1.本发明涉及开关柜柜体加工技术领域,具体为一种开关柜柜体钣金成型自动化折边装置。
背景技术:
2.开关柜是一种电气设备,开关柜外线先进入柜内主控开关,然后进入分控开关,各分路按其需要设置,其主要作用是在电力系统进行发电、输电、配电和电能转换的过程中,开合、控制和保护用电设备,开关柜的柜体通常通过对金属板进行折边处理加工而成。
3.申请号为cn 201922112427.1的实用新型专利公开了一种新型可调节钣金折边装置,该折边装置对放置台上的金属板进行固定,通过不同形状的定位块调节钣金折边后转角处的形状,并对钣金的折边角度进行调节。
4.但是使用上述折边装置对金属板进行折边处理时,存在以下问题:
①
、在对金属板进行固定时,需要人工多次手动转动压紧螺柱与推动螺柱,过程繁琐,且极易导致金属板在固定过程中移动,金属板的位置改变,影响金属板折边的质量,且仅依靠挤压力难以保证金属板在折边的过程中不会移动。
5.②
、在对金属板进行折边前,仅通过对折边板进行限位,导致金属板后侧为两端受力,前侧仅右侧受力,影响金属板折边后的效果,且折边后,金属板极易在其自身的弹力下回复变形,导致金属板折边后的角度与标准需求不同,且该折边装置仅可以对金属板进行直角角度内的折边处理。
技术实现要素:
6.为了解决上述技术问题,本发明提供了一种开关柜柜体钣金成型自动化折边装置,包括固定单元与折边单元,所述固定单元上端固定安装有折边单元。
7.所述固定单元包括支撑底座,支撑底座上端固定安装有吸件架,支撑底座上端前后对固定安装有直角件,直角件中部转动连接有螺旋杆,螺旋杆下端固定安装有链轮一,前后对称的链轮一通过齿链带传动连接,螺旋杆与支撑底座之间转动连接,支撑底座下端前侧通过电机座固定安装有电机一,电机一输出轴通过联轴器与链轮一固定连接,螺旋杆上以螺纹连接的方式连接有挤压件,挤压件上下对称均匀固定安装有导向杆,上侧的导向杆贯穿直角件,下侧的导向杆贯穿支撑底座。
8.所述折边单元包括角度调节架,挤压件上靠近直角件一端固定安装有连接件,连接件与支撑底座之间滑动连接,连接件远离支撑底座一端均以滑动配合的方式连接有角度调节架,前后对称的角度调节架之间滑动连接有抵件板,前后对称的角度调节架之间固定连接有连接杆,支撑底座右端转动连接有折边件,支撑底座下侧右端固定安装有固定件,固定件与折边件之间转动连接有折边气缸。
9.优选技术方案一:所述支撑底座右侧开设有弧形凹槽,弧形凹槽内转动连接有折边件,弧形凹槽弧形内壁上均匀滚动设置有润滑球,支撑底座右侧下端固定安装有挡件板,
弧形凹槽前后两端均开设有环形凹槽一。
10.优选技术方案二:所述吸件架包括吸盘,支撑底座上端均匀固定安装有吸盘,相邻的吸盘下端联通,中部的吸盘下端固定安装有控制管道,支撑底座下端固定安装有气泵,气泵进气口与控制管道固定连接。
11.优选技术方案三:所述挤压件包括水平板,螺旋杆上以螺纹连接的方式连接有水平板,水平板下端面固定安装有挤压橡胶,水平板中部以螺纹连接的方式连接有螺纹杆,螺纹杆左端固定安装有皮带轮,前后对称的皮带轮之间通过皮带条传动连接,螺纹杆右侧转动连接有调节压件,调节压件左端均匀固定安装有贯穿水平板的导向圆柱,调节压件右端与抵件板之间转动连接。
12.优选技术方案四:所述连接件包括垂直立板,挤压件上靠近直角件一端固定安装有垂直立板,垂直立板外端面均匀固定安装有导向件,导向件上远离垂直立板一端均匀通过销轴转动连接有滚动柱,垂直立板靠近角度调节架一端固定安装有矩形限位件,矩形限位件与角度调节架之间以滑动配合的方式相连接;通过滚动柱减小导向件与支撑底座之间的摩擦阻力,通过导向件对垂直立板的运动轨迹进行限位。
