脂组合物配合有具有溴基的热固性树脂。
[0068]
[51]如[41]或[43]所述的方法,上述树脂组合物配合有溴化双酚a型乙烯基酯树脂。
[0069]
[52]如[41]或[43]所述的方法,上述树脂组合物配合有溴化双酚a型环氧树脂。
[0070]
[53]如[41]~[52]中任一项所述的方法,上述碳纤维预浸料为片状模塑料。
[0071]
[54]一种cfrp结构体,其为包含cfrp的结构体,其特征在于,由碳纤维预浸料成型而成,上述碳纤维预浸料是用树脂组合物含浸由单丝数3k以下的短切碳纤维束形成的碳纤维垫而成,上述cfrp的碳纤维含量为60质量%以上且上述cfrp添加有阻燃剂。
[0072]
[55]如[54]所述的cfrp结构体,上述树脂组合物为热固性树脂组合物。
[0073]
[56]如[55]所述的cfrp结构体,上述热固性树脂组合物配合有乙烯基酯树脂。
[0074]
[57]如[55]或[56]所述的cfrp结构体,上述热固性树脂组合物配合有不饱和聚酯树脂。
[0075]
[58]如[55]所述的cfrp结构体,上述热固性树脂组合物配合有环氧树脂。
[0076]
[59]如[54]~[58]中任一项所述的cfrp结构体,其不含卤素。
[0077]
[60]如[54]所述的cfrp结构体,其含有具有溴基的树脂。
[0078]
[61]如[54]所述的cfrp结构体,上述树脂组合物配合有具有溴基的热固性树脂。
[0079]
[62]如[54]所述的cfrp结构体,上述树脂组合物配合有溴化双酚a型乙烯基酯树脂。
[0080]
[63]如[54]所述的cfrp结构体,上述树脂组合物配合有溴化双酚a型环氧树脂。
[0081]
[64]一种cfrp结构体,其为包含cfrp的结构体,其特征在于,由碳纤维预浸料成型而成,上述碳纤维预浸料是用树脂组合物含浸由单丝数3k以下的短切碳纤维束形成的碳纤维垫而成,上述cfrp的碳纤维含量为60质量%以上,并且上述树脂组合物含有具有溴基的树脂。
[0082]
[65]如[64]所述的cfrp结构体,上述树脂组合物配合有具有溴基的热固性树脂。
[0083]
[66]如[64]所述的cfrp结构体,上述树脂组合物配合有溴化双酚a型乙烯基酯树脂。
[0084]
[67]如[64]所述的cfrp结构体,上述树脂组合物配合有溴化双酚a型环氧树脂。
[0085]
[68]如[54]~[67]中任一项所述的cfrp结构体,其具有厚度低于4mm的部分和厚度4mm以上的部分。
[0086]
[69]如[54]~[68]中任一项所述的cfrp结构体,其没有厚度低于3mm的部分。
[0087]
发明效果
[0088]
根据一实施方式,能够提供具有改善了的阻燃性的cfrp结构体。
[0089]
根据另一实施方式,能够提供可供于具有改善了的阻燃性的cfrp结构体的碳纤维预浸料。
附图说明
[0090]
[图1]图1是示出cfrp结构体的一例的立体图。
[0091]
[图2]图2是图1所示的cfrp结构体的俯视图。
[0092]
[图3]图3是用于说明smc制造方法的图。
具体实施方式
[0093]
本说明书中,包含碳纤维垫和基体树脂组合物的预浸料或包含碳纤维垫和基体树脂组合物的cfrp的碳纤维含量的含义是,来源于碳纤维垫的碳纤维在预浸料或cfrp中所占的质量比率。例如,在通过用热固性树脂组合物含浸由短切碳纤维束形成的碳纤维垫而成
