1.此处公开的技术涉及对置电极判定方法、对置电极判定装置以及在对置电极判定方法中使用的工具。
背景技术:
2.在专利文献1中,作为测定电极棒的前端形状的方法的一个例子,公开了对电极棒的前端进行拍摄。根据该方法,通过将由光源发出的光线照射到电极棒的前端,能够测定电极棒的前端形状。
3.另外,在专利文献2中,作为测量一对电极间的距离的方法的一个例子,公开了基于预先求出的转换系数和在焊接工件时检测出的电极位置测量两电极间的距离。而且,在该专利文献2中,还公开了基于所测量的两电极间的距离判定有无焊接异常或者检测出电极的磨损量。
4.现有技术文献
5.专利文献
6.专利文献1:日本特开平4-65608号公报
7.专利文献2:日本特开2004-34105号公报
技术实现要素:
8.发明所要解决的课题
9.所述专利文献1及2所公开的一对对置电极必须根据其磨损量等进行更换。然而,各对置电极的前端形状涉及到许多方面,因此为了进行希望的焊接,需要在更换作业后判定一对对置电极是否为正确的组合。
10.作为用于进行这样的判定的方法,例如如所述专利文献1所记载,可考虑对各对置电极的前端形状进行拍摄。然而,所述专利文献1所记载的方法需要相机,因此不利于实现低成本化。另外,使用相机的方法在实现循环时间的缩短方面也不理想。
11.除此之外,也可考虑取代相机而使用各种传感器,但与使用相机的情况相同,在改善制造成本、循环时间等方面不合适。
12.此处公开的技术是鉴于该问题而完成的,其目的在于廉价地并且在短时间内判定一对对置电极的组合的正误。
13.用于解决课题的手段
14.此处公开的技术涉及判定一对对置电极的组合的正误的对置电极判定方法。该对置电极判定方法具备如下工序:使所述一对对置电极朝向被夹持部件移动的工序,该被夹持部件在两侧形成有能够分别供所述一对对置电极插入的承接部,并且固定于规定部位;通过利用所述一对对置电极夹持所述被夹持部件而将该一对对置电极分别插入到所述承接部的工序;测定所述一对对置电极的电极间距离的工序;以及基于所述电极间距离来判
定所述组合的正误的工序。
15.而且,所述承接部构成为根据所述一对对置电极各自的前端形状而使各对置电极的插入容许量不同。
16.这里,“插入容许量”一词表示向承接部插入各对置电极时的各对置电极的插入限度。本公开的承接部使各对置电极的插入容许量根据其前端形状而不同。因此,在将具有规定的前端形状的对置电极插入到承接部时和将具有与其不同的前端形状的对置电极插入到承接部时,向承接部的插入量不同。
17.因而,通过用一对对置电极夹持被夹持部件,并且将各对置电极插入各承接部,可实现与各对置电极的前端形状对应的电极间距离。因此,通过测定该电极间距离,能够判定一对对置电极的组合的正误。
18.所述方法无需相机等设备。因此,根据所述方法,能够廉价地并且在短时间内判定一对对置电极的组合的正误。
19.另外,所述一对对置电极也可以具有相互不同的纵截面。
20.根据该方法,一对对置电极中的一方的前端形状与一对对置电极中的另一方的前端形状不同。因而,例如,通过使用与正确地组合了一对对置电极的情况下的各前端形状对应的承接部,能够更可靠地使错误地组合了一对对置电极的情况下的插入容许量不同。该方法在能够抑制前端形状相互不同的对置电极被弄错这一点特别有效。
21.另外,也可以是,所述一对对置电极分别具有平坦地形成的前端面,所述一对对置电极中的一方的所述前端面的面积与所述一对对置电极中的另一方的所述前端面的面积不同。
22.根据该方法,能够更可靠地使错误地组合了一对对置电极的情况下的插入容许量不同。该方法在能够抑制前端形状相互不同的对置电极被弄错这一点特别有效。