13.优选技术方案五:所述角度调节架包括圆形环板,连接件远离支撑底座一端均以滑动配合的方式连接有圆形环板,前后对称的圆形环板相对端面均开设有环形凹槽二,前后对称的环形凹槽二相对端面均设置有刻度线,前后对称的环形凹槽二之间滑动连接有抵件板,环形凹槽二内端面沿其周向均匀开设有圆柱凹槽,圆柱凹槽内固定安装有挤压弹簧,挤压弹簧末端固定安装有弧形限位块,环形凹槽二内端均固定安装有电磁板,弧形限位块前后对称开设有弧形槽,弧形槽内固定安装有卡紧弹簧,卡紧弹簧末端固定安装有卡紧球。
14.优选技术方案六:所述抵件板包括移动滑块,前后对称的环形凹槽二内均滑动连接有移动滑块,移动滑块具有磁吸性,前后对称的移动滑块之间固定安装有角度抵板,角度抵板与角度调节架之间通过销轴转动连接,角度抵板与挤压件右端转动连接。
15.优选技术方案七:所述折边件包括板体,支撑底座右端转动连接有板体,板体左端沿其轮廓均匀通过销轴转动连接有润滑柱,支撑底座右侧且位于板体前后两端对称转动连接有环形件,环形件与板体之间相对端面均固定安装有磁性相反的磁石块。
16.本发明具备以下有益效果:1、本发明提供的一种开关柜柜体钣金成型自动化折边装置,通过固定单元与折边单元相配合,对柜体板材进行快速固定,无需人工进行操作,在对柜体板材进行折边处理时,利用折边单元保证柜体板材的折角为棱角,同时保证柜体板材可在大于直角范围内进行折边,并对角度进行限定,使得柜体板材的折角可根据需要进行调整,整个折边过程中,板材上下两端均受到挤压力,且在对板材进行初次折边处理后再次进行折边处理,以达到提高板材折边后的质量的目的。
17.2、本发明设置的固定单元,通过转动螺纹杆,使调节压件的水平位移改变,以达到改变抵件板的水平位移的目的,抵件板与调节压件构成角度尺,对板材的上端进行定型。
18.3、本发明设置的折边单元,通过挤压弹簧与弧形限位块相配合,对调整角度后的抵件板进行定位,以便于继续进行调整,避免对抵件板的转动角度调整产生影响。
19.4、本发明设置的折边单元,通过具有磁吸性的移动滑块与通电后的电磁板相配合,以达到对移动滑块与角度抵板进行固定的目的,角度抵板与调节压件构成的角度尺可对板材的上端进行定位定型。
附图说明
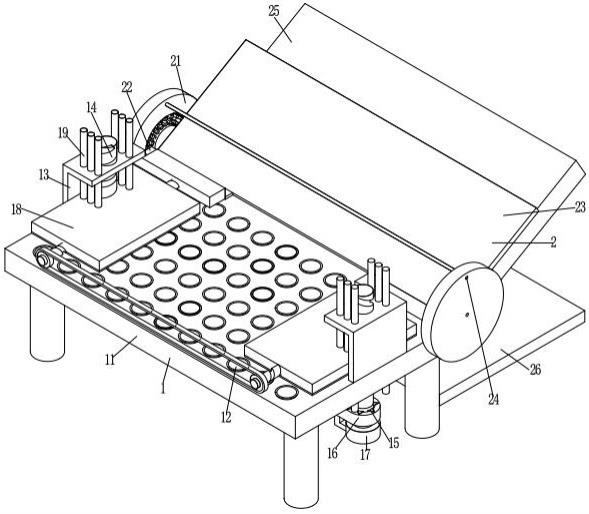
20.图1为本发明的主视立体结构示意图。
21.图2为本发明的主视平面结构示意图。
22.图3为本发明的俯视平面结构示意图。
23.图4为本发明的角度调节架的左视平面结构示意图。
24.图5为本发明的连接件的俯视平面结构示意图。
25.图中:1、固定单元;11、支撑底座;111、弧形凹槽;112、润滑球;113、挡件板;114、环形凹槽一;12、吸件架;121、吸盘;122、控制管道;123、气泵;13、直角件;14、螺旋杆;15、链轮一;16、齿链带;17、电机一;18、挤压件;181、水平板;182、挤压橡胶;183、螺纹杆;184、皮带轮;185、皮带条;186、调节压件;187、导向圆柱;19、导向杆;2、折边单元;21、角度调节架;211、圆形环板;2111、环形凹槽二;212、刻度线;213、圆柱凹槽;214、挤压弹簧;215、弧形限位块;216、电磁板;217、卡紧弹簧;218、卡紧球;22、连接件;221、垂直立板;222、导向件;223、滚动柱;224、矩形限位件;23、抵件板;231、移动滑块;232、角度抵板;24、连接杆;25、折边件;251、板体;252、润滑柱;253、环形件;254、磁石块;26、固定件;27、折边气缸。
具体实施方式
26.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
