1.本发明涉及一种刀具成型方法,尤其涉及一种多晶金刚石复合刀具的成型方法。
背景技术:
2.多晶金刚石复合(pdc)刀具通常用于石油和天然气的钻井作业。pdc刀具是钻头上的金刚石尖端突起。pdc刀具用金刚石形成钻头的切削面,而钻头可由其他材料制成。钻头上镶有金刚石,以提高通过岩层的切割效率。将金刚石与金属粘合是一项挑战。
3.基本的pdc刀具包括由金刚石磨粒和粘合剂制成的金刚石台和另一种复合材料(通常是碳化钨)和金属粘合剂(常是钴)的基材。金刚石磨粒在高温高压条件下烧结,形成一层作为金刚石台的层,并与碳化钨或其他基材结合。高温-高压(ht-hp)过程可以形成以钴或其他第viii族元素为催化剂粘合剂的金刚石台,并且该层的各种厚度、轮廓和图案等性能均获得了改变,以影响刀具的使用寿命。
4.pdc刀具可以被进一步加工以承受极端压力和高温的井下条件。超过750℃的过热会导致金刚石台中的金刚石粘合剂热膨胀,从而导致刀具的完整性发生变化。为了降低对高温的敏感性,刀具会借助浸出过程,以使用酸从金刚石台上去除金属粘合剂。选择性浸出通过控制从金刚石台中去除的粘合剂(通常是钴)的不同体积百分比,从而使刀具能够抵抗热膨胀。然而,选择性的浸出会影响刀具的其他性能,例如刀具的断裂韧性等。即使刀具抵抗热膨胀的能力变强,刀具也可能不那么坚韧了。
5.在测量pdc紧凑型刀具领域,已经公布过各种专利,并且已经公开了各种应用。davis等人于2007年7月26日公开的美国专利公开文本2007/0169419a1描述了多晶金刚石的声化学浸出。ladi等人于2012年6月21日公布的美国专利公开文本2012/0151847a1描述了另一种多晶金刚石元素的浸出。bellin等人于2013年9月26日公布的美国专利公开文本2013/0247478a1也公开了浸出方法。muzzi等人于2015年1月15日公布的美国专利公开文本2015/0014067a1公开了另一种具有刀具保护的浸出工艺。
6.已知方法的现有技术o形环由具有良好耐酸性的含氟弹性体制成,例如含氟弹性体(fkm)或四氟乙烯和丙烯的共聚物(fepm)。然而,现有技术的o形环在高温酸中不能保持密封力。随着时间的推移,酸会降解现有技术的o形环,这导致基材损坏或金属粘合剂从金刚石台上的去除不充分,导致从金刚石台上去除钴的百分比或去除钴的方式是不完整的。由于制造过程的原因,现有技术制造的pdc刀具可能质量低下甚至存在致命缺陷。
技术实现要素:
7.本发明的一个目的是形成一种多晶金刚石复合(pdc)刀具。
8.本发明的一个目的是提高形成pdc刀具的时间和成本效率。
9.本发明的另一个目的是在形成用于钻头的pcd刀具的浸出步骤期间保持o形环的密封力。
10.本发明的又一目的是在形成pcd刀具的浸出步骤期间将保护层施加到o形环。
11.本发明的又一个目的是使在形成pcd刀具的浸出条件的步骤期间受保护的o形环具有较少的硬度降低。
12.本发明的又一目的是使在形成pcd刀具的浸出条件步骤期间受保护的o形环具有较少的模量降低。