23.另外,也可以是,若将所述承接部中的形成于所述被夹持部件的一侧的承接部设为第一承接部且将形成于该被夹持部件的另一侧的承接部设为第二承接部,则所述第一承接部及所述第二承接部由相互朝向相反方向开口的凹部构成,构成所述第一承接部的凹部的底部与构成所述第二承接部的凹部的底部经由贯通孔连通。
24.根据该方法,例如在将前端为圆形的对置电极插入到第一或者第二承接部时,能够将该对置电极的前端插入到贯通孔之中。与此相对照地,可以构成为:例如在将前端扁平的对置电极插入到第一或者第二承接部时,该对置电极的前端不会进入到贯通孔之中。
25.如此,通过构成为根据对置电极的前端形状来区别能否插入到贯通孔之中,能够更可靠地使各对置电极的插入容许量不同。
26.另外,所述一对对置电极也可以分别由点焊用的棒状电极构成。
27.本公开在使用点焊用的棒状电极作为一对对置电极的情况下特别有效。
28.另外,也可以是,所述被夹持部件的沿着所述一对对置电极的夹持方向的移动被限制。
29.这里,“夹持方向”一词指的是一对对置电极夹持被夹持部件时的各对置电极的移动方向。根据所述方法,通过将一对对置电极固定为如前所述的姿态,能够更准确地测定电极间距离。
30.此处公开的技术还涉及判定一对对置电极的组合的正误的对置电极判定装置。该
对置电极判定装置具备被夹持部件,该被夹持部件在两侧形成有能够分别供所述一对对置电极插入的承接部,并且固定于规定部位,所述对置电极判定装置执行如下工序:通过利用所述一对对置电极夹持所述被夹持部件而将该一对对置电极分别插入到所述承接部的工序;测定所述一对对置电极的电极间距离的工序;以及基于所述电极间距离来判定所述组合的正误的工序;所述承接部构成为根据所述一对对置电极各自的前端形状而使各对置电极的插入容许量不同。
31.根据该结构,不需要相机等设备,能够廉价地并且在短时间内判定一对对置电极的组合的正误。
32.此处公开的技术还涉及用于判定一对对置电极的组合的正误的工具。该工具具备被夹持部件,该被夹持部件在两侧形成有能够分别供所述一对对置电极插入的承接部。所述承接部构成为根据所述一对对置电极各自的前端形状而使各对置电极的插入容许量不同。
33.根据该结构,不需要相机等设备,能够廉价地并且在短时间内判定一对对置电极的组合的正误。
34.发明效果
35.如以上说明那样,根据本公开,能够廉价地并且在短时间内判定一对对置电极的组合的正误。
附图说明
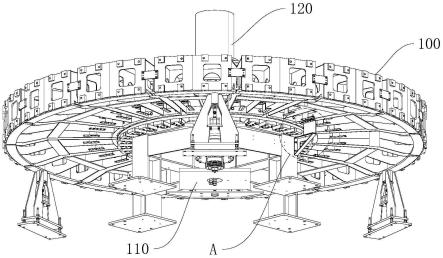
36.图1是例示包含对置电极判定装置的点焊装置的侧视图。
37.图2是例示焊枪的侧视图。
38.图3是对构成工具的基座部件进行例示的三视图。
39.图4是对构成工具的被夹持部件进行例示的二视图。
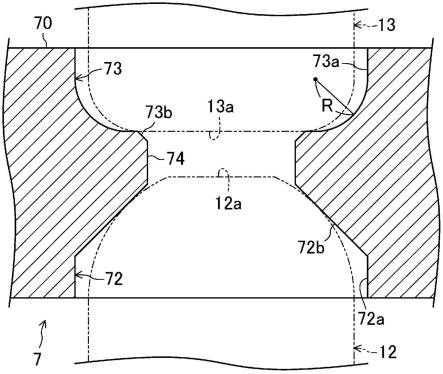
40.图5a是用于说明被夹持部件的详细情况的剖视图。
41.图5b是用于说明被夹持部件的详细情况的剖视图。
42.图6是用于对各对置电极的插入容许量进行说明的图。
43.图7是例示控制器的概略构成的框图。
44.图8是表示对置电极判定方法的具体顺序的流程图。
具体实施方式
45.以下,基于附图对本公开的实施方式进行说明。另外,以下的说明为例示。
46.《整体构成》
47.图1是例示包含对置电极判定装置的点焊装置1的侧视图。另外,图2是例示焊枪3的侧视图。
48.如图1所示,点焊装置1例如具备六轴型的机械手2、安装于机械手2的臂前端的焊枪3、对焊枪3所具有的一对对置电极12、13进行修整研磨的修整器5、设置有用于判定一对对置电极12、13的组合的工具8等的框架部件4和对机械手2、焊枪3及修整器5等进行控制的控制器9。其中,工具8与控制器9构成本实施方式的对置电极判定装置。
