1.本实用新型涉及壳体工件的加工装置,具体涉及一种新型的壳体零件压紧装置。
背景技术:
2.随着变速器壳体市场需求越来越旺盛,变速器壳体的产量节节攀升,在对变速器壳体毛坯进行加工过程中,手动夹具因劳动强度大、效率低、加工产品质量不稳定等原因已经不能满足生产需求。目前常用的方式为,将变速器壳体的一侧作为定位面,在定位面上设置有多个定位孔和定位凸起,用于将变速器壳体定位放置在操作台上,但是在变速器壳体远离定位面一面及侧面均缺少相应的定位夹具,导致变速器壳体毛坯在加工过程中因缺乏定位压紧而导致变速器壳体变形,产品质量不稳定。
3.公开号为cn206415900u的中国专利公开了一种液压夹具浮动压紧机构,该浮动压紧机构包括工件定位块,该工件定位块中设有半嵌入式的工件,包括旋转夹紧器,旋转夹紧器中设有主压板,主压板中设有与主压板相滚动连接的浮动压块,浮动压块与设在主压板中的弹簧柱塞相抵接。但是,该专利中公开的结构适用于卡钳机,并没有提及如何实现对零件的上端和侧面夹紧固定以便于加工。
技术实现要素:
4.本实用新型目的在于解决目前壳体零件在加工时只能对其定位面进行定位,缺少对壳体零件远离定位面一面及侧面的夹紧固定,进而导致变速器壳体变形,产品质量不稳定的技术问题,提出一种新型壳体零件压紧装置。
5.本实用新型提供的技术方案为:
6.一种新型壳体零件压紧装置,其特殊之处在于:包括底座、设置在底座上的下支撑组件、上压紧组件及至少两个侧压紧组件;
7.所述下支撑组件包括固定连接在底座上的下垫块、固定连接在下垫块上端的浮动支撑件及与浮动支撑件连接的支撑杆;所述支撑杆用于支撑壳体零件的定位面;
8.所述侧压紧组件包括固定设置在底座上的侧垫块、固定设置在侧垫块上的可浮动侧压紧件及与可浮动侧压紧件相接的侧压紧杆;所述侧压紧杆用于压紧在壳体零件的侧面;
9.所述上压紧组件通过旋转垫片设置在其中一个侧压紧组件的侧垫块上;
10.所述上压紧组件包括第一回转支架和第二回转支架,所述第一回转支架的下端与旋转垫片可旋转连接;第一回转支架的上端与第二回转支架的一端固定连接;
11.所述第二回转支架的另一端设置有上垫块、固定连接在上垫块下端面的浮动上压紧件及与浮动上压紧件连接的上压紧杆;所述上压紧杆用于抵接压紧在壳体零件的定位面的相对面。
12.进一步地,还包括设置在底座上的圆形定位销和菱形定位销,所述圆形定位销和菱形定位销的上端面用于与壳体零件的定位面相抵接,实现壳体零件的定位和支撑。
13.进一步地,所述侧压紧组件为两个,分别为左侧压紧组件和右侧压紧组件;
14.所述左侧压紧组件包括固定在底座上的左侧垫块、固定设置在左侧垫块上的可浮动左侧压紧件及与可浮动左侧压紧件连接的左侧压紧杆;
15.所述右侧压紧组件包括固定在底座上的右侧垫块、固定在右侧垫块上的可浮动右侧压紧件及与可浮动右侧压紧件连接的右侧压紧杆。
16.进一步地,所述浮动支撑件、浮动上压紧件及浮动侧压紧件为液压油缸。
17.进一步地,所述左侧垫块的外侧面固定设置有第一顺序阀,所述第一顺序阀用于与左侧垫块内部的油管通路连通,控制可浮动左侧压紧件使左侧压紧杆移动;
18.所述右侧垫块的外侧面固定设置有第二顺序阀,所述第二顺序阀用于与右侧垫块内部的油管通路连通,控制可浮动右侧压紧件使右侧压紧杆移动;
19.所述下垫块的外侧面固定设置有第三顺序阀,所述第三顺序阀用于与下垫块内部的油管通路连通,控制浮动支撑件使支撑杆上下浮动。