的碳纤维预浸料的固化而得到的cfrp的情况下,其碳纤维含量为来源于短切碳纤维束的碳纤维的质量在cfrp的质量中所占的比率。例如,在制造碳纤维预浸料时,在含浸用树脂组合物中配合有磨碎碳纤维的情况下,在计算该碳纤维预浸料的碳纤维含量时,磨碎碳纤维的质量不包含在碳纤维的质量中。
[0094]
本发明的实施方式之一涉及cfrp结构体。
[0095]
形成实施方式所涉及的cfrp结构体的cfrp的碳纤维含量为60质量%以上,可以为70质量%以上。该cfrp的碳纤维含量没有特别上限,从生产效率的观点出发,可以设定为85质量%以下、80质量%以下或75质量%以下。
[0096]
实施方式所涉及的cfrp结构体优选没有厚度低于4mm的部分。
[0097]
实施方式所涉及的cfrp结构体可以具有板状的部分、管状的部分、棒状的部分以及中空的部分中的至少任一种。实施方式所涉及的cfrp结构体可以不包含与板状的部分、管状的部分、棒状的部分以及中空的部分中的任一种均不对应的部分。
[0098]
板状的部分可以平坦,也可以弯曲。
[0099]
管状的部分可以笔直,也可以弯曲。管状的部分的横截面形状没有限定,可以为圆、半圆、椭圆、矩形、多边形等。
[0100]
管状的部分的厚度的含义是,管壁的厚度。
[0101]
棒状的部分可以笔直,也可以弯曲。棒状的部分的横截面形状没有限定,可以为圆、半圆、楕圆、矩形、多边形等。
[0102]
棒状的部分的厚度的含义是,该部分的横截面的最小宽度。
[0103]
中空的部分包含空洞和围绕其的壁。空洞的形状没有限定。
[0104]
中空的部分的厚度的含义是,壁的厚度。
[0105]
图1中示出立体图、图2中示出俯视图的结构体100具有实施方式所涉及的cfrp结构体可具备的结构,即在基板110的一面侧配置有多个凸台112和多个肋体114的结构。所有凸台112和所有肋体114以及基板110由cfrp一体地成型。
[0106]
结构体100没有厚度低于4mm的部分。换一种说法,结构体100中,基板110的厚度t
100
、各凸台112的厚度t
112
、各肋体114的厚度t
114
均为4mm以上。
[0107]
这里所说的凸台112的厚度t
112
和肋体114的厚度t
114
为最小厚度,即厚度最小的部分的厚度。例如,以设置拔模斜度为目的而将凸台112和肋体114的厚度设计成随着远离基板110而变小的情况下,将距离基板110最远的部分的厚度看作是凸台112和肋体114的厚度。
[0108]
实施方式所涉及的cfrp结构体由碳纤维预浸料通过例如压缩成型法来成型。
[0109]
形成使用压缩成型法成型的cfrp结构体的cfrp的碳纤维含量与材料中使用的碳纤维预浸料的碳纤维含量等同。因此,例如碳纤维含量为约60质量%的cfrp可以通过在将碳纤维含量为约60质量%的碳纤维预浸料加压的同时使其固化来获得。
[0110]
实施方式所涉及的cfrp结构体的成型中使用的碳纤维预浸料可通过用树脂组合物含浸由单丝数3k以下的短切碳纤维束形成的碳纤维垫的方法来制造。该碳纤维垫可以在不损害发明效果的范围内包含单丝数大于3k的短切碳纤维束。该碳纤维垫中的单丝数大于3k的短切碳纤维束的含量优选低于1质量%,更优选为0.7质量%以下。
[0111]
碳纤维束的单丝数多以1000根为单位来表示,例如,单丝数3k的短切碳纤维束的
含义是,包含约3000根单丝的短切碳纤维束。
[0112]
碳纤维预浸料没有限定,优选为smc(片状模塑料)。
[0113]
以下参照图3来说明可用于实施方式所涉及的cfrp结构体的成型的smc的典型的制造方法。
