1.本发明涉及激光焊接技术领域,尤其涉及一种喷嘴及振镜激光焊接气体保护装置。
背景技术:
2.激光焊接具有能量密度高、热输入小、热影响区小、焊接变形小等特点,因而在高端制造领域具有广泛的应用。振镜作为一种激光焊接头具有扫描速度快、惯性小、重复定位精度高的特点,所以应用振镜已经成为激光焊接的发展方向。
3.振镜的结构决定了振镜焊接无法进行同轴气体保护,但在活泼金属的振镜焊接过程中若不施加气体保护,将导致焊缝氧化,影响焊接质量。
技术实现要素:
4.本发明的第一方面提供一种喷嘴,以实现保护气体的稳定喷射,进而有效改善焊接质量。
5.本发明的第二方面提供一种振镜激光焊接气体保护装置,能够与振镜的控制系统协同控制,从而自动定位工件位置并实施气体保护,以解决现有技术中振镜焊接无法进行同轴气体保护,进而影响焊接质量的问题。
6.本发明的第一方面提供一种喷嘴,包括:
7.进气管;
8.喷嘴本体,所述喷嘴本体的第一侧设有进气口,所述进气口与所述进气管连接,所述喷嘴本体的第二侧设有出气口;所述喷嘴本体的内部构造有气流转化区域,所述气流转化区域适于将从所述进气口进入喷嘴本体内部的气体由紊流转化为层流,并从所述出气口排出。
9.本技术通过对喷嘴本体的内部结构进行改进,以使喷嘴本体的内部形成气流转化区域,通过该气流转化区域将从进气口进入喷嘴本体内部的气体流动状态由紊流转化为层流,并从出气口排出,实现保护气体的稳定喷射,进而有效改善焊接质量。
10.根据本发明提供的一种喷嘴,所述气流转化区域包括相互连通的第一腔室、第二腔室和第三腔室;
11.所述第一腔室靠近所述进气口设置,所述第三腔室靠近所述出气口设置,所述第二腔室位于所述第一腔室和所述第三腔室之间,所述第二腔室适于气体缓冲,所述第三腔室适于将气体由紊流转化为层流。
12.根据本发明提供的一种喷嘴,所述第一腔室和所述第二腔室之间设置有第一透气隔件;
13.所述第二腔室和所述第三腔室之间设置有第二透气隔件;
14.所述第二腔室内且位于所述第一透气隔件和所述第二透气隔件之间填充有透气阻件;或者,
15.所述第二腔室和所述第一腔室内均填充有透气阻件。
16.根据本发明提供的一种喷嘴,所述喷嘴本体包括壳体和盖体,所述盖体与所述壳体可拆卸连接;
17.所述壳体包括基体部和过渡部,所述过渡部的一侧设置所述进气口,所述过渡部的另一侧连接所述基体部,所述过渡部的气体流通面积自所述进气口至所述基体部逐渐增大。
18.根据本发明提供的一种喷嘴,所述基体部上设置有第一安装槽和第二安装槽,所述第一安装槽适于安装第一透气隔件,所述第二安装槽适于安装第二透气隔件;
19.所述第二安装槽与所述出气口之间沿着气体流通方向设置有至少一个气体流道,每个所述气体流道与所述出气口一一对应。
20.本发明的第二方面提供一种振镜激光焊接气体保护装置,包括:
21.沿x方向移动的第一移动机构;
22.沿y方向移动的第二移动机构,所述第二移动机构设置在所述第一移动机构;
23.以及包括上述任一项所述的喷嘴,所述喷嘴连接在所述第二移动机构的至少一侧。
24.本技术提供的振镜激光焊接气体保护装置可以与激光焊接控制系统协同工作,自动定位到需要气体保护的位置,进行焊接气体保护,有效解决了振镜焊接无法进行同轴气体保护,导致焊接件存在焊缝氧化、裂纹等缺陷。
25.根据本发明提供的一种振镜激光焊接气体保护装置,所述喷嘴与所述第二移动机构之间的夹角为25
°
至35
°
。
26.根据本发明提供的一种振镜激光焊接气体保护装置,所述第一移动机构和所述第二移动机构均包括导向件、移动件和驱动件,所述移动件滑动连接在所述导向件,所述驱动件适于驱动所述移动件沿所述导向件的延伸方向移动。
27.根据本发明提供的一种振镜激光焊接气体保护装置,所述导向件包括导轨和导杆当中的任一种;
28.所述移动件包括滑块和丝杠螺母副当中的任一种;
29.所述驱动件包括电机或电机组件。
30.根据本发明提供的一种振镜激光焊接气体保护装置,所述第一移动机构上设置有第一位置传感器,所述第二移动机构上设置有第二位置传感器。
附图说明
31.为了更清楚地说明本发明或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作一简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
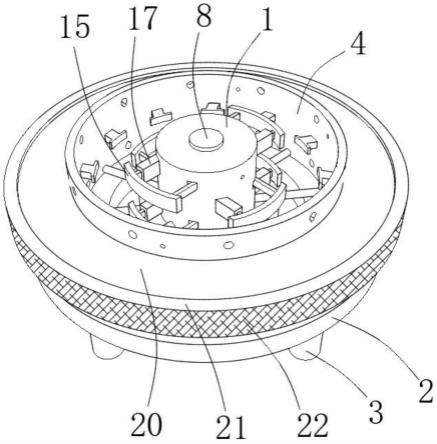
32.图1是本发明提供的喷嘴的结构示意图;
