1.本发明属于金属塑性加工技术领域,涉及一种铝锂合金蒙皮壁板超塑成形/气淬方法及模具,适用于铝锂合金蒙皮壁板制造。
背景技术:
2.随着航空航天技术的发展,轻量化及高性能已经成为结构设计的必然选择。铝锂合金作为一种轻质金属材料,由于li元素的添加,其密度要比普通铝合金低,同时其弹性模量更高。每添加1%的li元素可以使铝锂合金的密度降低3%,同时弹性模量提高6%,并可保证合金在淬火和人工时效后硬化效果良好。此外,铝锂合金具有优良的耐蚀性,良好的低温性能以及抗疲劳性能,在航空航天以及其他领域如轨道交通,汽车电子,核工业等均具有广阔的应用前景。随着铝锂合金结构部件的广泛应用,有关铝锂合金蒙皮壁板制造的研究便显得尤为重要。目前,铝锂合金蒙皮壁板制造方法主要有拉伸成形、蠕变时效成形、辊弯成形等工艺,但成形精度不高、效率低、成本高等因素,极大地阻碍了铝锂合金蒙皮壁板的应用。
技术实现要素:
3.基于上述分析,本发明旨在提供一种铝锂合金蒙皮壁板超塑成形/气淬方法及模具,解决现有技术制备的铝锂合金蒙皮壁板成形精度不高、效率低、成本高的问题。
4.本发明的目的主要是通过以下技术方案实现的:
5.一方面,本发明提供了一种铝锂合金蒙皮壁板超塑成形/气淬方法,包括以下步骤:
6.步骤1:将铝锂合金板进行超塑成形;
7.步骤2:将经过超塑成形的铝锂合金板进行气淬。
8.进一步地,所述步骤1超塑成形过程包括:
9.步骤11:将铝锂合金板顶部打造n个圆孔,将超塑成形上模具和超塑成形下模具加热到预设温度,把铝锂合金板置于超塑成形上模具和超塑成形下模具之间并保温10min~30min;
10.步骤12:通过超塑成形上模进气口向铝锂合金板和超塑成形上模具之间通入气体,铝锂合金板逐渐向超塑成形下模具贴合。
11.进一步地,所述步骤2气淬过程包括:
12.步骤21:待铝锂合金板完全和超塑成形下模具腔体贴合后,将超塑成形上模具移开,在铝锂合金板顶部圆孔中放入挂钩,将气淬模具通过挂钩与铝锂合金板相连,置于铝锂合金板上方,气淬模具凸起部分完全置于超塑成形下模具腔体中;
13.步骤22:将气淬模具和铝锂合金板一起向上移动,同时,通过气淬模具进气口通入气体,气体通过气淬模具出气口排出,在气淬模具和铝锂合金板之间形成气淬层;
14.步骤23:待铝锂合金板冷却至室温,将铝锂合金板从气淬模具上取下。
15.进一步地,上述步骤11中,超塑成形上模具上留有上模具腔体,所述上模具腔体侧面留有与上模具腔体连通的上模进气口,流体成形下模具上留有下模具腔体;下模具腔体为凹槽。
16.进一步地,上述步骤11中,预设温度范围为450℃~550℃。
17.进一步地,上述步骤12中,通过超塑成形上模进气口向铝锂合金板和超塑成形上模具之间通入气体,气体为氮气或氩气。
18.进一步地,上述步骤12中,通过超塑成形上模进气口向铝锂合金板和超塑成形上模之间通入气体,气体压力范围为0.3mpa~3mpa。
19.进一步地,上述步骤21中,气淬模具带有气淬模具进气口和气淬模具出气口,气淬模具凸起部分形状与下模具腔体形状一致。铝锂合金板与气淬模具之间的间隙为t,满足关系t≤0.5
×
t,其中t为铝锂合金板厚度。