[0114]
从碳纤维卷材p拉出连续碳纤维束10,送至旋切机1。
[0115]
连续碳纤维束10被旋切机1切断而成为短切碳纤维束20。
[0116]
在旋切机1的下方行进的第一载体膜51的上表面,设有通过用具备刮刀的第一涂布机2a涂布第一树脂糊剂40a而形成的第一树脂糊剂层41。
[0117]
第一树脂糊剂40a包含添加有增稠剂的热固性树脂组合物,其25℃时的粘度为例如10pa
·
s以下。
[0118]
通过切断连续碳纤维束10而产生的短切碳纤维束20落在第一树脂糊剂层41上并堆积,形成碳纤维垫30。
[0119]
接着碳纤维垫30的形成,通过在第一载体膜51的上表面侧贴合第二载体膜52而形成层叠体60。在贴合之前,在第二载体膜52的一面设置通过用具备刮刀的第二涂布机2b涂布第二树脂糊剂40b而形成的第二树脂糊剂层42。第二树脂糊剂40b通常包含具有与第一树脂糊剂相同或实质相同的组成的热固性树脂组合物。
[0120]
层叠体60的形成按照在第一载体膜51与第二载体膜52之间夹持第一树脂糊剂层41、碳纤维垫30以及第二树脂糊剂层42的方式进行。
[0121]
为了使碳纤维垫30被第一树脂糊剂40a和第二树脂糊剂40b含浸,层叠体60会用含浸机3加压。
[0122]
通过了含浸机3的层叠体60缠绕于线轴。只要将层叠体60连同线轴一起加热并保持一定时间来使第一树脂糊剂40a和第二树脂糊剂40b充分增稠,就会完成smc。增稠后的树脂糊剂在25℃时的粘度为例如1000pa
·
s以上100000pa
·
s以下。
[0123]
该smc制造方法中,为了由单丝数3k以下的短切碳纤维束形成碳纤维垫30,例如,对于作为起始材料的连续碳纤维束10,使用单丝数为3k以下的碳纤维束。
[0124]
优选的方法中,在短切之前的任意阶段,在连续碳纤维束10上沿长度方向交替且周期性地设置未分割部和分割部,在分割部中,纤维束被分割(split)为多个子束。换言之,连续碳纤维束10在被部分分割成子束的基础上进行短切。
[0125]
该方法可以在12k、15k、18k、24k、48k、50k等连续碳纤维束10的单丝数为10k以上时特别优选采用。分割部中的子束的平均单丝数设为3k以下,优选设为2.5k以下。
[0126]
当将单丝数n的连续碳纤维束部分分割为n根子束时,n/n为子束的平均单丝数。
[0127]
分割部的长度通常为50cm以上,没有特别上限,考虑到连续碳纤维束的操作容易性,可以设定为例如3m以下、2m以下或1m以下。只要不对连续碳纤维束的操作产生妨碍,未分割部越短越优选。未分割部在连续碳纤维束整体中所占的比例优选为1%以下,更优选为0.7%以下。
[0128]
例如,连续碳纤维束10的单丝数为18k,在短切之前将其部分分割为9根子束时,碳纤维垫30由平均单丝数2k的短切碳纤维束形成。
[0129]
具备将连续碳纤维束部分分割为多个子束的机构的smc制造装置例如在国际公开wo2019/194090号中公开。优选的例子中,初始材料的连续碳纤维束10可以预先在另外单独
工序中被部分分割为多个子束。
[0130]
形成碳纤维垫30的单丝数3k以下的短切碳纤维束无需全部具有相同的单丝数。碳纤维垫可以由3k以下的各种单丝数的短切碳纤维束形成。
[0131]
形成碳纤维垫30的短切碳纤维束20的单丝数优选为0.5k以上,更优选为1k以上。其理由是,单丝数为0.5以上的碳纤维束容易维持笔直性,显示相对高的增强效果。并非不允许碳纤维垫含有单丝数低于1k或低于0.5k的短切碳纤维束。