20.进一步地,所述第二回转支架的外侧面设置有减压阀,用于控制浮动上压紧件。
21.进一步地,所述旋转垫片具有上端开口的空腔;
22.所述第一回转支架的下端具有与所述空腔相适配的端轴,用于实现端轴在空腔内旋转移动。
23.进一步地,所述第二回转支架的侧面设置有把手。
24.进一步地,所述第二回转支架上设置有压紧垫片,用于实现第二回转支架与第一回转支架上端的紧固连接。
25.本实用新型的有益效果:
26.1、本实用新型通过下支撑组件、上压紧组件及侧压紧组件的配合,实现了对壳体零件的夹紧固定,确保工件受力均匀,减少工件变形,加工质量稳定。
27.2、本实用新型通过上压紧组件的减压阀实现对壳体零件上端面的自动压紧,增加夹具夹紧强度的同时,还能确保每次受力的一致性,使同一批次零件加工省力且一致性好。
附图说明
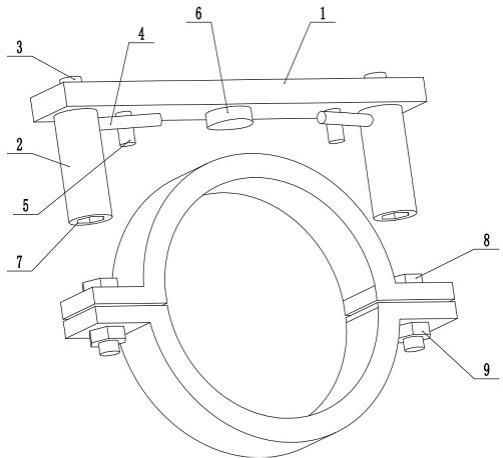
28.图1为本实用新型新型壳体零件压紧装置实施例结构主视图;
29.图2为本实用新型新型壳体零件压紧装置实施例结构布局图;
30.图3为本实用新型新型壳体零件压紧装置实施例中左侧压紧组件和右侧压紧组件的结构示意图。
31.附图标记如下:
32.1-圆形定位销,2-底座,3-连接块,4-第一螺母,5-第一螺钉,6-第一顺序阀,7-第二螺钉,8-油管接头,9-减压阀,10-第三螺钉,11-左侧垫块,12-可浮动左侧压紧件,13-第四螺钉,14-旋转垫片,15-第一回转支架,16-第二回转支架,17-压紧垫片,18-铜管,19-上垫块,20-浮动上压紧件,21-支撑杆,22-浮动支撑件,23-下垫块,24-把手,25-右侧压紧组件,26-菱形定位销,27-上压紧杆,28-右侧垫块,29-右侧压紧杆,30-左侧压紧杆。
具体实施方式
33.本实施例中,“上”、“下”、“左”“右”为沿底座2至第二回转支架16方向,底座在下,
第二回转支架16在上;靠近第一回转支架15侧为左,远离第一回转支架15侧为右。
34.参见图1-图3,本实施例提供一种新型壳体零件压紧装置,该装置包括底座2、设置在底座2上的下支撑组件、上压紧组件、两个侧压紧组件、圆形定位销1及菱形定位销26。
35.圆形定位销1和菱形定位销26的上端面与壳体零件的定位面相抵接,用于壳体零件的定位和支撑;下支撑组件包括固定连接在底座2的下垫块23、固定连接在下垫块23上端的浮动支撑件22及与浮动支撑件22连接的支撑杆21;具体的,浮动支撑件22为液压油缸;支撑杆21可浮动的支撑壳体零件的定位面,支撑杆21与圆形定位销1和菱形定位销26相配合实现对壳体零件的定位面的定位和支撑。
36.两个侧压紧组件包括左侧压紧组件和右侧压紧组件25;左侧压紧组件包括左侧垫块11、通过第四螺钉13固定设置在左侧垫块11上的可浮动左侧压紧件12及与可浮动左侧压紧件12连接的左侧压紧杆30,可浮动左侧压紧件12为液压油缸;右侧压紧组件25包括固定在底座2上的右侧垫块28、固定在右侧垫块28上的可浮动右侧压紧件及与可浮动右侧压紧件连接的右侧压紧杆29,可浮动右侧压紧件为液压油缸。
