1.本实用新型涉及螺丝加工装置领域,具体涉及一种自动出料的螺丝打头机。
背景技术:
2.螺丝打头机属于冷镦设备,功能为冲一模二冲产品,主要是螺丝产品的头部成形之用,其工作原理为线材调直、进线、剪断、送料入主模,一冲初锻,二冲成形坯料退出,其工作一气呵成,每分钟产能可达到200粒左右,且在打头完成过后进行自动出料,极为方便。
3.在打头机工作过程中,需要在钢丝进行机器内部前利用打头机表面的矫直结构对钢丝进行矫直处理,以保证成型质量的,但现有打头机需要对不同直径的钢丝进行矫直时,需要借助其他工具对矫直结构进行调节,极为不便,印象打头效率。
技术实现要素:
4.本实用新型的目的在于:为解决上述背景技术中提出的问题,本实用新型提供了一种自动出料的螺丝打头机。
5.本实用新型为了实现上述目的具体采用以下技术方案:
6.一种自动出料的螺丝打头机,包括打头机本体,所述打头机本体的上端固定有控制器,所述控制器的侧边固定有防护门,所述打头机本体的外表面固定有出料口,所述出料口的上端固定有支撑板,所述打头机本体的表面固定有输入口,所述支撑板的上端设置有矫直结构。
7.进一步地,所述矫直结构包括固定在支撑板上端的安装架体,所述安装架体内壁开设有滑动槽,所述安装架体的下端固定有去驱动电机,所述驱动电机的端部固定有一号皮带轮,所述滑动槽的内部通过轴承连接有二号皮带轮,所述一号皮带轮与二号皮带轮之间通过传动皮带连接,所述二号皮带轮的上端固定有双向螺纹杆,所述双向螺纹杆与安装架体之间通过轴承连接,所述双向螺纹杆的表面套设有调节块,所述调节块与双向螺纹杆之间为螺纹连接,所述调节块位于双向螺纹杆的表面呈对称排布,所述滑动槽的底部开设有限位槽,所述调节块的端部位于限位槽的内部,所述调节块的端部固定有矫直辊,所述矫直辊与调节块之间通过安装组件连接。
8.进一步地,所述调节块的端部固定有滚轮,所述滚轮的表面与限位槽的底部相贴合。
9.进一步地,所述安装架体的上端固定有限位板,所述限位板的表面固定于限位螺栓,所述限位螺栓的端部与双向螺纹杆相对应。
10.进一步地,所述安装组件包括开设于调节块端部的安装槽,所述矫直辊的端部位于安装槽的内部,所述安装槽的底部固定有加固弹簧,所述加固弹簧的端部固定与抵触板,所述调节块的表面固定有固定螺栓。
11.进一步地,所述抵触板的表面固定有定位柱,所述矫直辊的端部开设有定位槽,所述定位柱与定位槽相适配,在安装矫直辊时,通过定位柱配合定位槽能够更加精准的对矫
直辊进行安装,提高安装效率。
12.本实用新型的有益效果如下:
13.1、本实用新型,在需要对不同直径的钢丝进行矫直并制作螺丝时,通过调节矫直结构能够调节两组矫直辊之间的间距,进而能够使其适用于不同直径的钢丝,且调节不需要借助其他工具,较为方便,提高打头的效率。
14.2、本实用新型,矫直辊与矫直结构之间通过安装组件连接,当长时间使用矫直辊导致矫直辊表面出现损坏需要更换时,更环过程较为简答,提高更换效率,降低更换矫直辊对螺丝打头的影响。
附图说明
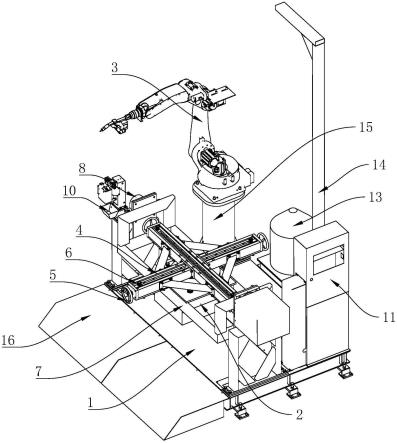
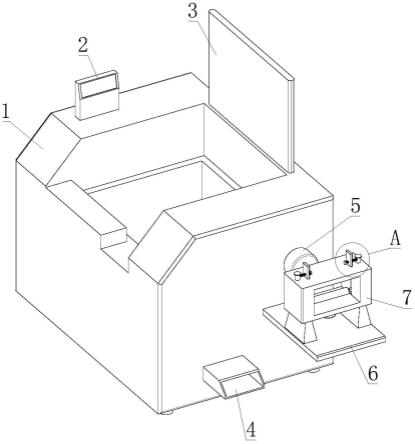
15.图1是本实用新型中打头机本体的立体结构示意图;
16.图2是本实用新型中矫直结构的剖视图;
17.图3是本实用新型图1中a处放大图;
18.图4是本实用新型图2中b处放大图。
19.附图标记:1、打头机本体;2、控制器;3、防护门;4、出料口;5、输入口;6、支撑板;7、矫直结构;8、限位板;9、限位螺栓;10、安装组件;701、安装架体;702、滑动槽;703、驱动电机;704、一号皮带轮;705、二号皮带轮;706、传动皮带;707、双向螺纹杆;708、调节块;709、矫直辊;710、限位槽;711、滚轮;101、安装槽;102、加固弹簧;103、抵触板;104、固定螺栓;105、定位柱;106、定位槽。
具体实施方式
20.为使本实用新型实施例的目的、技术方案和优点更加清楚,下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述。