13.用于形成刀具的方法包括将后盖(back cap)设置到容器(pod)中以形成具有容器腔的组件以及在o形环(o形圈,o-ring)上施加保护层以形成受保护的o形环。受保护的o形环设置在刀体周围,该刀体具有基体部和带有金属粘合剂的金刚石部。该方法包括将刀具主体插入容器腔中以便将基体部密封在容器内。金刚石部的端部从容器向外延伸。该方法还包括在60℃或更高温度下通过金刚石部的端部浸出金属粘合剂至少一天或1-3天,以从刀具主体形成多晶金刚石复合刀具。受保护的o形圈将基体部密封,使其免受浸出条件的影响,如强酸。受保护的o形环在浸出步骤中变成暴露的o形环,相对于受保护的o形环硬度降低(即暴露的o形环的硬度低于受保护的o行圈),相对于受保护的o形环模量降低(即暴露的o形环的模量低于受保护的o行圈)。暴露的o形环的硬度降低和模量降低小于暴露的无保护o形环,即没有本发明的保护层的o形环的硬度降低和模量降低。暴露的o形环可以保持密封力以保护基底至少一天或1-3天,同时在那一天或1-3天内实现金刚石台的目标轮廓。
14.在一个具体实施方案中,施加保护层的方法是在o形环上涂覆聚(对二甲苯)以形成作为保护层的涂层。
15.在另一个具体实施方案中,施加保护层方法是在o形环上涂覆含氟聚合物以形成含氟涂层作为保护层。涂覆含氟聚合物的步骤包括将含氟聚合物以悬浮液的形式涂覆在o形环的表面,干燥含氟涂层,然后加热含氟涂层和o形环,形成受保护的o形环。或者,涂覆含氟聚合物的步骤包括在o形环上熔融涂覆含氟聚合物。
16.在又一具体实施方案中,施加保护层的步骤是氟化o形环的表面以形成氟化层作为保护层。
17.在又一个具体实施方案中,施加保护层的步骤是用封装(包封,encapsulating)的含氟聚合物封装o形环,以形成封装层(包封层,encapsulated layer)作为保护层。
附图说明
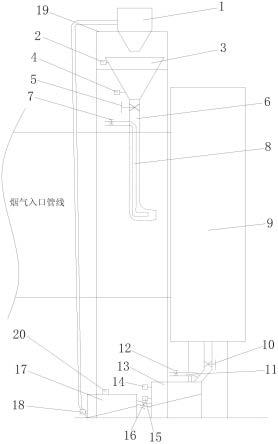
18.图1示出了用于制造根据本发明的刀具的组件10的剖视图。
19.图2是图1组件10的正视图。
20.图3是图1组件10的透视图。
21.图4是在浸出步骤之后的多晶金刚石复合刀具的刀具主体的正视图。
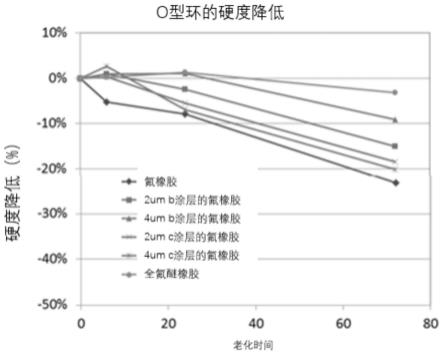
22.图5是根据作为本发明的保护层的涂层的实施方案的o形环的硬度降低的图解说明。
23.图6是根据作为本发明的保护层的涂层的实施方案的o形环的模量降低的图解说明。
24.图7是根据作为本发明的保护层的氟化层的实施方案的o形环的硬度降低的图解说明。
25.图8是根据作为本发明的保护层的封装层的实施例的o形环的硬度降低的图解说明。
26.图9是根据作为本发明的保护层的封装层的实施例的o形环的模量降低的图解说明。
27.图10a、图10b、图11a、图11b、图12a、图12b、图13a和图13b显示了由fkm组成的o形环的实施例和作为封装的含氟聚合物的pfa和feb的具体实施例的照片。
具体实施方式
28.为了对本发明的技术特征、目的和有益效果有更加清楚的理解,现对本发明的技术方案进行以下详细说明,但不能理解为对本发明的可实施范围的限定。
29.本发明涉及一种用于o形环的保护层,以在形成pdc刀具的方法中承受暴露于高强度酸性条件和高温的同时保持足够的密封力。通过保护层保护o形环免于老化必须与硬度降低幅度(即硬度降低值的增加)之间取得平衡。额外的影响是升高的温度条件和减少的暴露时间。能够承受较长时间的酸性腐蚀仍然必须适应密封浸出所需的时间。本发明是一种将涂层施加到o形环上的方法,该层在较高温度下增加了对酸的保护,同时仍然能够在从金刚石台浸出金属粘合剂所需的时间内进行密封。