27.参阅图1,一种开关柜柜体钣金成型自动化折边装置,包括固定单元1与折边单元2,所述固定单元1上端固定安装有折边单元2。
28.参阅图1,所述固定单元1包括支撑底座11,支撑底座11上端固定安装有吸件架12,支撑底座11上端前后对固定安装有直角件13,直角件13中部转动连接有螺旋杆14,螺旋杆14下端固定安装有链轮一15,前后对称的链轮一15通过齿链带16传动连接,螺旋杆14与支撑底座11之间转动连接,支撑底座11下端前侧通过电机座固定安装有电机一17,电机一17输出轴通过联轴器与链轮一15固定连接,螺旋杆14上以螺纹连接的方式连接有挤压件18,挤压件18上下对称均匀固定安装有导向杆19,上侧的导向杆19贯穿直角件13,下侧的导向杆19贯穿支撑底座11;首先将金属板材放置在支撑底座11上,通过电机一17带动链轮一15转动,最终带动前后两侧的螺旋杆14同步转动,使挤压件18向下运动对金属板材进行压紧,此时通过吸件架12对金属板材下端面进行固定,以达到对金属板材进行夹紧固定的目的,通过导向杆19对挤压件18进行导向定位。
29.参阅图1与图2,所述折边单元2包括角度调节架21,挤压件18上靠近直角件13一端固定安装有连接件22,连接件22与支撑底座11之间滑动连接,连接件22远离支撑底座11一端均以滑动配合的方式连接有角度调节架21,前后对称的角度调节架21之间滑动连接有抵件板23,前后对称的角度调节架21之间固定连接有连接杆24,支撑底座11右端转动连接有折边件25,支撑底座11下侧右端固定安装有固定件26,固定件26与折边件25之间转动连接有折边气缸27;当挤压件18向下运动对金属板材进行压紧时,连接件22带动角度调节架21向下运动,再根据需要调整抵件板23的倾斜角度,通过挤压件18调整角度调节架21的水平
位移,通过折边气缸27带动折边件25转动,对金属板材进行折边处理,然后折边气缸27带动折边件25恢复至原始状态,金属板材的折边处因金属的弹性恢复一定角度,此时通过折边气缸27再次带动折边件25转动,对金属板材进行第二次折边处理,保证金属板材的折边倾斜角度与需求标准相同,最终取下金属板材。
30.参阅图2与图3,所述支撑底座11右侧开设有弧形凹槽111,弧形凹槽111内转动连接有折边件25,弧形凹槽111弧形内壁上均匀滚动设置有润滑球112,支撑底座11右侧下端固定安装有挡件板113,弧形凹槽111前后两端均开设有环形凹槽一114;通过弧形凹槽111上的润滑球112减小折边件25转动时受到的摩擦阻力,减小折边件25的磨损量,通过环形凹槽一114对折边件25的转动轨迹进行导向,增强折边件25转动时的稳定性。
31.参阅图2,所述吸件架12包括吸盘121,支撑底座11上端均匀固定安装有吸盘121,相邻的吸盘121下端联通,中部的吸盘121下端固定安装有控制管道122,支撑底座11下端固定安装有气泵123,气泵123进气口与控制管道122固定连接;通过气泵123控制吸盘121内的气体体积,以对金属板材进行快速固定。
32.继续参阅图2,所述挤压件18包括水平板181,螺旋杆14上以螺纹连接的方式连接有水平板181,水平板181下端面固定安装有挤压橡胶182,水平板181中部以螺纹连接的方式连接有螺纹杆183,螺纹杆183左端固定安装有皮带轮184,前后对称的皮带轮184之间通过皮带条185传动连接,螺纹杆183右侧转动连接有调节压件186,调节压件186左端均匀固定安装有贯穿水平板181的导向圆柱187,调节压件186右端与抵件板23之间转动连接;当抵件板23的倾斜角度根据需要调整完毕后,通过转动螺纹杆183,使调节压件186的水平位置改变,以达到改变抵件板23的水平位置的目的,抵件板23与调节压件186构成角度尺,对金属板材的上端进行定型。
