一种ni-co-cr多主元合金材料及其制备方法
技术领域
1.本发明涉及合金材料技术领域,尤其涉及一种ni-co-cr多主元合金材料及其制备方法。
背景技术:
2.金属镍是一种延展性非常好的金属,熔点1455℃,通常用来制造不锈钢和高温合金,镍易与其他金属形成面心立方晶体结构,可以提高合金的塑性和强度;金属钴是一种硬而脆的金属,熔点1495℃,在合金中加入钴通常降低合金的层错能而引入新的变形机制,从而提高合金的塑性和强度;金属铬是自然界硬度最大的金属,熔点1907℃,在合金中加入铬通常在高温应用中形成致密氧化层,从而提高合金的抗氧化和耐高温腐蚀能力。
3.目前,ni-cr合金、co-cr合金由于其高硬度、高强度、耐腐蚀而在牙齿修复中应用已久,ni-co-cr合金由于铬的加入,在保持较高材料强度的基础上提高了合金的耐高温氧化能力和塑性,使得ni-co-cr合金在航空航天等高温腐蚀氧化环境中得到了应用,但铬含量的增加容易形成有害第二相,从而降低合金的塑性,极大地限制了ni-co-cr合金的发挥空间。
4.因此,设计一种相稳定、高塑性的ni-co-cr合金材料及其制备方法是很有必要的。
技术实现要素:
5.本发明解决的问题在于提供一种ni-co-cr多主元合金材料及其制备方法,通过采用镍、钴和铬元素为原料制备的ni-co-cr多主元合金材料,在保持高强度的基础上能够具有优秀的塑性;在ni-co-cr多主元合金材料制备的过程中,操作简单快捷,能够有效避免有害第二相的形成,使得金属相更加稳定,有利于提高ni-co-cr合金材料的强度和塑性。
6.为了实现上述目的,本发明采用了如下技术方案:
7.一种ni-co-cr多主元合金材料,包括镍、钴和铬;其中,镍、钴、铬元素质量百分数分别为30.82
±
0.01%、46.42
±
0.01%、22.76
±
0.01%。
8.一种ni-co-cr多主元合金材料的制备方法,包括以下步骤:
9.步骤s1:通过调整镍、钴、铬元素配比,
10.其中,镍、钴、铬元素质量百分数分别为30.82
±
0.01%、46.42
±
0.01%、22.76
±
0.01%;
11.步骤s2:采用真空电弧熔炼的方法来制备块体ni-co-cr合金,原料为99.99%高纯度的ni、co、cr金属单质;
12.步骤s3:熔炼电流200a,熔炼后冷却至室温再取出块体,放置材料氧化;
13.熔炼前对熔炼炉腔体进行:
14.1)抽真空至10-3
pa处理,然后充保护气体至压力-0.02mpa;
15.其中,1)过程至少重复三次,最后一次充入保护气体至腔体内气压达到﹣0.02mpa;
16.真空电弧熔炼电流≤450a;
17.为保证金属原料混合均匀,电弧熔炼反复进行5次以上;
18.将熔炼后的材料吸铸成棒状;
19.步骤s4:吸铸后的材料随后封管在真空环境,进行1200℃、24小时高温均质化处理,消除成分偏析;
20.其中,吸铸后用封管机对样品进行封管,利用氢氧机电解水产生氢气,通过燃烧氢气融化石英管对棒状材料进行封装,管内反复洗气;
21.洗气时,抽真空至10-3
pa处理,然后充氩气至压力-0.02mpa,重复三次后,充氩气至﹣0.09mpa,保持管内真空;
22.使用箱式热处理炉,均质化热处理条件为1200℃/24h,炉内温差
±
10℃;
23.步骤s5:对均质化后的材料进行轧制,轧机转速200-400r/min,下轧比例75%;
24.对轧制后的材料进行1000℃、1小时的热处理,细化晶粒组织;从而制备得到ni-co-cr多主元合金材料。
25.作为本发明进一步的方案:所述步骤s3中,真空电弧炉型号为北京物科光电wk
‑ⅱ
,电弧炉带有吸铸功能;所述保护气体为氩气或其他惰性气体中的一种。
26.作为本发明进一步的方案:所述步骤s4中,封管机型号为okfkj3000。
27.作为本发明进一步的方案:所述步骤s5中,轧机型号为兴祥φ350-400,轧制时每次下调量不大于0.4mm,反复轧制至少5次,直到达到下轧比例。
28.本发明的有益效果是:本发明,通过采用镍、钴和铬元素为原料制备的ni-co-cr多主元合金材料,在保持高强度的基础上能够具有优秀的塑性;在ni-co-cr多主元合金材料制备的过程中,操作简单快捷,能够有效避免有害第二相的形成,使得金属相更加稳定,有利于提高ni-co-cr合金材料的强度和塑性。