30.图1示出了用于制造刀具的组件10的剖视图。图2是图1的组件10的正视图,图3是图1的组件10的透视图。本发明的方法包括将后盖12设置到容器14中以形成具有容器腔16的组件10。容器14可以由聚四氟乙烯(ptfe)、全氟烷氧基(pfa)、乙烯四氟乙烯(etfe)、聚氯三氟乙烯(pctfe)、聚偏二氟乙烯(pvdf)、氟化乙烯丙烯共聚物(fep)和乙烯三氟氯乙烯(ectfe)中的至少一种构成。
31.图4是在浸出步骤之后多晶金刚石复合刀具40从刀具主体(cutter body)30的正视图。图4还显示了一个暴露的o形环42的立面图。在本发明中,该方法包括在o形环20上施加保护层22以形成受保护的o形环。o形环可以由丁腈橡胶(nbr)、氢化丁腈橡胶(hnbr)、三元乙丙橡胶(epdm)、环氧氯丙烷(eco)、聚丙烯酸橡胶(acm)、氟硅橡胶(fvmq)、含氟弹性体(fkm)、四氟乙烯丙烯共聚物(fepm)、全氟弹性体(ffkm)和硅橡胶中的至少一种构成。受保护的o形环经历浸出步骤以形成暴露的o形环42。
32.图1-图3示出了将受保护的o形环放置在刀具主体30周围的步骤。图1-图4示出了由基体部32构成的刀体和由金属粘合剂36构成的金刚石部34。基底部32可以是碳化钨,并且金属粘合剂36可以是钴。然后,刀具主体30被插入容器腔16中,以便将基底部32密封在图1-图2的容器14内。
33.金刚石部34包括从容器14向外延伸的端部38。端部38通过受保护的o形环密封到基底部32。在本发明中,该方法包括通过金刚石部34的端部38浸出金属粘合剂36。强酸,例如hf、hno3、h2so4或过氧化氢,或两种或更多种的组合,能够用于在浸出步骤中从刀具主体30去除金属粘合剂36。作为受保护的o形环20将基底部32与强酸隔离。基底部32的完整性被保持以防止出现具有致命缺陷的刀具(fatally flawed cutter)。
34.同样,防止酸损坏并不是本发明的唯一功能。总处理时间取决于溶液浴条件,包括酸强度和温度,并且在总处理时间内必须保持基体部32的密封。在本发明中,浸出环境在60℃或更高温度下至少花费一天或1-3天,以从图4中的刀具本体30形成多晶金刚石复合刀具40。本发明的金刚石部34或金刚石台的任何目标轮廓(target profile)都可以在金刚石部34中剩余的金属粘合剂36达到所需百分比和分布的过程中的形成。本发明在去除pdc刀具
40的金刚石台面或金刚石部34的指定厚度中的金属粘合剂36的同时会损坏基体部32。本发明的pdc刀具40具有更一致的质量和更高的质量,因为金刚石台面的目标轮廓可以在受保护的o形环失效之前实现。现有技术没有提前停止浸出步骤以保持对基体部的保护。
35.图4还示出了来自本发明方法的受保护o形环和初始o形环20的暴露o形环42。暴露的o形环42具有相对于受保护o形环的硬度降低和相对于受保护o形环的模量降低。暴露的o形环42通过保持暴露的o形环42在刀具本体30上的密封来避免形成具有致命缺陷的pdc刀具。特别地,相对于未受保护的o形环,暴露的o形环42的硬度降低小于暴露的o形环(即没有本发明保护层的o形环)的硬度降低。相对于未受保护的o形环,暴露的o形环42的模量降低程度低于暴露的未受保护o形环的模量降低程度。
36.在本发明的一个实施例中,施加保护层22的过程包括以下步骤:在o形环20上涂覆聚(对二甲苯)以形成作为保护层22的涂层。涂层可具有至少1微米或1-5微米范围的厚度。在本发明中,聚(对二甲苯)由以下聚合物中的至少一个组成:
[0037][0038]
在作为保护层22的涂层的一个实施例中,浸出金属粘合剂的步骤是在60℃或更高的温度下浸出1-3天,并且暴露的o形环的硬度降低小于20%,如图5所示。图5是根据实施例的o形环的硬度降低的图解说明。图5显示了由fkm与作为具体实施例的涂层(b)和涂层(c)组成的o形环20。
[0039]
在涂层作为保护层22的实施例中,浸出金属粘合剂的步骤是在60℃或更高温度下浸出1-3天,并且暴露的o形环的模量降低小于90%,如图6所示。本发明的方法包括暴露的o形环42,其硬度降低小于20%,模量降低小于90%。在一个替代实施例中,浸出金属粘合剂的环境是在60℃或更高的温度环境下长达一天,其中暴露的o形环具有小于60%的模量降低,如图6所示。图6是模量的图解说明根据作为保护层22的涂层的实施例的o形环的还原。图6示出了由fkm与作为具体实施例的涂层(b)和涂层(c)组成的o形环20,与图5相似。外露的o形环42具有硬度和弹性以密封基底部,同时在强酸和高温条件下保持完整,以根据高质量可靠刀具的需要而有效地浸出金刚石台面。本发明确定了一个时间窗口,从而可以高质量和可靠地制造多种类型的刀具和多种图案的金刚石台。
[0040]
在本发明的另一个实施例中,施加保护层22的步骤包括以下步骤:在o形环20上涂
覆氟聚合物以形成氟涂层作为保护层22。氟涂层可具有大于1微米或1-5微米范围的厚度。在本发明中,含氟聚合物由以下聚合物中的至少一种组成:聚四氟乙烯(ptfe)、全氟烷氧基(pfa)、乙烯四氟乙烯(etfe)、聚三氟氯乙烯(pctfe)、聚偏二氟乙烯(pvdf)、氟化乙烯丙烯共聚物(fep)和乙烯三氟氯乙烯(ectfe)。
[0041]
涂覆含氟聚合物的步骤包括以下步骤:将含氟聚合物以液体悬浮液的形式涂覆在o形环20的表面上,干燥含氟涂层以除去水,然后加热含氟涂层和o形环20以形成受保护的o形环。或者,涂覆含氟聚合物的步骤包括在o形环20上熔融涂覆含氟聚合物。
[0042]
在本发明的又一实施例中,施加保护层22的步骤包括以下步骤:氟化o形环20的表面以形成氟化层作为保护层22。氟化层可具有大于2微米或2-4微米范围的厚度。在氟化层作为保护层22的一个实施例中,浸出金属粘合剂的条件为在60℃或更高温度环境下1-3天,并且暴露的o形环相对于受保护的o形环的硬度降低更少超过20%,如图7。图7是根据作为保护层22的氟化层的实施例的o形环的硬度降低的图解说明。图7示出了由fkm与作为具体实施例的厚度2微米及厚度5微米的氟化层组成的o形环20。
[0043]
在本发明的又一实施例中,施加保护层的步骤包括以下步骤:用封装含氟聚合物封装o形环20以形成封装层作为保护层22。封装层的厚度可以在1-20微米的范围内。在本发明中,封装的含氟聚合物由以下至少一种组成:聚四氟乙烯(ptfe)、全氟烷氧基(pfa)、乙烯四氟乙烯(etfe)、聚氯三氟乙烯(pctfe)、聚偏二氟乙烯(pvdf)、氟化乙烯丙烯共聚物(fep)和乙烯三氟氯乙烯(ectfe)。
[0044]
在作为保护层22的封装层的一个实施例中,浸出金属粘合剂的步骤为在60℃或更高温度下度过1-3天,并且暴露的o形环相对于受保护的o具有硬度降低小于5%。图8是根据作为保护层22的封装层的实施例的o形环的硬度降低的图解说明。图8显示了由fkm与作为封装含氟聚合物的具体实施例的pfa和feb构成的o形环20。
