micro-usb双送料自动组装及自动检测机
技术领域
1.本实用新型涉及micro-usb组装及检测技术领域,尤其涉及micro-usb双送料自动组装及自动检测机。
背景技术:
2.在micro-usb产品的生产过程中,需要对micro-usb进行组装和检测,现有技术中,micro-usb产品多为组装机及检测机分段组装,这样的生产方式,使得投入生产的人工较多,浪费人力资源,同时容易使得针脚发生变形,从而导致micro-usb产品发生损坏,返工不良率高,从而造成生产成本升高,同时这样的机器适用范围受到的限制较多,无法兼容多款产品,不方便重复利用。
技术实现要素:
3.本实用新型的目的是为了解决现有技术中存在的缺点,而提出的micro-usb双送料自动组装及自动检测机。
4.为了实现上述目的,本实用新型采用了如下技术方案:micro-usb双送料自动组装及自动检测机,包括工作桌,所述工作桌的两端均设置有放置架,所述放置架的上表面设置有胶芯振盘自动供料模组,所述工作桌的上表面设置有自动送料模组,所述工作桌的上表面设置自动送、切、插针模组,所述工作桌的上表面设置有铁壳振盘自动供料模组,所述工作桌的上表面设置有气缸错位送料模组,所述放置架的上表面设置有半成品振盘自动收料供料模组,所述放置架的一侧侧壁设置有安装架,所述安装架的上表面固定安装有固定框,所述安装架的上表面设置有电测检测模组,所述安装架的上表面设置有ccd尺寸检测模组,所述安装架的上表面设置有成品接收工位。
5.为了提升micro-usb的组装速率,本实用新型改进有,所述自动送、切、插针模组的数量为六组,六组所述自动送、切、插针模组呈阵列状设置在工作桌的上表面。
6.为了实现对micro-usb进行组装的功能,本实用新型改进有,所述自动送、切、插针模组包括调节轨道模组、切料气缸、气缸插针模组、气缸送料模组和压端机构。
7.为了方面对不合格的micro-usb进行下料,本实用新型改进有,所述电测检测模组的一侧侧壁设置有电测检测不良品排出工位,所述ccd尺寸检测模组的一侧侧壁设置有ccd尺寸不良排出工位。
8.为了方便对机器进行控制,本实用新型改进有,所述固定框的外表面固装有人机操作箱,所述固定框的外表面装有显示屏。
9.为了方便将micro-usb放入固定框的内部,本实用新型改进有,所述固定框相远离的两侧侧壁分别开设有进料口和出料口,所述半成品振盘自动收料供料模组通过进料口延伸至固定框的内部,所述成品接收工位通过出料口延伸至固定框的外部。
10.有益效果
11.与现有技术相比,本实用新型的优点和积极效果在于,
12.本实用新型中,通过设置工作桌、放置架、胶芯振盘自动供料模组、自动送料模组、自动送、切、插针模组、铁壳振盘自动供料模组、气缸错位送料模组、半成品振盘自动收料供料模组、安装架、固定框、电测检测模组、电测检测不良品排出工位、ccd尺寸检测模组、ccd尺寸不良排出工位、人机操作箱、显示屏和成品接收工位,实现了对micro-usb产品同时进行组装和检测的功能,从而节省人力资源,还可以防止针脚发生变形,从而避免micro-usb产品发生损坏,降低返工不良率,从而降低生产成本,同时提升了机器的适用范围。
附图说明
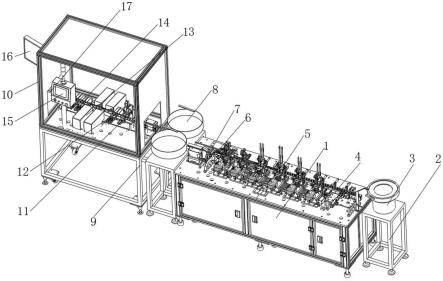
13.图1为本实用新型提出micro-usb双送料自动组装及自动检测机的立体结构示意图;
14.图2为本实用新型提出micro-usb双送料自动组装及自动检测机的部分结构示意图;
15.图3为本实用新型提出micro-usb双送料自动组装及自动检测机的侧视结构示意图;
16.图4为本实用新型提出micro-usb双送料自动组装及自动检测机的俯视结构示意图。
17.图例说明:
18.1、工作桌;2、放置架;3、胶芯振盘自动供料模组;4、自动送料模组;5、自动送、切、插针模组;6、铁壳振盘自动供料模组;7、气缸错位送料模组;8、半成品振盘自动收料供料模组;9、安装架;10、固定框;11、电测检测模组;12、电测检测不良品排出工位;13、ccd尺寸检测模组;14、ccd尺寸不良排出工位;15、人机操作箱;16、显示屏;17、成品接收工位。
具体实施方式