附图说明
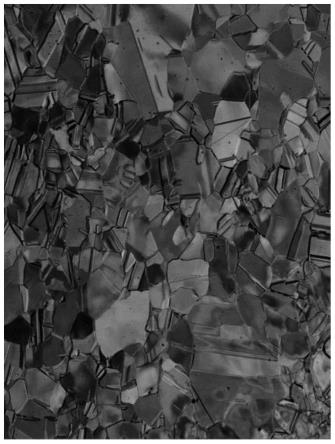
29.图1为本发明的材料的微观组织图片;
30.图2为本发明的第1组对比实验组材料的微观组织图片;
31.图3为本发明的第2组对比实验组材料的微观组织图片;
32.图4为本发明的第3组对比实验组材料的微观组织图片;
33.图5为本发明材料与对比实验组材料工程应力-应变曲线对照图;
34.图6为本发明材料与对比实验组材料的温度-硬度曲线对照图。
具体实施方式
35.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
36.下面给出具体实施例。
37.实施例:
38.参见图1-6,一种ni-co-cr多主元合金材料,包括镍、钴和铬;其中,镍、钴、铬元素质量百分数分别为30.82
±
0.01%、46.42
±
0.01%、22.76
±
0.01%。
39.与本实施例同时开展的对比实验共3组,ni-co-cr元素所占质量比分别为:
40.第1组,镍、钴、铬元素质量百分数分别为50.98%、32.76%、16.26%;
41.第2组,镍、钴、铬元素质量百分数分别为70.84%、19.30%、9.86%;
42.第3组,镍、钴、铬元素质量百分数分别为80.70%、12.15%、7.15%;
43.一种ni-co-cr多主元合金材料的制备方法,包括以下步骤:
44.步骤s1:通过调整镍、钴、铬元素配比,
45.其中,镍、钴、铬元素质量百分数分别为30.82
±
0.01%、46.42
±
0.01%、22.76
±
0.01%;
46.步骤s2:采用真空电弧熔炼的方法来制备块体ni-co-cr合金,原料为99.99%高纯度的ni、co、cr金属单质;
47.步骤s3:熔炼电流200a,熔炼后冷却至室温再取出块体,放置材料氧化;
48.熔炼前对熔炼炉腔体进行:
49.1)抽真空至10-3
pa处理,然后充保护气体至压力-0.02mpa;
50.其中,1)过程至少重复三次,最后一次充入保护气体至腔体内气压达到﹣0.02mpa;
51.真空电弧熔炼电流≤450a;
52.为保证金属原料混合均匀,电弧熔炼反复进行5次以上;
53.将熔炼后的材料吸铸成棒状;
54.真空电弧炉型号为北京物科光电wk
‑ⅱ
,电弧炉带有吸铸功能;保护气体为氩气或其他惰性气体中的一种;
55.步骤s4:吸铸后的材料随后封管在真空环境,进行1200℃、24小时高温均质化处理,消除成分偏析;
56.其中,吸铸后用封管机对样品进行封管,利用氢氧机电解水产生氢气,通过燃烧氢气融化石英管对棒状材料进行封装,管内反复洗气;
57.洗气时,抽真空至10-3
pa处理,然后充氩气至压力-0.02mpa,重复三次后,充氩气至﹣0.09mpa,保持管内真空;
58.使用箱式热处理炉,均质化热处理条件为1200℃/24h,炉内温差
±
10℃;
59.封管机型号为okfkj3000;
60.步骤s5:对均质化后的材料进行轧制,轧机转速200-400r/min,下轧比例75%;
61.轧机型号为兴祥φ350-400,轧制时每次下调量不大于0.4mm,反复轧制至少5次,直到达到下轧比例;
62.对轧制后的材料进行1000℃、1小时的热处理,细化晶粒组织;从而制备得到ni-co-cr多主元合金材料。
63.本发明材料制备的合金材料与对比实验组材料制备的合金材料工程的应力-应变曲线对照表:
64.材料断后伸长率%抗拉强度mpa屈服强度mpa本实施例材料89.7841250第1组对比实验组58.9632201第2组对比实验组61.8509140第3组对比实验组55.8449117
65.本发明材料制备的合金材料与对比实验组材料制备的合金材料的温度-硬度曲线对照表:
[0066][0067]
通过选用镍、钴、铬元素作为制备原料,且镍、钴、铬元素的质量百分数分别为30.82
±
0.01%、46.42
±
0.01%、22.76
±
0.01%,通过上述步骤制备的合金材料,具有高强度、高塑性的特性。
[0068]
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。