49.-机械手2-
50.机械手2例如是具有六个关节轴的多关节机械手。机械手2设置于地板面f上。机械手2具备绕各关节轴驱动各部件的未图示的伺服马达。伺服马达由控制器9控制。
51.-焊枪3-
52.焊枪3具有安装于机械手2的臂前端的基座部件10、固定于基座部件10的大致c形的臂11、安装于臂11的前端的一对对置电极12、13、使另一方的对置电极13相对于一方的对置电极12接触/分离的驱动马达16和检测该驱动马达16的旋转角度及旋转量的编码器17。驱动马达16和编码器17分别与控制器9电连接。
53.详细地说,一对对置电极12、13分别由点焊用的棒状电极构成。一对对置电极12、13中的位于下方的固定电极12安装于杆14的上端,杆14固定在臂11上。该固定电极12可更换地安装于杆14的上端。
54.另外,一对对置电极12、13中的位于上方的可动电极13安装于能够相对于臂11进行相对移动的杆15的下端。可动电极13配置为与固定电极12相向。可动电极13可更换地安装于杆15的下端。
55.安装可动电极13的杆15伴随着驱动马达16的工作而上下移动。通过杆15的移动,使得可动电极13以接近或远离固定电极12的方式移动。此时,编码器17检测驱动马达16的旋转角度及旋转量,由此,控制器9计算可动电极13相对于固定电极12的相对位置、特别是固定电极12与可动电极13之间在夹持方向上的间隔(以下,将其称作“电极间距离”)。控制器9能够执行基于该计算结果的各种控制。
56.另外,如图2所示,一对对置电极12、13具有相互不同的纵截面。详细地说,一对对置电极12、13虽然分别具有平坦地形成的前端面12a、13a,但是在一方的对置电极12与另一方的对置电极13中,前端面12a、13a的面积不同。
57.更详细地说,位于下方的固定电极12具有将其前端平坦地切割而成的半圆状的纵截面(也可参照图5a、5b)。固定电极12的前端面12a沿与夹持方向(上下方向)垂直的平面平坦地延伸。另外,固定电极12具有圆形形状的横截面。
58.另一方面,位于上方的可动电极13具备矩形形状的纵截面,该矩形形状具有带着圆弧的角部(也可参照图5a、5b)。可动电极13的前端面13a沿与夹持方向(上下方向)垂直的平面平坦地延伸。另外,与固定电极12相同,可动电极13具有圆形形状的横截面。
59.而且,从图2以及后述的图5a及图5b可以看出,固定电极12的前端面12a的面积比可动电极13的前端面13a的面积小。
60.如此,位于下方的固定电极12通常应安装半圆状的电极,但电极的更换有可能产生错误,导致像位于上方的可动电极13那样安装上扁平的电极。以下,对电极更换错误的情况下的固定电极标注附图标记“12
’”
,将其称为“误安装时固定电极”(参照图5b的双点划线)。
61.同样,位于上方的可动电极13通常应安装扁平的电极,但电极的更换有可能产生错误,导致像位于下方的固定电极12那样安装上半圆状的电极。以下,对电极更换错误的情况下的可动电极标注附图标记“13
’”
,将其称为“误安装时可动电极”(参照图5b的双点划线)。
62.-框架部件4-
63.框架部件4设置于地板面f。在框架部件4的上下方向上的大致中央部,配置用于分
别对所述两电极12、13进行修整研磨的修整器5。另外,在框架部件4的上下方向上的顶部配置工具8,该工具8用于在更换一对对置电极12、13中的至少一方时判定更换后的对置电极12、13的组合的正误。
64.-工具8-
65.图3是对构成工具8的基座部件6进行例示的三视图。另外,图4是对构成工具8的被夹持部件7进行例示的二视图,图5a以及图5b是用于说明被夹持部件7的详细情况的剖视图。