33.图2是本发明提供的喷嘴本体的结构示意图;
34.图3是本发明提供的振镜激光焊接气体保护装置的结构示意图;
35.图4是本发明提供的振镜激光焊接气体保护装置控制系统图;
36.图5是本发明提供的喷嘴喷射气流在纹影仪下的气流分布图;
37.图6是施加气体保护与未施加气体保护的焊点表面对比图。
38.附图标记:
39.10、喷嘴;11、喷嘴本体;111、第一腔室;112、第二腔室;113、第三腔室;114、进气口;115、出气口;116、第一安装槽;117、第二安装槽;118、气体流道;12、盖体;13、进气管;
40.20、第一移动机构;21、第一导轨;22、第一滑块;23、第一电机;24、第一位置传感器;
41.30、第二移动机构;31、第二导轨;32、第二滑块;33、第二电机;34、第二位置传感器。
具体实施方式
42.为使本发明的目的、技术方案和优点更加清楚,下面将结合本发明中的附图,对本发明中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
43.在本技术实施例的描述中,需要说明的是,除非另有明确的规定和限定,术语“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本技术实施例中的具体含义。
44.在本技术实施例中,除非另有明确的规定和限定,第一特征在第二特征“上”或“下”可以是第一和第二特征直接接触,或第一和第二特征通过中间媒介间接接触。而且,第一特征在第二特征“之上”、“上方”和“上面”可是第一特征在第二特征正上方或斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”可以是第一特征在第二特征正下方或斜下方,或仅仅表示第一特征水平高度小于第二特征。
45.在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本技术实施例的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不必须针对的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任一个或多个实施例或示例中以合适的方式结合。此外,在不相互矛盾的情况下,本领域的技术人员可以将本说明书中描述的不同实施例或示例以及不同实施例或示例的特征进行结合和组合。
46.下面结合图1至图6,对本发明的实施例进行描述。应当理解的是,以下描述仅是本发明的示意性实施方式,并未对本发明构成任何限定。
47.参考图1和图2,本发明的第一方面提供一种喷嘴10,该喷嘴10包括进气管13和喷嘴本体11,在喷嘴本体11的第一侧设有进气口114,进气口114与进气管13连接,保护气体经由进气管13进入喷嘴本体11的内部。
48.在喷嘴本体11的第二侧设有出气口115,该出气口115排出保护气体,用于对焊缝熔池以及焊接后的凝固区域进行保护;喷嘴本体11的内部构造有气流转化区域,气流转化
区域适于将从进气口114进入喷嘴本体11内部的气体流动状态由紊流转化为层流,并从出气口115排出。
49.可以理解的是,本技术通过对喷嘴本体11的内部结构进行改进,以使喷嘴本体11的内部形成气流转化区域,通过该气流转化区域将从进气口114进入喷嘴本体11内部的气体流动状态由紊流转化为层流,并从出气口115排出,实现保护气体的稳定喷射,进而有效改善焊接质量。
50.如图2所示,可以理解是,在本技术的一些实施例中,气流转化区域包括相互连通的第一腔室111、第二腔室112和第三腔室113。
51.其中,第一腔室111靠近进气口114设置,第三腔室113靠近出气口115设置,第二腔室112位于第一腔室111和第三腔室113之间,第二腔室112适于气体缓冲,保证气体分布均匀,第三腔室113适于将保护气体流动状态由紊流转化为层流。
52.如图2所示,可以理解是,在本技术的一些实施例中,第一腔室111和第二腔室112之间设置有第一透气隔件(图中未示出),第一透气隔件可以为纱网或钢丝网当中的一种,用于分隔第一腔室111和第二腔室112,并且使第一腔室111内的保护气体进入第二腔室112内。
53.第二腔室112和第三腔室113之间设置有第二透气隔件(图中未示出),与上述第一透气隔件相同,第二透气隔件可以为纱网或钢丝网当中的一种,用于分隔第一腔室111和第二腔室112,并且使第二腔室112内的保护气体进入第三腔室113内。