20.进一步地,上述步骤22中,将气淬模具和铝锂合金板一起向上移动,同时,通过气淬模具进气口通入气体,气体压力为p,与铝锂合金板厚度t,存在关系p=γ
×
t,γ=0.1mpa/mm~0.2mpa/mm,p单位为mpa,t单位为mm。
21.进一步地,上述步骤22中,优选的,通过气淬模具进气口通入气体,气体为氦气、氮气或氩气。
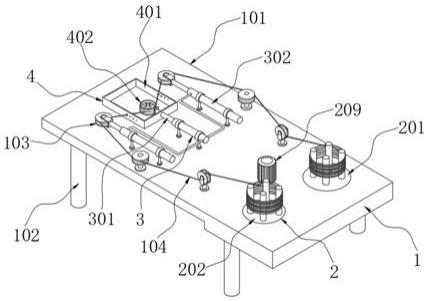
22.本发明还提供了一种铝锂合金蒙皮壁板超塑成形/气淬模具,用于实现上述超塑成形/气淬方法,包括:超塑成形上模具、超塑成形下模具、气淬模具。
23.超塑成形上模具上留有上模具腔体,上模具腔体侧面留有与上模具腔体连通的上模进气口,超塑成形下模具上留有下模具腔体,下模具腔体为凹槽,所述超塑成形下模具的顶部圆角r和底部圆角r,存在关系r≥0.5
×
t,r≥2
×
t,其中,t为铝锂合金板厚度,所述下模具腔体的凹槽宽为f,凹槽深为h,满足:f≥h,所述上模具腔体为方形,长度c,宽度g,所述上模进气口宽度e,满足:c>f,g>e。
24.气淬模具带有气淬模具进气口和气淬模具出气口,气淬模具凸起部分形状与超塑成形下模具腔体形状一致。
25.铝锂合金板的长度为a,气淬模具上有m个气淬模具出气口,相邻气淬模具出气口之间的间距为b,气淬模具出气口9的直径为d,存在关系b≤a
×
d/10,气淬模具出气口9的数量m≥a/b,a、b、d的单位为mm。
26.与现有技术相比,本发明至少可实现如下有益效果之一:
27.(1)与冷成形工艺相比,本发明制造的铝锂合金蒙皮壁板型面精度由
±
1mm提升至
±
0.3mm,型面精度更高、尺寸一致性更好;
28.(2)与单一的超塑成形相比,本发明制造的铝锂合金蒙皮壁板抗拉强度性能可以提升20%以上,抗拉强度性能更高、零件承载性能更好;
29.(3)与铸造工艺相比,本发明制造的铝锂合金蒙皮壁板重量控制精确,减重效果更好,重量减轻10%以上;
30.(4)与成形后再进行热处理或校形相比,本发明节省了人工校行工序,成本由5000元/件,减低至4000元/件,工艺流程简单,加工工成本低;
31.(5)与成形 拼焊方案相比,本发明可以制造非圆弧和平面、不规则曲面等复杂异形曲面铝锂合金蒙皮壁板,可实现长度2m的零件整体成形,不需要拼焊,制备的铝锂合金蒙
皮壁板整体性、一致性更好。
附图说明
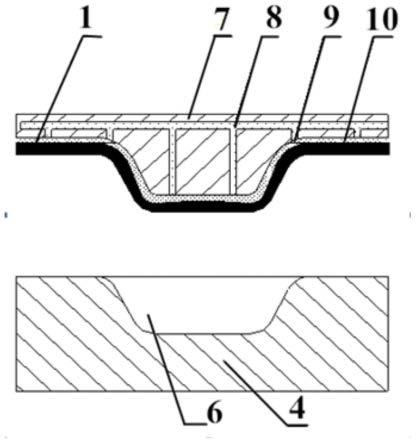
32.图1为铝锂合金蒙皮壁板超塑成形前示意图;
33.图2为铝锂合金蒙皮壁板超塑成形后示意图;
34.图3为铝锂合金蒙皮壁板气淬前示意图;
35.图4为铝锂合金蒙皮壁板气淬后示意图。
36.图5为铝锂合金蒙皮壁板;
37.图6为铝锂合金蒙皮壁板超塑成形/气淬流程图。
38.附图标记:1-铝锂合金板,2-超塑成形上模具,3-超塑成形上模进气口,4-超塑成形下模具,5-上模具腔体,6-下模具腔体,7-气淬模具,8-气淬模具进气口,9-气淬模具出气口,10-气淬层,a-铝锂合金板长度,b-相邻气淬模具出气口之间的间距,d-气淬模具出气口的直径,r-超塑成形下模具顶部圆角,r-超塑成形下模具底部圆角,f-下模具腔体凹槽宽,h-下模具腔体凹槽深,c-上模具腔体长度,g-上模具腔体宽度,e-上模进气口宽度,t-铝锂合金板厚度,t-铝锂合金板与气淬模具之间的间隙。