66.如图1概略所示,本实施方式的工具8具备支承于框架部件4的基座部件6和安装于该基座部件6的上表面的被夹持部件7。
67.如图3所示,基座部件6由大致矩形形状的板部件60构成。在板部件60的长度方向一侧,形成有用于安装被夹持部件7的凹部61。该凹部61朝向上方开口并且具有圆形的横截面。在凹部61的内底面,设置有与该凹部61的开口相比直径更小的贯通孔62。该贯通孔62在厚度方向(上下方向)上贯通基座部件6。
68.另外,在凹部61的内底面,设置有用于将被夹持部件7紧固于基座部件6的四个紧固孔61a。四个紧固孔61a配置为将贯通孔62包围。在各紧固孔61a中能够插入螺栓等未图示的紧固部件。
69.如图4所示,被夹持部件7由大致圆筒状的盘部件70构成。该盘部件70具有圆筒状的筒状部70a和沿筒状部70a的外周设置的凸缘部70b。
70.其中,筒状部70a形成为与基座部件6的贯通孔62大致相同的直径,能够插入于该贯通孔62。凸缘部70b作为将筒状部70a插入贯通孔62时的防脱件发挥功能。
71.在凸缘部70b设有沿周向等间隔地配置的四个凹部71。各凹部71朝向上方开口。各凹部71的内径比所述紧固部件的头部的外径大。另外,在各凹部71的内底面,设置有用于将被夹持部件7紧固于基座部件6的紧固孔71a。
72.在相对于基座部件6安装被夹持部件7时,首先,向基座部件6的贯通孔62插入被夹持部件7的筒状部70a。接着,使筒状部70a绕中心轴旋转,并在基座部件6的各紧固孔61a与被夹持部件7的各紧固孔71a同轴的状态下从上方插入紧固部件,将它们紧固在一起。
73.另外,为了插入紧固部件,至少需要将被夹持部件7的各凹部71朝上配置。由此,能够不弄错被夹持部件7的上下的朝向地将其安装于基座部件6。
74.另外,被夹持部件7在两侧形成有能够分别供一对对置电极12、13插入的承接部72、73。两承接部72、73构成为根据一对对置电极12、13各自的前端形状而使各对置电极12、13的插入容许量不同。这里,“插入容许量”一词表示向各承接部72、73插入对应的对置电极12、13时的各对置电极12、13可插入的长度(插入允许量)的上限值。
75.具体来说,若将两承接部72、73中的形成于被夹持部件7的一侧(下侧)的承接部72设为第一承接部72且将形成于该被夹持部件7的另一侧(上侧)的承接部73设为第二承接部73,则第一承接部72及第二承接部73由相互朝向相反方向开口的凹部构成。
76.构成第一承接部72的凹部具有与一对对置电极12、13中的一方即固定电极12对应的剖面形状。同样,构成第二承接部73的凹部具有与一对对置电极12、13中的另一方即可动电极13对应的剖面形状。
77.具体而言,第一承接部72由朝向下方开口的凹部构成,在观察与上下方向垂直的
剖面时,第一承接部72具有圆形形状的横截面。如图5a所示,第一承接部72具有朝向下方呈锥状地扩大直径的圆锥部72b和与该圆锥部72b同轴地设置且朝向下方笔直地延伸的圆筒部72a。
78.在第一承接部72中,圆锥部72b的上下方向上的尺寸比圆筒部72a的上下方向上的尺寸长。另外,圆锥部72b的倾斜角度设定为30
°
~60
°
,优选的是40
°
~50
°
。
79.另外,如图5a以及图5b所示,圆筒部72a的内径比固定电极12以及误安装时固定电极12’的外径大。因此,如各图中双点划线所示,能够不引起部件间的干涉地将固定电极12或者误安装时固定电极12’插入圆筒部72a。
80.另一方面,第二承接部73由朝向上方开口的凹部构成,在观察与上下方向垂直的剖面时,与第一承接部72相同,第二承接部73具有圆形形状的横截面。如图5a所示,第二承接部73具有朝向上方呈大致锥状地扩大直径的圆锥部73b和与该圆锥部73b同轴地设置且在底面侧的角部设有圆弧的圆筒部73a。第二承接部73与第一承接部72同轴地配置。