[0132]
短切碳纤维束20的纤维长度例如为5mm~100mm,典型地为约13mm(约0.5英寸)、约25mm(约1英寸)或约50mm(约2英寸)。
[0133]
短切碳纤维束20的形状为扁平,虽没有限定,但典型地,厚度为0.05mm~0.2mm,与纤维方向垂直的方向的最大宽度为1mm~5mm。
[0134]
俯视短切碳纤维束20时,各末端可以与纤维方向垂直地切断,或者可以相对于纤维方向以90度以外的角度切断。
[0135]
smc的碳纤维含量为60质量%以上,可以为70质量%以上,没有特别上限,但从生产效率的观点出发,可设定为85质量%以下、80质量%以下或75质量%以下。
[0136]
虽没有限定,但smc的目付(每单位面积的质量)可以为例如500g/m2~5000g/m2。待制造的smc的碳纤维含量越多、此外形成碳纤维垫的短切碳纤维束的单丝数越少,则含浸速度越降低,因此使目付变小时容易制造。
[0137]
有利的例子中,在第一树脂糊剂40a和第二树脂糊剂40b中配合的热固性树脂为乙烯基酯树脂和不饱和聚酯树脂中的至少一者,优选为两者。
[0138]
另一有利的例子中,在第一树脂糊剂40a和第二树脂糊剂40b中配合的热固性树脂为环氧树脂。
[0139]
实施方式所涉及的cfrp结构体即便在不特别含有具有阻燃化效果的成分时,也显示比较良好的阻燃性。即,实施方式所涉及的cfrp结构体即便在不含有卤素(f、cl、br、i)、磷(p)和锑(sb)中的任一种时,也显示比较良好的阻燃性。
[0140]
具有阻燃化效果的成分是指阻燃剂以及卤素化树脂。卤素化树脂是指分子内具有卤素基的树脂。
[0141]
卤素、磷和锑均是代表性阻燃剂中所含的元素。
[0142]
实施方式所涉及的cfrp结构体的一部分或全部的厚度为3mm以下时,其阻燃性与没有厚度低于4mm的部分时相比降低。
[0143]
为了补充阻燃性的目的、确实地表现阻燃性的目的或进一步提高阻燃性的目的,实施方式所涉及的cfrp结构体可以添加阻燃剂。
[0144]
为了在实施方式所涉及的cfrp结构体中添加阻燃剂,例如在由smc成型出该结构体的情况下,只要在该smc所使用的热固性树脂组合物中配合阻燃剂即可。
[0145]
实施方式所涉及的cfrp结构体中可添加的阻燃剂没有特别限定,可以从以往一直用于高分子材料的阻燃化的磷系阻燃剂、卤素系阻燃剂、氮系阻燃剂以及无机系阻燃剂中适宜选择。
[0146]
以下记载作为阻燃剂熟知的化合物的典型例。
[0147]
磷系阻燃剂的例子是磷酸三甲酯、磷酸三乙酯、磷酸三丁酯、磷酸三辛酯、磷酸三丁氧基乙酯、磷酸三苯酯、磷酸三甲苯酯、磷酸甲苯基二苯酯、磷酸辛基二苯酯、芳香族聚磷
酸酯等非卤素磷酸酯,以及磷酸三(氯乙基)酯、磷酸三(二氯丙基)酯、磷酸三(氯丙基)酯、双(2,3-二溴丙基)-2,3-二氯丙基磷酸酯、三(2,3-二溴丙基)磷酸酯、磷酸双(氯丙基)辛酯、卤代烷基聚磷酸酯、卤代烷基聚膦酸酯等卤代磷酸酯。
[0148]
磷系阻燃剂的另一例子是次膦酸金属盐。这里所说的次膦酸金属盐不仅为没有有机基的次膦酸的金属盐,还包括二苯基次膦酸、单苯基次膦酸、二烷基次膦酸、单烷基次膦酸、烷基苯基次膦酸之类的有机次膦酸的金属盐,除此以外还包括甲烷(二甲基次膦酸)、苯-1,4-二(甲基次膦酸)之类的二次膦酸的金属盐。
[0149]