具体实施方式
39.下面结合附图来具体描述本发明的优选实施例,其中,附图构成本发明的一部分,并与本发明的实施例一起用于阐释本发明的原理,并非用于限定本发明的范围。
40.目前,铝锂合金蒙皮壁板制造方法主要有拉伸成形、蠕变时效成形、辊弯成形等工艺,但成形精度不高、效率低、成本高等因素,极大地阻碍了铝锂合金蒙皮壁板的应用。
41.本发明提供一种铝锂合金蒙皮壁板超塑成形/气淬方法,通过将铝锂合金板依次通过超塑成形及气淬,制得铝锂合金蒙皮壁板。
42.与现有技术相比,本发明首先将铝锂合金板通过超塑成形模具进行超塑成形,之后将经过超塑成形的铝锂合金板通过气淬模具进行气淬,最终制得的铝锂合金蒙皮壁板不仅具有较高型面精度,还具有较高的抗拉强度性能,工艺流程简单,加工工成本低,铝锂合金蒙皮壁板整体性、一致性较好。
43.本发明提供的一种铝锂合金蒙皮壁板超塑成形/气淬方法,包括以下步骤:
44.步骤1:将铝锂合金板进行超塑成形;
45.步骤2:将经过超塑成形的铝锂合金板进行气淬。
46.具体的,上述步骤1中,对铝锂合金板进行超塑成形,超塑成形过程包括:
47.步骤11:将铝锂合金板1顶部打造n个圆孔,将超塑成形上模具2和超塑成形下模具4加热到预设温度,把铝锂合金板1置于超塑成形上模具2和超塑成形下模具4之间并保温10min~30min;
48.步骤12:通过超塑成形上模进气口3向铝锂合金板1和超塑成形上模具2之间通入气体,铝锂合金板逐渐向超塑成形下模具4贴合;
49.具体的,步骤11中,设定温度由铝锂合金板材料本身的成形特性决定,在满足材料成形所需的温度范围内,尽可能选择材料延伸率高对应的温度,预设温度范围为450℃~550℃,示例性的,如450℃,480℃,500℃,550℃。通过保温操作,铝锂合金板材受热温度更
均匀,变形能力更好。铝锂合金板长度为a,单位为mm,每隔50mm在铝锂合金板顶部打造1个圆孔,圆孔数量n=a/50。
50.具体的,步骤11中,超塑成形上模具2上留有上模具腔体5,所述上模具腔体5侧面留有与上模具腔体5连通的上模进气口3,超塑成形下模具4上留有下模具腔体6;下模具腔体6为凹槽。
51.具体的,步骤12中,气体通常选择氮气或氩气,并保持一定的气体压力以使铝锂合金板1和超塑成形下模具4完全贴合,气体压力范围为0.3mpa~3mpa,示例性的,如0.5mpa,1mpa,1.5mpa,2mpa,2.5mpa。
52.具体的,上述步骤2中,将经过超塑成形的铝锂合金板进行气淬,气淬过程包括:
53.步骤21:待铝锂合金板1完全和超塑成形下模具腔体6贴合后,将超塑成形上模具2移开,在铝锂合金板1顶部圆孔中放入挂钩,将气淬模具7通过挂钩与铝锂合金板1相连,置于铝锂合金板1上方,气淬模具7凸起部分完全置于超塑成形下模具腔体6中;
54.步骤22:将气淬模具7和铝锂合金板1一起向上移动,同时,通过气淬模具进气口8通入气体,气体通过气淬模具出气口9排出,在气淬模具7和铝锂合金板1之间形成气淬层10;
55.步骤23:待铝锂合金板1冷却至室温,将铝锂合金板1从气淬模具7上取下。