81.在第二承接部73中,圆锥部73b的上下方向上的尺寸比圆筒部73a的上下方向上的尺寸短。另外,在第二承接部73中,圆筒部73a的角部的曲率半径r比固定电极12以及误安装时可动电极13’的曲率半径小,并且比可动电极13以及误安装时固定电极12’的曲率半径大(参照图5a以及图5b)。
82.另外,如图5a以及图5b所示,第二承接部73的内径比可动电极13以及误安装时可动电极13’的外径大。因此,如各图中双点划线所示,能够不引起部件间的干涉地将可动电极13或者误安装时可动电极13’插入第二承接部73。
83.而且,构成第一承接部72的凹部的底部(具体而言是圆锥部72b的底部)与构成第二承接部的凹部的底部(具体而言是圆锥部73b的底部)经由贯通孔74连通。
84.该贯通孔74具有大致圆形形状的横截面。如图5a所示,贯通孔74的内径比固定电极12的前端面12a的外径大,并且比可动电极13的前端面13a的外径小。同样,如图5b所示,贯通孔74的内径比误安装时固定电极12’的前端面12a’的外径小,并且比误安装时可动电极13’的前端面13a的外径大。
85.因而,如图5a以及图5b所示,在利用一对对置电极12、13夹持被夹持部件7时,固定电极12的前端面12a侵入贯通孔74内,另一方面,可动电极13的前端面13a向贯通孔74内的侵入被限制。同样,误安装时可动电极13’的前端面13a’被允许向贯通孔74内的侵入,另一方面,误安装时固定电极12’的前端面12a’向贯通孔74内的侵入被限制。如此,通过根据各电极12、13的前端形状来设定是否允许向贯通孔74内的侵入,能够使插入容许量根据前端形状而不同。
86.如上述那样构成的被夹持部件7经由基座部件6固定于框架部件4的规定位置(上端部)。由于框架部件4设置于地板面f,因此被夹持部件7相对于地板面f的移动、即被夹持部件7在夹持方向(上下方向)上的移动被限制。
87.图6是用于对各对置电极的插入容许量进行说明的图。
88.图6的(a)示出了一对对置电极12、13双方都被正确地更换的情况下的电极间距离ca。图6的(b)示出了一对对置电极12、13中的固定电极12以及可动电极13分别与误安装时固定电极12’以及误安装时可动电极13’弄错的情况下的电极间距离cb。图6的(c)示出了一对对置电极12、13中的可动电极13与误安装时可动电极13’弄错的情况下的电极间距离cc。
图6的(d)示出了一对对置电极12、13中的固定电极12与误安装时固定电极12’弄错的情况下的电极间距离cd。
89.从(a)与(d)的比较可以看出,在固定电极12与误安装时固定电极12’弄错的情况下,误安装时固定电极12’与可动电极12不同,不会被插入于贯通孔74。对应于不被插入这一情况,误安装时固定电极12’与可动电极13远离。
90.因此,误安装时固定电极12’与可动电极13之间的电极间距离cd比固定电极12与可动电极13之间的电极间距离ca长(ca<cd)。
91.从(a)与(c)的比较可以看出,在可动电极13与误安装时可动电极13’弄错的情况下,误安装时可动电极13’与固定电极13不同,会被插入于贯通孔74之中。对应于被插入这一情况,误安装时可动电极13’与固定电极12接近。
92.因此,固定电极12与误安装时可动电极13’之间的电极间距离cc比固定电极12与可动电极13之间的电极间距离ca短(cc<ca)。
93.从(a)与(b)的比较可以看出,在一对对置电极12、13中的固定电极12以及可动电极13分别与误安装时固定电极12’以及误安装时可动电极13’弄错的情况下,相比于可动电极13与误安装时可动电极13’弄错所带来的对电极间距离的影响,固定电极12与误安装时固定电极12’弄错所带来的对电极间距离的影响更大地发挥作用。