19.为了能够更清楚地理解本实用新型的上述目的、特征和优点,下面结合附图和实施例对本实用新型做进一步说明。需要说明的是,在不冲突的情况下,本技术的实施例及实施例中的特征可以相互组合。
20.在下面的描述中阐述了很多具体细节以便于充分理解本实用新型,但是,本实用新型还可以采用不同于在此描述的其他方式来实施,因此,本实用新型并不限于下面公开说明书的具体实施例的限制。
21.请参阅图1-4,本实用新型提供一种技术方案:micro-usb双送料自动组装及自动检测机,包括工作桌1,工作桌1的两端均设置有放置架2,放置架2的上表面设置有胶芯振盘自动供料模组3,工作桌1的上表面设置有自动送料模组4,通过设置胶芯振盘自动供料模组3和自动送料模组4,使得机器可以实现自动上料和送料的功能,工作桌1的上表面设置自动送、切、插针模组5,自动送、切、插针模组5包括调节轨道模组、切料气缸、气缸插针模组、气缸送料模组和压端机构,通过设置自动送、切、插针模组5,自动送、切、插针模组5通过调节轨道模组、切料气缸、气缸插针模组、气缸送料模组和压端机构对micro-usb产品进行组装,自动送、切、插针模组5的数量为六组,六组自动送、切、插针模组5呈阵列状设置在工作桌1的上表面,通过设置六组自动送、切、插针模组5,使得机器在同一时间可以对六件micro-usb产品进行组装,提升了micro-usb产品的组装速率,工作桌1的上表面设置有铁壳振盘自
动供料模组6,工作桌1的上表面设置有气缸错位送料模组7,放置架2的上表面设置有半成品振盘自动收料供料模组8,放置架2的一侧侧壁设置有安装架9,安装架9的上表面固定安装有固定框10,通过设置铁壳振盘自动供料模组6、气缸错位送料模组7和半成品振盘自动收料供料模组8,可以将micro-usb产品输送到安装架9的上表面,使得micro-usb产品进入固定框10的内部。
22.请参阅图1和图4,安装架9的上表面设置有电测检测模组11,电测检测模组11的一侧侧壁设置有电测检测不良品排出工位12,通过设置电测检测模组11对micro-usb产品进行通电检测,检测合格的micro-usb产品继续进行下一道检测,不合格的不良产品通过电测检测不良品排出工位12从机器上排出,安装架9的上表面设置有ccd尺寸检测模组13,ccd尺寸检测模组13的一侧侧壁设置有ccd尺寸不良排出工位14,通过设置ccd尺寸检测模组13,对micro-usb产品的尺寸进行检测,检测合格的micro-usb产品保留在机器上,不合格的不良产品通过ccd尺寸不良排出工位14从机器上排出,固定框10的外表面固装有人机操作箱15,通过设置人机操作箱15对机器进行操作,固定框10的外表面装有显示屏16,通过设置显示屏16对电测和尺寸测试的检测结果进行显示,安装架9的上表面设置有成品接收工位17,固定框10相远离的两侧侧壁分别开设有进料口和出料口,半成品振盘自动收料供料模组8通过进料口延伸至固定框10的内部,成品接收工位17通过出料口延伸至固定框10的外部,通过设置成品接收工位17,通过成品接收工位17将合格的micro-usb产品从机器上排出。
23.工作原理:使用机器对micro-usb产品进行组装时,先将micro-usb产品的金属壳放入胶芯振盘自动供料模组3中,通过胶芯振盘自动供料模组3进行供料,当机器运作时,自动送料模组4对金属壳进行抓取、限位、固定和自动送料,当金属壳经过通过自动送、切、插针模组5时,自动送、切、插针模组5对micro-usb产品进行组装,组装完成后,通过自动送料模组4继续移动,再通过铁壳振盘自动供料模组6、气缸错位送料模组7和半成品振盘自动收料供料模组8将micro-usb产品输送到安装架9的上表面,接着电测检测模组11对micro-usb产品进行通电检测,检测合格的micro-usb产品继续进行下一道检测,不合格的不良产品通过电测检测不良品排出工位12从机器上排出,再由ccd尺寸检测模组13,对micro-usb产品的尺寸进行检测,检测合格的micro-usb产品保留在机器上,不合格的不良产品通过ccd尺寸不良排出工位14从机器上排出,检测完成后,合格的micro-usb产品通过成品接收工位17从机器上排出,完成自动组装和自动检测的功能。
24.以上仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。