56.具体的,步骤21中,气淬模具7带有气淬模具进气口8和气淬模具出气口9,气淬模具7凸起部分形状与下模具腔体形状一致。气淬模具7凸起部分具有与铝锂合金板顶部圆孔位置相对应的数量相同的圆孔。铝锂合金板1与气淬模具7之间的间隙为t,满足关系t≤0.5
×
t,其中t为铝锂合金板厚度,满足此关系可以保证气淬效果充分。
57.具体的,步骤22中,铝锂合金板1的长度为a,气淬模具7上有m个气淬模具出气口9,相邻气淬模具出气口9之间的间距为b,气淬模具出气口的直径为d,满足关系b≤a
×
d/10,气淬模具出气口9的数量m≥a/b,a、b、d的单位为mm。
58.通过气淬模具进气口8通入气体,气体压力为p,与铝锂合金板1厚度t,存在关系p=γ
×
t,γ=0.1mpa/mm~0.2mpa/mm,p单位为mpa,t单位为mm。
59.气体通常选择氦气、氮气或氩气,通气的压力越大,制备的铝锂合金壁板蒙皮力学性能越好,但是通气的压力太大也容易使得制备的零件变形,因此需要选择合适的通气压力,满足上述关系,可以保证气淬效果良好。
60.具体的,步骤23中,铝锂合金板1冷却过程中,通过气淬层10作用实现,满足步骤22所述的关系下,持续不断的通入气体直至铝合金板冷却至室温,并通过红外测温装置检测是否冷却至室温。
61.本发明还提供了一种铝锂合金蒙皮壁板超塑成形/气淬模具,用以实现上述超塑成形/气淬方法,包括:超塑成形上模具2、超塑成形下模具4、气淬模具7。
62.超塑成形上模具2留有上模具腔体5,上模具腔体5侧面留有与上模具腔体5连通的上模进气口3,超塑成形下模具4留有下模具腔体6,下模具腔体6为凹槽。气淬模具7带有气淬模具进气口8和气淬模具出气口9,气淬模具进气口8为水平贯通道结构,气淬模具出气口9与气淬模具进气口8的贯通方向垂直连通,气淬模具出气口9的数量为m≥a/b(其中a为铝锂合金板的长度,b为相邻所述气淬模具出气口之间的间距,d为气淬模具出气口的直径,存在关系b≤a
×
d/10,a、b、d的单位为m),气淬模具凸起部分形状与超塑成形下模具腔体形状
一致,气淬模具7凸起部分具有与铝锂合金板顶部圆孔位置相对应的数量相同的圆孔。
63.具体的,铝锂合金板1厚度t,超塑成形下模具4的顶部圆角r和底部圆角r,存在关系r≥0.5
×
t,r≥2
×
t,下模具腔体6的凹槽宽f和凹槽深h,存在关系f≥h。上模具腔体5为方形,长度c,宽度g,上模进气口3宽度e,存在c>f,g>e。满足这样的关系,可以保证成形过程中,成功成形零件而不会在过程中发生破裂。
64.铝锂合金板1厚度为t,铝锂合金板1与气淬模具7之间的间隙为t,存在关系t≤0.5
×
t。铝锂合金板1的长度为a,气淬模具7上有m个气淬模具出气口9,相邻气淬模具出气口9之间的间距为b,气淬模具出气口9的直径为d,存在关系b≤a
×
d/10,气淬模具出气口9的数量m≥a/b,a、b、d的单位为mm。
65.采用上述模具进行铝锂合金蒙皮壁板成形时,把铝锂合金板置于加热到预设温度的超塑成形上模具和超塑成形下模具之间,通过超塑成形上模进气口向铝锂合金板和超塑成形上模具之间通入气体,铝锂合金板逐渐向超塑成形下模具贴合;待铝锂合金板完全和超塑成形下模具腔体贴合后,将超塑成形上模具移开,在铝锂合金板顶部圆孔中放入挂钩,将气淬模具通过挂钩与铝锂合金板相连,置于铝锂合金板上方,气淬模具凸起部分完全置于超塑成形下模具腔体中;通过气淬模具进气口通入气体,气体通过气淬模具出气口排出,实现在气淬模具和铝锂合金板之间形成气淬层。