94.因此,误安装时固定电极12’与误安装时可动电极13’之间的电极间距离cb比固定电极12与可动电极13之间的电极间距离ca长(ca<cb)。
95.另外,(b)的情况下的电极间距离cb比前述的(d)的情况下的电极间距离cd短出误安装时可动电极13’进入贯通孔74之中的量(cb<cd)。
96.由上,作为四种组合的电极间距离的大小关系,可获得下式。
97.cc<ca<cb<cd
98.如此,能够根据固定电极12、可动电极13、误安装时固定电极12’及误安装时可动电极13’各自的前端形状而使插入于承接部72、73时的插入容许量不同,同时能够在四种组合之间使电极间距离不同。
99.-控制器9-
100.图7是例示控制器9的概略构成的框图。控制器9由cpu、存储器及总线构成。控制器9具备用于控制机械手2的机械手控制部91、用于控制焊枪3的焊枪控制部92和用于控制修整器5的修整器控制部93来作为对点焊装置1的各部进行控制的要素。
101.控制器9通过经由机械手控制部91、焊枪控制部92及修整器控制部93控制点焊装置1,利用一对对置电极12、13执行点焊。
102.其中,机械手控制部91能够使机械手2的臂动作,使焊枪3移动到希望位置。另外,焊枪控制部92能够使驱动马达16动作、或者检测出驱动马达16的动作电流值、或者接收来自编码器17的信号而运算可动电极13的移动位置。
103.控制器9作为构成对置电极判定装置的要素,还具备取得各对置电极12、13的位置信息的位置信息取得部94、测定电极间距离的间隙测定部95、对作为电极间距离的指标的阈值进行存储的阈值存储部96和基于电极间距离的测定值与阈值执行判定的正误判定部97。
104.其中,位置信息取得部94经由机械手控制部91使一对对置电极12、13移动至修整
器5,并且经由焊枪控制部92使两电极12、13以规定的加压力按压于修整器5(特别是修整器5的修整刃)。位置信息取得部94经由焊枪控制部92取得该按压时的可动电极13的移动位置。
105.位置信息取得部94将这样取得的移动位置设定为基准位置,该基准位置是电极间距离的基准。使用工具8的判定能够基于自该基准位置的位移量来进行。即,该基准位置相当于电极间距离的零点。
106.间隙测定部95经由机械手控制部91使一对对置电极12、13朝向工具8(特别是被夹持部件7)移动。进一步地,间隙测定部95经由焊枪控制部92利用一对对置电极12、13夹持被夹持部件7,使该一对对置电极12、13分别插入于对应的承接部72、73。
107.在向承接部72、73插入后,间隙测定部95经由焊枪控制部92运算出可动电极13的移动位置,并运算出其与位置信息取得部94所设定的基准位置的差值。这样运算出的差值就是前述的电极间距离。这样,间隙测定部95测定出一对对置电极12、13的电极间距离。
108.阈值存储部96存储用于对一对对置电极12、13的组合的正误进行判定的电极间距离的允许范围。该允许范围由作为电极间距离的指标的上限值和下限值构成,是根据一对对置电极12、13、特别是正确地组合的情况下的两电极12、13的前端形状而预先设定的。
109.具体来说,允许范围被设定为下面这样的电极间距离的数值范围:在将一对对置电极12、13中的固定电极12误安装成误安装时固定电极12’、或者将可动电极13误安装成误安装时可动电极13’、或者将固定电极12和可动电极13双方都安装错误时处于范围外,在除此以外的情况下(固定电极12与可动电极13的组合正常的情况下)处于范围内。