37.上压紧组件通过旋转垫片14设置在左侧压紧组件的左侧垫块11上,上压紧组件包括第一回转支架15和第二回转支架16,第一回转支架15的下端与旋转垫片14可旋转连接;具体的,旋转垫片14具有上端开口的空腔;第一回转支架15的下端具有与空腔相适配的端轴,用于实现端轴在空腔内旋转移动;第一回转支架15的上端与第二回转支架16的一端固定连接,具体的,第一回转支架15与第二回转支架16连接处设置有连接块3,通过多组由第一螺母4和第一螺钉5组成的固定组件将连接块3固定在第一回转支架15和第二回转支架16的侧面,实现第一回转支架15与第二回转支架16的固定连接。第二回转支架16上设置有压紧垫片17,压紧垫片17实现第二回转支架16与第一回转支架15上端的紧固连接同时防止直接在第二回转支架16上端使用;第二回转支架16的侧面设置有把手24,便于操作。
38.第二回转支架16的另一端设置有上垫块19、固定连接在上垫块19下端面的浮动上压紧件20及与浮动上压紧件20连接的上压紧杆27,具体的,浮动上压紧件20为液压油缸;上压紧杆27用于抵接压紧在壳体零件的定位面的相对面。
39.左侧垫块11的外侧面固定设置有第一顺序阀6,第一顺序阀6用于与左侧垫块11内部的油管通路连通,控制可浮动左侧压紧件12使左侧压紧杆30移动;右侧垫块28的外侧面固定设置有第二顺序阀(图中未示出),第二顺序阀用于与右侧垫块28内部的油管通路连通,控制可浮动右侧压紧件使右侧压紧杆29移动;下垫块23的外侧面固定设置有第三顺序阀(图中未示出),第三顺序阀用于与下垫块23内部的油管通路连通,控制浮动支撑件22使支撑杆21上下浮动;第二回转支架16的外侧面设置有减压阀9,用于控制浮动上压紧件20使上压紧杆27移动压紧壳体零件。
40.本实施例中油路的排布为:液压油供应系统通过设置在左侧垫块11、下垫块23及右侧垫块28内的油管通路供给液压油;下垫块23内油管通路将液压油输出给第三顺序阀,经过第三顺序阀输出给浮动支撑件22,实现对支撑杆21上下浮动的控制;右侧垫块28内油管通路将液压油输出给第二顺序阀,经过第二顺序阀输出给可浮动右侧压紧件,实现对右侧压紧杆29左右浮动的控制;左侧垫块11内油管通路的一条液压油支路将液压油输出给第一顺序阀6,经过第一顺序阀6后输出给可浮动左侧压紧件12,实现对左侧压紧杆30左右浮动的控制,左侧垫块11内油管通路的另一条液压油支路将液压油依次输送经过旋转垫片
14、第一回转支架15、第二回转支架16端部、压紧垫片17,进入铜管18的左段内,再经过减压阀9和铜管18的右段,输入进上垫块19内的油管通路后输入进浮动上压紧件20,实现对上压紧杆27上下浮动的控制;铜管18的左段和铜管18的右段均通过油管接头8固定密封连接在减压阀9上。
41.上述新型壳体零件压紧装置的使用方法为:
42.装载壳体零件:待加工壳体零件的定位面与圆形定位销1、菱形定位销26的定位面定位抵接后,然后将下支撑组件的支撑杆21与定位面抵接,之后调整侧压紧组件使侧压紧杆抵接在待加工壳体零件的侧壁;最后人工拉动把手24,将上压紧组件中浮动上压紧件20的下端面转至待加工壳体零件上表面的平整区域的上方,使用上压紧组件对上端面进行压紧;此时,工件处于被压紧状态。
43.卸载壳体零件:开始启动液压油缸的泄压状态,将上压紧组件的上压紧杆27上移与加工完成的壳体零件上端面分离,侧压紧组件的侧压紧杆及下支撑组件的支撑杆21与加工完成的壳体零件分离,最后人工拉动把手24,将上压紧组件转至远离待加工壳体零件上方的区域;将加工完成的壳体零件从圆形定位销1、菱形定位销26上取下,完成卸载。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。