66.本发明首先将铝锂合金板通过超塑成形模具进行超塑成形,之后将经过超塑成形的铝锂合金板通过气淬模具进行气淬,最终制得的铝锂合金蒙皮壁板不仅具有较高型面精度,还具有较高的抗拉强度性能,工艺流程简单,加工工成本低,铝锂合金蒙皮壁板整体性、一致性较好。
67.实施例1
68.本实施方式的铝锂合金蒙皮壁板超塑成形/气淬方法,包括以下步骤:
69.步骤1:将铝锂合金板进行超塑成形;
70.步骤11:将铝锂合金板顶部打造n个圆孔,将超塑成形上模具2和超塑成形下模具4加热到预设温度,并把铝锂合金板1置于超塑成形上模具2和超塑成形下模具4之间;选择预设温度为500℃,保温时间15min。铝锂合金板1的长度为a=300mm,每隔50mm在铝锂合金板顶部打造1个圆孔,圆孔数量n=a/50=6个。
71.步骤12:通过超塑成形上模进气口3向铝锂合金板1和超塑成形上模具2之间通入气体,铝锂合金板1逐渐向超塑成形下模具4贴合;选择通入气体为氮气,气体压力1mpa。
72.步骤2:将经过超塑成形的铝锂合金板进行气淬。
73.步骤21:待铝锂合金板1完全和超塑成形下模具腔体6贴合后,将超塑成形上模具2移开,在铝锂合金板1顶部圆孔中放入挂钩,将气淬模具7通过挂钩与铝锂合金板1相连,将气淬模具7置于铝锂合金板1上方,气淬模具凸起部分完全置于超塑成形下模具腔体6中。
74.步骤22:将气淬模具7和铝锂合金板1一起向上移动,同时,通过气淬模具进气口8通入气体,气体通过气淬模具出气口9排出,在气淬模具7和铝锂合金板1之间形成气淬层10;通过气淬模具进气口8通入气体压力为p=0.2mpa,与铝锂合金板1厚度t=2mm,γ=0.1mpa/mm,满足关系p=γ
×
t,γ=0.1mpa/mm~0.2mpa/mm,p单位为mpa,t单位为mm。通过气淬模具进气口8通入气体为氩气。
75.步骤23:待铝锂合金板1冷却至室温,将铝锂合金板1从气淬模具7上取下,测温采
用红外测温装置。
76.上述超塑成形/气淬方法所用的模具包括:超塑成形上模具2、超塑成形下模具4、气淬模具7。
77.超塑成形上模具2留有上模具腔体5,上模具腔体5侧面留有与上模具腔体5连通的上模进气口3,超塑成形下模具4留有下模具腔体6,下模具腔体6为凹槽。铝锂合金板1厚度t=2mm,超塑成形下模具4的顶部圆角r=4mm和底部圆角r=2mm,存在关系r≥0.5
×
t,r≥2
×
t,下模具腔体6的凹槽宽f=20mm和凹槽深h=20mm,存在关系f≥h。上模具腔体5为方形,长度c=25mm,宽度g=4mm,上模进气口3宽度e=2mm,存在c>f,g>e。
78.气淬模具7带有气淬模具进气口8和气淬模具出气口9,气淬模具凸起部分形状与超塑成形下模具腔体形状一致,气淬模具7凸起部分具有与铝锂合金板顶部圆孔位置相对应的数量相同的圆孔。
79.超塑成形时,铝锂合金板1位于超塑成形上模具2和超塑成形下模具4之间,气淬时,铝锂合金板1位于气淬模具7和超塑成形下模具4之间。选择铝锂合金板1厚度为t=2mm,铝锂合金板1与气淬模具7之间的间隙为t=0.5mm,满足关系t≤0.5