作为二烷基次膦酸的例子,可以举出二甲基次膦酸、乙基甲基次膦酸、二乙基次膦酸、甲基正丙基次膦酸。作为单烷基次膦酸的例子,可以举出甲基次膦酸、乙基次膦酸、正丙基次膦酸。作为烷基苯基次膦酸的例子,可以举出甲基苯基次膦酸。
[0150]
次膦酸金属盐可以是次膦酸铝盐、次膦酸锌盐、次膦酸钙盐、次膦酸镁盐等,但没有限定。
[0151]
磷系阻燃剂的又一例子是红磷、聚磷酸铵、磷酸三聚氰胺、磷酸胍、磷酸胍脲等。
[0152]
卤素系阻燃剂的例子是六溴苯、六溴二苯基醚、三溴苯酚、十溴二苯基醚、二溴甲苯基缩水甘油基醚、十溴二苯醚、四溴双酚a、四溴双酚a衍生物[四溴双酚a环氧低聚物、四溴双酚a碳酸酯低聚物、四溴双酚a双(二溴丙基醚)、四溴双酚a双(芳基醚)等]、双(五溴苯基)乙烷、1,2-双(2,4,6-三溴苯氧基)乙烷、2,4,6-三(2,4,6-三溴苯氧基)-1,3,5-三嗪、溴化聚苯醚、溴化聚苯乙烯、多溴化苯乙烯、溴化聚乙烯、乙烯双四溴邻苯二甲酰亚胺、六溴环十二烷、丙烯酸六溴苄基酯、丙烯酸五溴苄基酯、溴化环氧化合物(溴化苯酚类与环氧氯丙烷反应而得的单环氧化合物)、氯化石蜡、氯化聚乙烯等。
[0153]
氮系阻燃剂的例子是三聚氰胺氰尿酸酯之类的三聚氰胺化合物、胍化合物、三嗪化合物、磷酸铵、碳酸铵等。
[0154]
无机系阻燃剂的例子是三氧化锑、锑酸钠、氢氧化铝、碳酸钙等。
[0155]
作为阻燃剂例示的上述化合物可以单独使用一种,也可以将两种以上组合使用。优选例中,实施方式所涉及的cfrp结构体中添加的阻燃剂从不含卤素的化合物中选择。
[0156]
为了补充实施方式所涉及的cfrp结构体的阻燃性的目的、确实地表现阻燃性的目的或进一步提高阻燃性的目的,可以代替添加阻燃剂或在添加阻燃剂的基础上,在实施方式所涉及的cfrp结构体的材料中使用卤素化树脂。卤素化树脂中,溴化树脂在实现上述目的的基础上特别有效。
[0157]
例如由smc成型出实施方式所涉及的cfrp结构体的情况下,该smc所使用的热固性树脂组合物中可以配合具有溴基的热固性树脂。
[0158]
具有溴基的热固性树脂的优选例是溴化双酚a型乙烯基酯树脂和溴化双酚a型环氧树脂。
[0159]
溴化双酚a型乙烯基酯树脂可以与溴化酚醛清漆型乙烯基酯树脂并用,另外,可以与非溴化乙烯基酯树脂和非溴化不饱和聚酯树脂中的任一者或两者一起配合于热固性树脂组合物。
[0160]
溴化双酚a型环氧树脂可以与溴化酚醛清漆型环氧树脂并用,另外,可以与非溴化环氧树脂一起配合于热固性树脂组合物。
[0161]
变形实施方式中,可以在将实施方式所涉及的cfrp结构体的一部分或全部的厚度
设为低于4mm的同时在其厚度低于4mm的部分添加阻燃剂。可以在添加阻燃剂的基础上或代替添加阻燃剂,在其厚度低于4mm的部分使用卤素化树脂。
[0162]
以下,记载本发明人等进行的实验的结果。
[0163]
实验中,制作smc,由该smc通过压缩成型法成型出cfrp板,用从该cfrp板切出的试验片进行燃烧性试验。
[0164]
详细的顺序如下。
[0165]
[实验1]
[0166]
(smc的制作)
[0167]
使用通常的smc制造装置,按照以下顺序制作smc。
[0168]
首先,在聚乙烯制的第一载体膜的单面均匀涂布热固性树脂组合物糊剂,接着,在第一载体膜的涂布了上述热固性树脂组合物糊剂的面上散布短切碳纤维束而形成碳纤维垫。
[0169]
热固性树脂组合物糊剂在另外单独工序中通过配合乙烯基酯树脂、不饱和聚酯树脂、苯乙烯、增稠剂、聚合引发剂以及阻聚剂而调制。短切碳纤维束是利用设置于行进的载体膜的上方的旋切机从连续碳纤维束切出约2.5cm的长度而成。