110.正误判定部97基于间隙测定部95测定出的电极间距离,判定一对对置电极12、13的组合的正误。具体来说,正误判定部97读出间隙测定部95运算出的电极间距离和存储于阈值存储部96的允许范围。
111.然后,正误判定部97判定电极间距离是否落入允许范围。在电极间距离落入允许范围的情况下,正误判定部97判定为对置电极12、13的组合正确。相对于此,在电极间距离未落入允许范围的情况下,正误判定部97判定为对置电极12、13的组合错误。在后者的情况下,正误判定部97经由显示器等向用户通知对置电极12、13的组合错误。
112.《对置电极判定方法的具体例》
113.图8是表示对置电极判定方法的具体顺序的流程图。以下,例示对置电极判定方法的具体顺序。该方法由作为对置电极判定装置的工具8以及控制器9执行。
114.首先,步骤s1是在使点焊装置1运转之前的准备阶段执行的步骤。步骤s1是在固定工具8之后的通常运用时被省略的工序。
115.具体而言,在步骤s1中,用户将框架部件4设置于机械手2周边的地板面f,并且将工具8固定于该框架部件4。作为工具8的固定方式,优选的是设置成至少不能沿一对对置电极12、13接触/分离的方向(在图例中为上下方向)移动。
116.在接下来的步骤s2中,假设用户更换了一对对置电极12、13中的至少一方。然后,在接着步骤s2的步骤s3中,假设用户使点焊装置1进行了工作。
117.在接下来的步骤s4中,位置信息取得部94经由机械手控制部91和焊枪控制部92使更换后的两电极12、13按压于修整器5。位置信息取得部94基于该按压时的可动电极13的移动位置,设定电极间距离(间隙)的零点。
118.在接下来的步骤s5中,间隙测定部95经由机械手控制部91控制机械手2,从而使更换后的一对对置电极12、13朝向固定于作为规定部位的框架部件4的被夹持部件7移动。
119.在接下来的步骤s6中,间隙测定部95经由焊枪控制部92控制焊枪3,从而利用一对对置电极12、13夹持被夹持部件7。此时,间隙测定部95将一对对置电极12、13分别插入对应的承接部72、73。
120.具体而言,间隙测定部95使可动电极13移动,使该可动电极13接近固定电极12。间隙测定部95利用该接近移动,从而将固定电极12插入第一承接部72,并且将可动电极13插入第二承接部73。
121.在接下来的步骤s7中,间隙测定部95基于在步骤s6中使可动电极13移动时的移动位置和在步骤s4中确定的零点,测定电极间距离(间隙)。
122.在接下来的步骤s8中,正误判定部97基于在步骤s7中测定出的电极间距离,判定对一对对置电极12、13中的至少一方进行更换时的两电极12、13的组合的正误。
123.具体而言,在步骤s8中,正误判定部97判定在步骤s7中测定出的电极间距离是否落入到了阈值存储部96中存储的允许范围。更详细地说,正误判定部97判定所述电极间距离是否是对所述允许范围进行规定的下限值以上且对该允许范围进行规定的上限值以下。
124.在步骤s8中的判定为“是”的情况下,控制工序从步骤s8进入步骤s9。另一方面,在所述判定为“否”的情况下,控制工序从步骤s8进入步骤s10。
125.在步骤s9中,正误判定部97判定为一对对置电极12、13的组合正常。在该情况下,控制工序结束。
126.另一方面,在步骤s10中,正误判定部97判定为一对对置电极12、13的组合错误。在该情况下,可判断是在一对对置电极12、13之中取代固定电极12而安装了误安装时固定电极12’、还是取代可动电极13而安装了误安装时可动电极13’、还是两电极12、13都被错误安装。在该情况下,控制工序从步骤s10进入步骤s11。
127.在步骤s11中,控制器9通过显示器等向用户通知一对对置电极12、13中的至少一方产生了安装错误。在向用户通知之后,控制工序结束。