33.参阅图5,所述连接件22包括垂直立板221,挤压件18上靠近直角件13一端固定安装有垂直立板221,垂直立板221外端面均匀固定安装有导向件222,导向件222上远离垂直立板221一端均匀通过销轴转动连接有滚动柱223,垂直立板221靠近角度调节架21一端固定安装有矩形限位件224,矩形限位件224与角度调节架21之间以滑动配合的方式相连接;通过滚动柱223减小导向件222与支撑底座11之间的摩擦阻力,通过导向件222对垂直立板221的运动轨迹进行限位。
34.参阅图2与图4,所述角度调节架21包括圆形环板211,连接件22远离支撑底座11一端均以滑动配合的方式连接有圆形环板211,前后对称的圆形环板211相对端面均开设有环形凹槽二2111,前后对称的环形凹槽二2111相对端面均设置有刻度线212,前后对称的环形凹槽二2111之间滑动连接有抵件板23,环形凹槽二2111内端面沿其周向均匀开设有圆柱凹槽213,圆柱凹槽213内固定安装有挤压弹簧214,挤压弹簧214末端固定安装有弧形限位块215,环形凹槽二2111内端均固定安装有电磁板216,弧形限位块215前后对称开设有弧形槽,弧形槽内固定安装有卡紧弹簧217,卡紧弹簧217末端固定安装有卡紧球218;通过挤压弹簧214与弧形限位块215相配合,对调整角度后的抵件板23进行初次定位,以便于继续进行调整确定角度,通过卡紧弹簧217与卡紧球218相配合,增大弧形限位块215的卡紧力,防止抵件板23在重力的作用下顺时针转动,导致抵件板23回转,当抵件板23的转动角度确定后,对电磁板216进行通电,对抵件板23进行固定。
35.参阅图2与图4,所述抵件板23包括移动滑块231,前后对称的环形凹槽二2111内均
滑动连接有移动滑块231,移动滑块231具有磁吸性,前后对称的移动滑块231之间固定安装有角度抵板232,角度抵板232与角度调节架21之间通过销轴转动连接,角度抵板232与挤压件18右端转动连接;通过具有磁吸性的移动滑块231与通电后的电磁板216相配合,以达到对移动滑块231与角度抵板232进行固定的目的,角度抵板232与调节压件186构成的角度尺对金属板材的上端进行定位定型。
36.参阅图2与图3,所述折边件25包括板体251,支撑底座11右端转动连接有板体251,板体251左端沿其轮廓均匀通过销轴转动连接有润滑柱252,支撑底座11右侧且位于板体251前后两端对称转动连接有环形件253,环形件253与板体251之间相对端面均固定安装有磁性相反的磁石块254;通过润滑柱252进一步减小板体251转动时受到的摩擦阻力,通过环形件253与环形凹槽一114相配合,对板体251的转动轨迹进行导向。
37.具体工作时,首先将金属板材放置在支撑底座11上,通过电机一17带动链轮一15转动,最终带动前后两侧的螺旋杆14同步转动,使挤压件18向下运动对金属板材进行压紧,此时通过吸件架12对金属板材下端面进行固定,以达到对金属板材进行夹紧固定的目的,然后通过连接件22带动角度调节架21向下运动,再根据需要调整抵件板23的倾斜角度,通过挤压件18调整角度调节架21的水平位移,通过折边气缸27带动折边件25转动,对金属板材进行折边处理,然后折边气缸27带动折边件25恢复至原始状态,金属板材的折边处因金属的弹性恢复一定角度,此时通过折边气缸27再次带动折边件25转动,对金属板材进行第二次折边处理,保证金属板材的折边倾斜角度与需求标准相同,最终取下金属板材。
38.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。