[0170]
涂布于载体膜的热固性树脂组合物糊剂的量以及对旋切机的连续碳纤维束的供给量考虑想要制造的smc的碳纤维含量来调节。
[0171]
接着,将行进的第一载体膜与在单面均匀涂布了相同的热固性树脂组合物糊剂的聚乙烯製的第二载体膜重合,用辊加压,由此得到在第一载体膜和第二载体膜之间夹持有由热固性树脂组合物糊剂含浸的碳纤维垫的层叠体。
[0172]
将该层叠体在25℃保持7天而完成smc。
[0173]
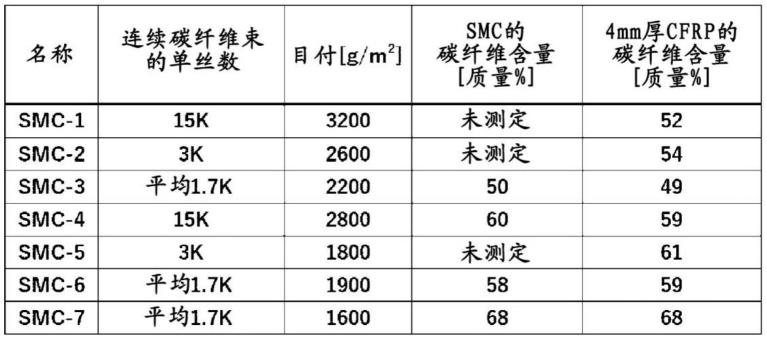
所制作的smc为下述表1所示的7种。
[0174]
[表1]
[0175][0176]
表1中,连续碳纤维束的单丝数是指原料中使用的连续碳纤维束的单丝数。在smc-3、smc-6和smc-7的制造中,将单丝数15k的连续碳纤维束部分分割成9根子束后使用,因而子束的平均单丝数为1.7k。上述连续碳纤维束中,各分割部的长度为700mm,各未分割部的长度为5mm,因此未分割部在连续碳纤维束整体中所占的比例为0.7%。
[0177]
表1所示的smc的碳纤维含量通过如下方法求出:用有机溶剤从200mm见方的smc片中使热固性树脂组合物溶解而除掉,将剩余的碳纤维的重量除以该smc片的重量进行计算。
[0178]
表1所示的4mm厚cfrp的碳纤维含量是使用压缩成型法由各smc制作的4mm厚的
cfrp片中的基于比重测定而求出的碳纤维含量。
[0179]
(燃烧性试验)
[0180]
由smc-1~smc-7分别在温度140℃成型出厚度2mm、3mm或4mm的cfrp板。成型时间设为(t 1)分钟(其中,t为以mm单位表示的cfrp的厚度),因此厚度2mm的cfrp板的成型时间为3分钟,厚度3mm的cfrp板的成型时间为4分钟,厚度4mm的cfrp板的成型时间为5分钟。
[0181]
cfrp板的厚度通过层叠smc来进行调节。
[0182]
从所得的cfrp板分别切出长度125mm、宽度13mm的试验片1片,使用其进行垂直燃烧性试验。
[0183]
垂直燃烧性试验的条件参考20mm垂直燃烧性试验(iec60695-11-10b法、astm d3801)。
[0184]
具体地,将试验片保持垂直,使下端与燃烧器的火焰接触10秒后,去掉燃烧器的火焰,测定试验片点燃后的火苗熄灭为止的时间。接着,在与火苗熄灭的同时进行10秒第2次的火焰接触,与第1次同样地操作,测定点燃的火苗熄灭为止的时间。没有特别进行试验片的前处理。
[0185]
各试验片的阻燃性按照以下3个级别进行评价。
[0186]
优:合计燃烧时间为10秒以下。
[0187]
良:合计燃烧时间为30秒以下。
[0188]
不良:合计燃烧时间大于30秒。
[0189]
垂直燃烧性试验的结果如表2所示。
[0190]
[表2]
[0191] smc厚度[mm]阻燃性试验片1smc-12不良试验片2smc-72不良试验片3smc-53不良试验片4smc-63不良试验片5smc-73不良试验片6smc-14不良试验片7smc-24良试验片8smc-34不良试验片9smc-44良试验片10试验片11smc-5smc-644优优试验片12smc-74优
[0192]
如表2所示,阻燃性的评价为优或良的仅是厚度4mm的试验片。特别是,阻燃性的评价为优的仅是由原料使用了单丝数3k的连续碳纤维束的smc-5制作的试验片10以及由原料使用了部分分割为9根的单丝数15k的连续碳纤维束的smc-6和smc-7分别制作的试验片11和试验片12。