128.《关于对置电极的正误判定》
129.如以上说明那样,通过用一对对置电极12、13夹持被夹持部件7,并且将各对置电极12、13插入到对应的各承接部72、73,可实现与各对置电极12、13的前端形状对应的电极间距离。因此,如图8的步骤s7~s8所例示,通过测定该电极间距离,能够判定一对对置电极12、13的组合的正误。
130.本实施方式的方法不需要相机等设备。因此,根据本实施方式,能够廉价地并且在短时间内判定一对对置电极12、13的组合的正误。
131.另外,如图2所例示,一对对置电极12、13中的一方的前端形状与一对对置电极12、13中的另一方的前端形状不同。因而,如图5a、图6所例示,通过使用与正确地组合了一对对置电极12、13的情况下的各前端形状对应的承接部72、73,能够更可靠地使错误地组合了一对对置电极12、13的情况下的插入容许量不同。该方法在能够抑制前端形状相互不同的对置电极12、13被弄错这一点特别有效。
132.另外,通过使固定电极12的前端面12a的面积与可动电极13的前端面13a的面积不同,能够更可靠地使错误地组合了一对对置电极12、13的情况下的插入容许量不同。该方法
在能够抑制前端形状相互不同的对置电极12、13被弄错这一点特别有效。
133.另外,如图5a所例示,例如,在将尖细的固定电极12插入到第一承接部72时,能够将该固定电极12的前端面12a插入至贯通孔74之中。与此相对照地,可以构成为:在将前端扁平的可动电极13插入到第二承接部73时,该可动电极13的前端面13a不会进入到贯通孔74之中。在取代固定电极12而安装了误安装时固定电极12’时、或者取代可动电极13而安装了误安装时可动电极13’时也是相同的。
134.如此,通过构成为根据对置电极12、13的前端形状来区别能否插入到贯通孔74之中,能够更可靠地使各对置电极12、13的插入容许量不同。
135.《《其他实施方式》》
136.在所述实施方式中,用于控制机械手2的机械手控制部91、用于控制焊枪3的焊枪控制部92以及位置信息取得部94等构成电极判定装置的要素被安装于一体的控制器9,但本公开不限定于这样的结构。也可以利用独立的控制单元控制机械手控制部91和焊枪控制部92,还可以将构成电极判定装置的要素安装于独立的计算机。
137.所述实施方式的承接部72、73分别具有与一对对置电极12、13各自相对应的剖面形状,但承接部的结构并不限定于此。例如,也可以构成为使第一承接部72与第二承接部73具有相同的剖面形状。在该情况下,允许范围的大小将会被设定得更加精细。
138.另外,所述实施方式的一对对置电极12、13构成为点焊用的棒状电极,但本公开不限定于这样的结构。本公开的对置电极例如也可以由辊式电极构成。
139.附图标记说明
[0140]1ꢀꢀꢀ
点焊装置
[0141]2ꢀꢀꢀ
机械手
[0142]3ꢀꢀꢀ
焊枪
[0143]4ꢀꢀꢀ
框架部件(规定部位)
[0144]6ꢀꢀꢀ
基座部件
[0145]7ꢀꢀꢀ
被夹持部件
[0146]
72
ꢀꢀ
第一承接部(承接部)
[0147]
73
ꢀꢀ
第二承接部(承接部)
[0148]
74
ꢀꢀ
贯通孔
[0149]8ꢀꢀꢀ
工具(电极判定装置)
[0150]9ꢀꢀꢀ
控制器(电极判定装置)
[0151]
12
ꢀꢀ
固定电极(一对对置电极中的一方)
[0152]
12a 固定电极的前端面
[0153]
13
ꢀꢀ
可动电极(一对对置电极中的另一方)
[0154]
13a 可动电极的前端面
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。