×
t。选择铝锂合金板1的长度为a=300mm,气淬模具7上有m个气淬模具出气口9,相邻气淬模具出气口9之间的间距为b=50mm,气淬模具出气口9的直径为d=2mm,满足关系b≤a
×
d/10=300
×
2/10=60,气淬模具出气口9的数量m≥a/b=5个。a、b、d的单位为mm。
80.采用此方法制备的铝锂合金蒙皮壁板型面精度为
±
0.3mm,铝锂合金蒙皮壁板抗拉强度可以达到铝锂合金板材的90%以上,表面粗糙度ra3.2,结构重量减轻10%以上,加工周期缩短30%,实施例1具体性能指标详见下表。
[0081][0082]
实施例2
[0083]
本实施例中,在步骤11中,选择预设温度为515℃,保温时间10min,其他加工条件与实施例1相同。
[0084]
采用该实施例制备的铝锂合金蒙皮壁板相比于现有工艺,可进一步提高铝锂合金蒙皮壁板抗拉强度,可以达到铝锂合金板材的95%以上,可使结构重量减轻5%以上,对航天产品来说至关重要。
[0085]
实施例3
[0086]
本实施例中,在步骤12中,选择通入气体为氮气,气体压力2mpa,其他加工条件与实施例1相同。
[0087]
采用该实施例制备的铝锂合金蒙皮壁板相比于现有工艺,可以进一步提高铝锂合金蒙皮壁板型面精度,可以达到
±
0.2mm,可使结构重量减轻5%以上,对航天产品来说至关重要。
[0088]
实施例4
[0089]
本实施例中,在步骤22中,通过气淬模具进气口8通入气体为氦气,其他加工条件与实施例1相同。
[0090]
采用该实施例制备的铝锂合金蒙皮壁板相比于现有工艺,可以进一步提高铝锂合金蒙皮壁板抗拉强度可以达到铝锂合金板材的95%以上,可使结构重量减轻5%以上,对航天产品来说至关重要。
[0091]
实施例5
[0092]
本实施例中,在步骤22中,将气淬模具7和铝锂合金板1向上移动前进行上下颠倒,其他加工条件与实施例1相同。
[0093]
采用该实施例制备的铝锂合金蒙皮壁板相比于现有工艺,可以进一步提高铝锂合金蒙皮壁板型面精度,可以达到
±
0.2mm,对航天产品来说至关重要。
[0094]
对比例1
[0095]
选择超塑成形/气淬模具,选择铝锂合金板1厚度为t=2mm,铝锂合金板1与气淬模具7之间的间隙为t=1.2mm,不满足关系t≤0.5
×
t。选择铝锂合金板1的长度为a=200mm,气淬模具7上有m个气淬模具出气口7,相邻气淬模具出气口7之间的间距为b=50mm,气淬模具出气口7的直径为d=2mm,不满足关系b≤a
×
d/10=200
×
2/10=40及m≥a/b=4,a、b、d的单位为mm。
[0096]
采用该实施例制备的铝锂合金蒙皮壁板抗拉强度为510mpa。
[0097]
对比例与实施例铝锂合金蒙皮壁板性能列表
[0098]
[0099][0100]
本发明虽然以较佳实施例公开如上,但其并不是用来限定本发明,任何本领域技术人员在不脱离本发明的精神和范围内,都可以做出可能的变动和修改,因此,本发明的保护范围应当以本发明权利要求所界定的范围为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。