54.第二腔室112内且位于第一透气隔件和第二透气隔件之间填充有透气阻件(图中未示出),该透气阻件可以为海绵等部件,能够使保护气体透过,且能够对保护气体产生阻力,相当于使保护气体在第二腔室112内充分混乱,混乱分布的保护气体分布较为均匀,从而使保护气体从第二腔室112进入第三腔室113,并从出气口115排出之后,保护气体的气体流动状态能够从紊流转变为层流。
55.在本技术的一些实施例中,除了在第二腔室112内填充透气阻件,还可以在第一腔室111和第二腔室112中同时填充透气阻件,从而相当于增大了保护气体的受阻面积,使保护气体在喷嘴本体11内分布更为均匀,保护气体从第二腔室112进入第三腔室113,并从出气口115排出之后,保护气体的气体流动状态从紊流转变为层流的效果更好。
56.当第一腔室111和第二腔室112中同时填充透气阻件时,可以使第一腔室111内填充的海绵的密度大于第二腔室112内填充的海绵的密度,从而使第一腔室111对保护气体产生的阻力较大,使第二腔室112对保护气体产生的阻力相对较小。以使保护气体分布均匀的同时,减小保护气体进入第三腔室113的流通阻力。
57.如图1和图2所示,可以理解的是,在本技术的一些实施例中,喷嘴本体11可以包括壳体和盖体12,壳体可以采用轻质的1系铝合金,盖体12采用与壳体相同的材料,且盖体12通过6个m1螺栓可拆卸地连接在壳体上。壳体相当于是盒状结构,具有容纳空间,以使保护气体、透气隔件和透气阻件容置在该容纳空间内。
58.其中,壳体包括基体部和过渡部,过渡部的一侧设置进气口114,过渡部的另一侧连接基体部,过渡部的气体流通面积自进气口114至基体部逐渐增大,相当于过渡部的横截面形状为圆台状结构,连接进气口114一侧的横截面较小,连接过渡部一侧的横截面较大,从而能够使气体分散均匀。
59.过渡部的结构设计可以根据气体散开的形貌设计,不仅仅为圆台状结构,还可以为矩形结构等。
60.如图2所示,可以理解的是,在基体部上设置有第一安装槽116和第二安装槽117,第一安装槽116适于安装第一透气隔件,第二安装槽117适于安装第二透气隔件。通过安装第一透气隔件和第二透气隔件将喷嘴本体11的内部结构划分为三个区域,即第一腔室111、第二腔室112和第三腔室113。通过在第一安装槽116内设置第一透气隔件用于阻挡第一腔室111内的填充物在气流的作用下向第二腔室112移动。并通过在第二安装槽117内设置第二透气隔件,用于阻挡第一腔室111内的填充物在气流的作用下向第二腔室112移动。
61.在第二安装槽117与出气口115之间沿着气体流通方向设置有至少一个气体流道118,每个气体流道118与出气口115一一对应。也即,相当于在第三腔室113内设置多个流道,保护气体在第一腔室111和第二腔室112内充分混乱之后均匀进入到每一个气体流道118内,从气体流道118进入出气口115,再从出气口115排出喷嘴10,对焊接部位进行气体保护。
62.在本技术的一些实施例中,如图2所示,第三腔室113内设置有五个气体流道118,用于改变保护气体的流动状态。当保护气体经过第一腔室111和第二腔室112时,由于第二腔室112或者两个腔室设置有海绵,海绵对保护气体的流通产生阻力作用,以使保护气体在阻力作用下分布均匀,从而使单位时间内受阻后的保护气体均匀分布到每个气体流道118,沿着气体流道118的长度方向移动至出气口115,以使保护气体的气体流动状态从紊流转变为层流。也即使单位时间内每个气体流道118内流通的气体体积近乎相同,进而保证每个出气口115喷射的气体层流区长度和气体出射状态基本相同,有效提升气体保护效果。
63.需要说明的是,常用的激光焊接保护气体主要有氮气、氩气、氦气。还需要说明的是,保护气体的流动状态为层流时,相当于保护气体流动只有轴向速度分量而无径向速度分量,保护气体可以稳定作直线运动,且保护气体从喷嘴10喷出后仍能保持一定距离的直线运动,很好地隔离空气,从而对焊接熔池起到保护作用。
64.保护气体的流动状态为紊流时,由于紊流既有轴向速度分量,又有径向速度分量,相当于在做不稳定的旋转运动,保护气体离开喷嘴10后会将空气卷入,从而无法实现良好的保护作用。
65.如图5所示,通过纹影仪可以对本技术提供的喷嘴10吹出的气流进行观察,图5中(a)、(b)、(c)分别对应气体流量为5l/min、15l/min、25l/min。当气体流量为15l/min时,保护气体从本技术提供的喷嘴10能够流出稳定的层流,且层流距离可超过78.4mm,能够实现良好的气体保护效果。