21.如图1-4所示,一种自动出料的螺丝打头机,包括打头机本体1,打头机本体1的上端固定有控制器2,控制器2的侧边固定有防护门3,打头机本体1的外表面固定有出料口4,出料口4的上端固定有支撑板6,打头机本体1的表面固定有输入口5,支撑板6的上端设置有矫直结构7,在一些实施例中,在打头机本体1使用过程中需要对不同直径的钢丝进行矫直并制作螺丝时,需要对矫直辊709之间间距进行调整,通过调节矫直结构7能够快速调节两组矫直辊709之间的间距,调节不需要借助其他工具,较为方便,更具体的为,在对钢丝进行打头操作过程过程中,通过矫直结构7能够对钢丝进行矫直处理,同时在需要对不同直径的钢丝进行矫直并制作螺丝时,通过调节矫直结构7能够调节两组矫直辊709之间的间距,进而能够使其适用于不同直径的钢丝,且调节不需要借助其他工具,较为方便,提高打头的效率。
22.如图2、3所示,矫直结构7包括固定在支撑板6上端的安装架体701,安装架体701内壁开设有滑动槽702,安装架体701的下端固定有去驱动电机703,驱动电机703的端部固定有一号皮带轮704,滑动槽702的内部通过轴承连接有二号皮带轮705,一号皮带轮704与二号皮带轮705之间通过传动皮带706连接,二号皮带轮705的上端固定有双向螺纹杆707,双向螺纹杆707与安装架体701之间通过轴承连接,双向螺纹杆707的表面套设有调节块708,调节块708与双向螺纹杆707之间为螺纹连接,调节块708位于双向螺纹杆707的表面呈对称
排布,滑动槽702的底部开设有限位槽710,调节块708的端部位于限位槽710的内部,调节块708的端部固定有矫直辊709,矫直辊709与调节块708之间通过安装组件10连接,在对不同直径的钢丝进行加工时,需要对两组矫直辊709之间的间距进行调整,通过开启驱动电机703,使其正转或者反转,从而使双向螺纹杆707表面的调节块708相向运动或者相对运动,从而能够调节两组矫直辊709之间的间距,调节较为方便,更有利于对不同直径的钢丝进行矫直,提高打头机的使用效果。
23.如图2、3所示,调节块708的端部固定有滚轮711,滚轮711的表面与限位槽710的底部相贴合,在调节块708移动时,通过滚轮711能够提高调节块708移动的顺滑性,从而能够更有利于对两组矫直辊709的间距调整。
24.如图2、3所示,安装架体701的上端固定有限位板8,限位板8的表面固定于限位螺栓9,限位螺栓9的端部与双向螺纹杆707相对应,在调整好两组矫直辊709后,转动限位螺栓9,利用限位螺栓9对双向螺纹杆707进行限位固定,提高双向螺纹杆707的牢固性,降低调节块708受力对螺纹杆的影响。
25.如图4所示,安装组件10包括开设于调节块708端部的安装槽101,矫直辊709的端部位于安装槽101的内部,安装槽101的底部固定有加固弹簧102,加固弹簧102的端部固定与抵触板103,调节块708的表面固定有固定螺栓104,当矫直辊709长期使用出现损坏需要进行更换时,将固定螺栓104取下,然后手握矫直辊709向一端推动,从而对加固弹簧102挤压,从而使矫直辊709的一端与调节块708相分离,然后再将另一端取即可,然后将新的矫直管辊取出,使其一端与安装槽101相对应,并推动矫直辊709,从而能够将矫直辊709的另一端与调节块708相连接,最后再利用固定螺栓104进行固定即可。
26.如图4所示,抵触板103的表面固定有定位柱105,矫直辊709的端部开设有定位槽106,定位柱105与定位槽106相适配,在安装矫直辊709时,通过定位柱105配合定位槽106能更加精准的对矫直辊709进行安装,同时能够起到进一步限位的作用,提高固定效果。
27.对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本实用新型。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本实用新型的精神或范围的情况下,在其它实施例中实现。因此,本实用新型将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。