[0193]
使用试验片1~试验片12的燃烧性试验中均没有观察到滴落物。
[0194]
[实验2]
[0195]
作为热固性树脂组合物,使用环氧树脂组合物来代替乙烯基酯树脂组合物,除此以外,与实验1同样地制作smc(以下称为“smc-8”)。
[0196]
环氧树脂组合物中,配合了环氧树脂、固化剂、固化助剂以及增稠剂。调制的环氧树脂组合物中,双酚a型环氧树脂[三菱化学制jer(注册商标)827]占总质量的80%。
[0197]
作为连续碳纤维束,与smc-3、smc-6和smc-7中使用的碳纤维束相同,使用将单丝数15k的连续碳纤维束部分分割成9根子束而成的碳纤维束(平均单丝数1.7k)。制作的smc-8的碳纤维含量为61质量%。另外,由smc-8制作的4mm厚的cfrp片中的基于比重测定而求出的短切碳纤维含量为62质量%。
[0198]
由smc-8在温度130℃成型出厚度2mm、3mm或4mm的cfrp板。成型时间设为(t
×
3)分钟(其中,t为以mm单位表示的cfrp的厚度),因此厚度2mm的cfrp板的成型时间为6分钟,厚度3mm的cfrp板的成型时间为9分钟,厚度4mm的cfrp板的成型时间为12分钟。
[0199]
cfrp板的厚度通过层叠smc来进行调节。
[0200]
从cfrp板切出试验片,与实验1同样地进行垂直燃烧性试验,结果如表3所示。使用任一试验片的燃烧性试验中均没有观察到滴落物。
[0201]
[表3]
[0202] smc厚度[mm]阻燃性试验片21smc-82不良试验片22smc-83良试验片23smc-84优
[0203]
作为参考,在ul94标准中,合计燃烧时间10秒以下是ul94 v-0认证的必要条件,合计燃烧时间30秒以下是ul94 v-1以及v-2认证的必要条件。
[0204]
另外,ul94标准中,置于试验片之下的棉花没有被滴落物引燃是ul94 v-0认证和ul94 v-1认证的必要条件。
[0205]
以上,结合具体的实施方式对本发明进行了说明,但各实施方式是作为例子而提供的,并不限定本发明的范围。本说明书中记载的各实施方式在不脱离发明的主旨的范围内可以进行各种变形,并且在可实施的范围内可以与通过其他实施方式说明的特征进行组合。
[0206]
产业上的可利用性
[0207]
实施方式所涉及的cfrp结构体可以在航空器、无人航空器、汽车、铁路车辆、船舶等各种运输设备、工业设备、医疗设备、福利/护理用品、住房设备机器、体育用品等各种各样的设备、用品中使用。
[0208]
符号说明
[0209]1ꢀꢀꢀꢀ
旋切机
[0210]
2a
ꢀꢀꢀ
第一涂布机
[0211]
2b
ꢀꢀꢀ
第二涂布机
[0212]3ꢀꢀꢀꢀ
含浸机
[0213]
10
ꢀꢀꢀ
连续碳纤维束
[0214]
20
ꢀꢀꢀ
短切碳纤维束
[0215]
30
ꢀꢀꢀ
碳纤维垫
[0216]
40a
ꢀꢀ
第一树脂糊剂
[0217]
40b
ꢀꢀ
第二树脂糊剂
[0218]
41
ꢀꢀꢀ
第一树脂糊剂层
[0219]
42
ꢀꢀꢀ
第二树脂糊剂层
[0220]
51
ꢀꢀꢀ
第一载体膜
[0221]
52
ꢀꢀꢀ
第二载体膜
[0222]
60
ꢀꢀꢀ
层叠体。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。