66.参阅图3,本技术的第二方面提供一种振镜激光焊接气体保护装置,该振镜激光焊接气体保护装置包括沿x方向移动的第一移动机构20,沿y方向移动的第二移动机构30,第二移动机构30设置在第一移动机构20,以及包括上述的喷嘴10,喷嘴10连接在第二移动机构30的至少一侧。
67.可以理解为,喷嘴10可以连接在第二移动机构30的一侧或者两侧,具体的设置可以根据实际使用情况进行选择。由于喷嘴10连接在第二移动机构30,第二移动机构30设置在第一移动机构20,当第一移动机构20沿x方向移动时,喷嘴10可以沿着x方向移动,当第二移动机构30沿y方向移动时,喷嘴10可以沿着y方向移动,从而通过调整喷嘴10的位置,适应
不同焊接工件的位置,以实现激光焊接过程中进行气体保护。
68.可以理解的是,喷嘴10与第二移动机构30之间的夹角为25
°
至35
°
。
69.如图3所示,可以理解的是,第一移动机构20和第二移动机构30均包括导向件、移动件和驱动件,移动件滑动连接在导向件,驱动件适于驱动移动件沿导向件的延伸方向移动。
70.其中,导向件可以为导轨和导杆当中的任一种;当导向件为导轨时,移动件对应为与导轨滑动连接在滑块,驱动件为电机组件,电机组件可以包括电机和同步带,滑块连接在同步带上,电机驱动同步带移动,从而使滑块沿导轨移动,实现直线往复运动。
71.当导向件为导杆时,移动件可以为丝杠螺母副,导杆和丝杠平行设置,丝杠螺母滑动套设在导杆上,驱动件可以为电机,电机的输出端可以通过联轴器等部件连接在丝杠一端,通过电机直接驱动丝杠转动,可以使丝杠螺母沿着导杆的延伸方向移动,从而实现直线往复运动。其中,电机可以采用加速度较大的直线电机。
72.如图3所示,可以理解的是,第一移动机构20上设置有第一位置传感器24,第二移动机构30上设置有第二位置传感器34。通过第一位置传感器24和第二位置传感器34定位焊接工件的位置,从而将定位信息反馈给对应的电机,电机驱动移动件沿x方向或y方向移动,将喷嘴10快速移动至焊接所需位置,喷嘴10喷射保护气体对焊接工件进行气体保护。
73.其中,第一位置传感器24和第二位置传感器34均可以选择非接触式一维激光位置传感器。
74.如图3所示,具体的,第一移动机构20可以包括第一导轨21、第一滑块22和第一电机23,第一位置传感器24设置在第一滑块22上。
75.第二移动机构30包括第二导轨31、第二滑块32和第二电机33、第二位置传感器34设置在第二滑块32上,且第二导轨31设置在第一滑块22上,实现第二移动机构30与第一移动机构20的连接。
76.如图5所示,本技术提供的振镜激光焊接气体保护装置与激光加工的控制系统协同工作。由于控制系统的空间位置是固定的,具有一定的加工范围。工件的位置不固定,加工的区域也不固定,此时可以通过ccd相机识别工件及要加工的区域,获得相应的坐标值,然后将该坐标值发送到控制系统mcu中(可以为fpga、单片机),控制系统mcu给出信号控制第一电机和第二电机转动,以使喷嘴10移动至特定位置处(该特定位置不是工件加工位置,而是保证工件加工位置在喷嘴10的层流区域内的位置)。
77.具体的,喷嘴10的位置信息第一位置传感器和第二位置传感器获得。第一位置传感器测量的是第一滑块距第一导轨最左端的距离,第二位置传感器测量的是第二滑块距工作平面的距离。各个位移传感器将获取的位置信息反馈给控制mcu。
78.如图6所示,采用本技术提供的振镜激光焊接气体保护装置进行焊接,与未进行气体保护的焊点表面形貌相比,采用本技术提供的振镜激光焊接气体保护装置进行焊接的焊点表面未发生氧化,表面成形良好,外形美观。
79.可以理解的是,本技术提供的振镜激光焊接气体保护装置可以与激光焊接控制系统协同工作,自动定位到需要气体保护的位置,进行焊接气体保护,有效解决了振镜焊接无法进行同轴气体保护,导致焊接件存在焊缝氧化、裂纹等缺陷。
80.需要说明的是,本发明各个实施例中的技术方案可以相互结合,但是相互结合的
基础是以本领域普通技术人员能够实现为准;当技术方案的结合出现相互矛盾或者无法实现时,应当认为这种技术方案的结合不存在,即也不属于本发明的保护范围。
81.最后应说明的是:以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神和范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。