[0045]
在封装层作为保护层22的另一个实例中,浸出金属粘合剂的步骤是在60℃或更高温度下浸出1-3天,并且暴露的o形环相对于受保护层的o形环具有小于20%的模量降低,如图9所示。本发明的方法包括具有小于5%的硬度降低和小于20%的模量降低的暴露的o形环42。图9是根据作为保护层22的封装层的实施例的o形环的模量降低的图解说明。图9示出了由fkm组成的o形环20和作为封装的含氟聚合物的具体实施例的pfa和feb,类似于图8。
[0046]
封装层作为保护层22的实施例进一步确定了临界范围。在100℃和酸性条件下,浸出步骤不到1天(24小时)出现故障,导致暴露的o型环失去功能。与图8-图9类似,图10a、图10b、图11a、图11b、图12a、图12b、图13a和图13b分别显示了由fkm与作为封装的含氟聚合物的具体实施例的pfa和feb组成的o形环20的照片。图10a和图10b分别显示了具有pfa封装层的fkm o形环和具有feb封装层的fkm o形环,作为没有任何浸出的受保护o形环。图11a和图11b分别显示了在100℃的酸中浸出6小时后的具有pfa封装层的fkm o型环和具有feb封装层的fkmo型环。尽管保持了封装层,o形环上也有明显的裂纹。图12a和图12b还分别显示了在100℃的酸中浸出24小时之后的具有pfa封装层的fkmo型环和具有feb封装层的fkm o型环。尽管保持了封装层,o形环上也有明显的裂纹。
[0047]
然而,图13a和图13b分别显示了在100℃的酸中浸出72小时后的具有pfa封装层的fkm o形环和具有feb封装层的fkm o形环。o形环都完好无损,并保留了相应的封装层。从浸出条件中去除似乎会影响更短的暴露时间,而维持o形环的阈值在1-3天之间。
[0048]
本发明是一种形成用于钻头的多晶金刚石复合(pdc)刀具的方法。在现有技术工艺中,浸出步骤可能需要长达21天才能达到金刚石台面的目标轮廓。这个长达数周的过程需要大量的时间和成本。之前在弥补这些缺点时,强度更强的酸会被使用以减少实现目标所需的时间。然而,这些酸会损坏刀具的基底,从而使pdc刀具出现致命缺陷的可能性更高。o形环用于保护基底,但o形环在浸出过程中仍对强酸具有反应性。为了保护o形环和基底,浸出时间太短而无法达到目标轮廓。本发明的方法提供了确定用于形成成本有效,高质量和可靠的pdc刀具的时间窗口的步骤。该方法包括在o形环上施加保护层以形成受保护的o形环,同时也将浸出步骤的温度提高到超过现有技术的程度,并确定了在强酸性和高温条件下具有足够硬度和弹性的密封时间窗口。除了施加保护层以承受浸出步骤的强酸之外,本发明提高温度并确定时间窗口。当形成用于钻头的pcd刀具时,该方法在浸出步骤期间保持o形环的密封力。在形成pcd刀具时的浸出条件步骤期间,受保护的o形环的硬度会降低。在形成pcd刀具时的浸出条件步骤期间,受保护的o形环的模量会降低。硬度降低和模量降低决定了制造高质量和可靠刀具的时间窗口,因为基底部在强酸和高温条件下保持密封。此外,硬度降低量和模量降低量在浸出步骤的酸和温度条件下设定时间,以实现具有一致性和可靠性的目标轮廓。
[0049]
此外,本发明的前述公开和描述是说明性和解释性的。图示结构细节的各种变化,可以在不脱离本发明的本来意愿的情况下进行构造和改变。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。